

Studieemne tradisjonsfaglig utøving 3 har følgende emnebeskrivelse:
Tradisjonsfaglig utøving 3 utgjør en vesentlig del av grunnutdanningen i bachelorløpet i tradisjonelt bygghandverk, der læring skjer gjennom eget praktisk arbeid. Gjennom deltagelse og opplæring ved en læringsarena, skal studenten tilegne seg bred og allsidig innsikt i praktisk arbeid, innen tradisjonelt bygghandverk. I emnet er det lagt opp til prosjektbasert arbeid med veiledning.
Vanligvis er faget lagt opp slik at man gjennom et prosjekt, tilegner seg ferdigheter, som man gjennom en del mengdetrening lærer å mestre. På læringsarena Vestland valgte vi å putte inn 3 uker med tverrfaglige kurs,(treskjæring, smiing og blyglass) nettopp for å få en bred og allsidig innsikt i praktisk arbeid, slik emnebeskrivelsen nevner. I dette blogginnlegget skal jeg reflektere om, og i hvilken grad, korte ukeskurs kan gi eller ikke gi læringsutbytte, selv uten mengdetrening.
Uke 1 – Treskjæring

Den første uken med tverrfaglige kurs hadde treskjæring som tema. Veilederen var Even Hansen, lærer ved Hjerleid handverksskole. Dag 1 reiste vi til Bergen og besøkte Christofer Knag, som er arving etter møbelsnekkeren Knag, en av de mest kjente norske møbelprodusenter i sin tid. På dag 2 begynte vi med enkelt karveskurd. Selv om tre er et kjent material for oss, ga øvelsene nye erfaringer og innsikter i bla. fiberretning og materialkvalitet. Korsryggen ga tidlig beskjed om at snekkerens høvelbenk er alt for lav til den type arbeid, og førte til en lærerik diskusjon om ergonomi, arbeidsstilling og belastningskader.
At verktøyet man jobber med må være kvast er en selvfølge. Men at møbelsnekkeren og treskjæreren har to forskjellige oppfatninger om hva som er et kvast jern var en lærerik erfaring. Resultatet blir bare tilfredsstillende med sylskarp verktøy, alt annet er bare frustrerende.

Dag 3 prøvde vi oss på en høvelkrane fra Hardangerregionen. For min egen del var overgangen fra enkel karveskudd til figurskjæring litt for brå. Resultatet ble tilfredsstillende, men ikke god nok, i mine øyne. Her er problemet nettopp mengdetrening. Ved et ukeskurs prøver man å få lært seg mest mulig forskjellige teknikker men det er begrenset hvor godt resultat man klarer å oppnå. Mens mine medstudenter prøvde seg på høvelkrane nr.2, trengte jeg en litt enklere øvelse for å ikke miste motet, jeg ville jo tross alt oppleve en form for mestringsfølelse og ikke bare frustrasjon.
Dag 4 og 5 viet vi bokstavskjæring og skjæring av forskjellige pynteelementer. Å overføre skrift og liknende fra papir til tre med hjelp av kalkpapir, er en teknikk man kan ha bruk for i flere sammenheng.


Sammenfattende om treskjæreruken, kan jeg si at en uke er akkurat nok tid for å få et innblikk i grunnleggende teknikker, og mengdetrening er av vesentlig betydning for å mestre disse. Her gjelder det å bare fortsette. Rett slipeutstyr til treskjærerjern er viktig å ha, ellers vil man bare være frustrert og raskt miste lysten til å fortsette.
Uke 2 – Smiing

I uke 2 stod det smiing på programmet. Veileder var Seppe Lehembre fra Hardanger fartøyvernsenter. Vi begynte med en kort innføring i metallurgi og grunnleggende basiskunnskap om fyring i essen, og ikke minst HMS. Ergonomi, rett arbeidsstilling og belastningsskader var igjen i fokus.
Ett fargekart hjalp oss til å lese temperaturen i metallet, og så kunne vi endelig gå løs på vår første prosjekt, smiing av en ildrake, vi skulle bruke resten av uken. Alt i alt en fin øvelse å bli kjent med metal som material. Det må nevnes at hverken jeg eller en av mine medstudenter har banket på varm metal før.
Dag 2 lærte vi å strekke ut og rulle opp metal, teknikker vi senere på dagen hadde bruk for når vi gikk i gang med å smi hengsler og beslag til en verktøykiste.
Dag 3 stod verktøysmiing og herding på programmet. Vi lærte om forskjellene i stålkvalitetene og hvilket stål som er egnet til hvilken bruk. Vi brukte stål fra en bilfjær til å lage oss en kjørner og meisel, og lærte å herde og anløpe. Fargekartet hjalp med å lese om prosessen var vellykket eller ikke. Kunnskap enhver som jobber med metalverktøy burde ha.
Meisel og kjørner ble videre brukt under smiing av hengslene og beslag.


Dag 4 lagte vi en killingfot til høvelbenken. Vi lærte å stue metall og diskuterte mye om rett utforming og vinkler av selve festeverktøyet.
Den siste dagen brukte vi til å ferdigstille alt. Jeg brukte tiden jeg hadde til overs til å smi noen haker som jeg kan henge grindsagene på i verkstedet, også prøvde jeg meg på spikersmiing.
I etterkant må jeg si at jeg var overrasket over hvor mye ny kunnskap jeg kunne tilegne meg i løpet av denne uken. Ikke bare lærte jeg å jobbe med en helt nytt materiale, jeg fikk også en bedre forståelse for verktøyet mitt som jeg bruker daglig i jobbsammenheng. En annen positiv effekt er at jeg nå kan lage meg enkle beslag og liknende selv, noe som jeg vil ha bruk for etter uke tre med tverrfaglige kurs.
Uke 3 – Blyglass

Den tredje uken reiste vi til Trondhjem for å få et innblikk i glassmesterens verden. Veilederen her var Elisabeth Voss Sinnerud, fra Nidarosdomens restaureringshåndverkerne.
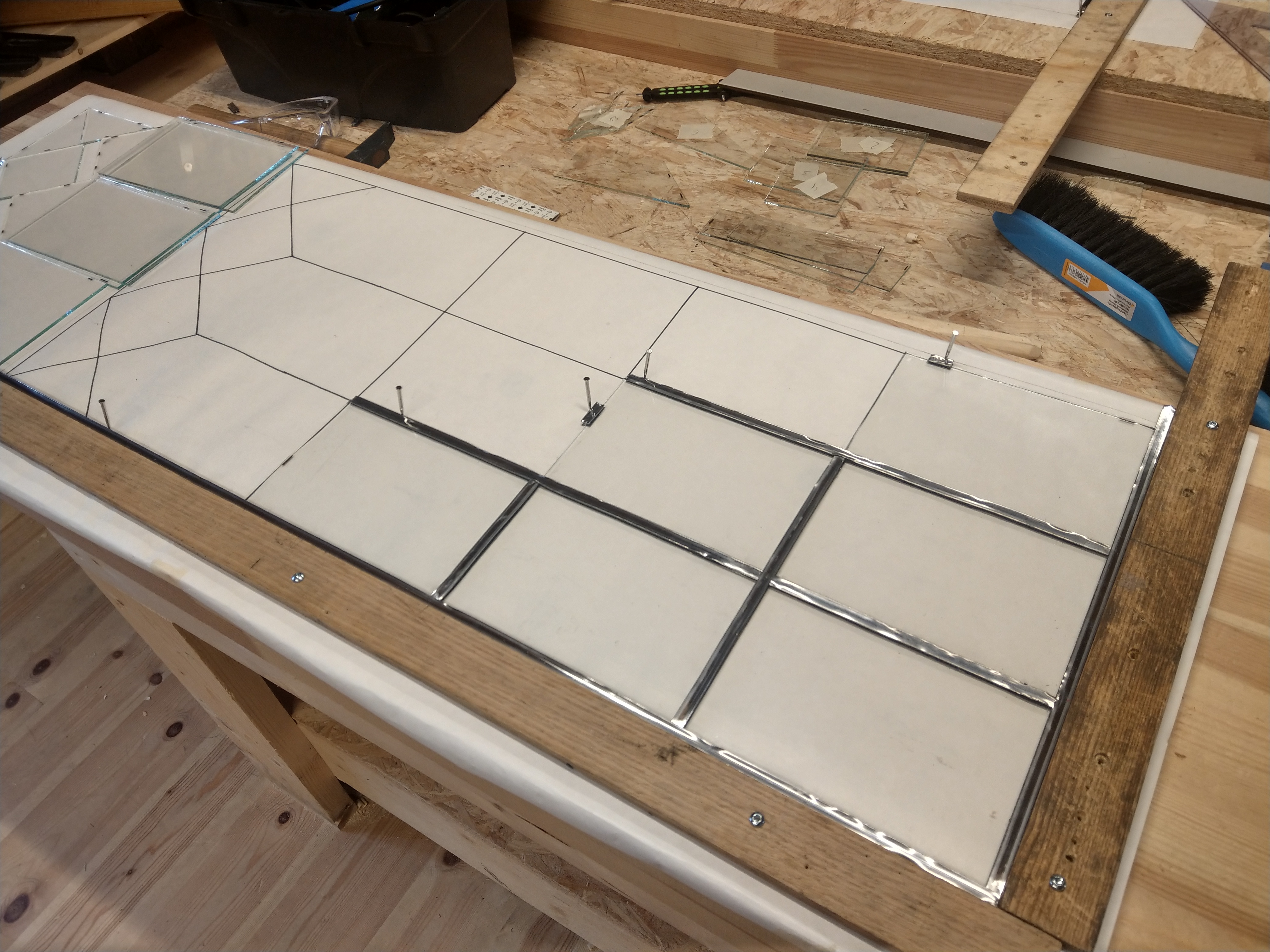
Etter en kort innføring i glassets historie fikk vi en omvisning i Nidarosdomen, og svar på mange av de spørsmålene vi hadde. Tilbake i stilleverksted begynte vi å tegne opp et vindu som vi selv skulle lage. HMS var også her i fokus, håndtering av glass og bly, glasskjæring osv. Snekkerens høvelbenk viste seg også her å være alt for lav, noe korsryggen min ga klar beskjed om.
Vinduet jeg lagde var så stort at Elisabeth anbefalte meg å lage to stormbånd til å stabilisere og sikre vinduet med. Noe som medførte til at jeg, fortsatt etter smiuka, er veldig komfortable med å lage stormbånd selv.
Etter at man har satt sammen vinduet, måtte man til med lodding og kitting.
Når vi var ferdige med vinduet, laget hver av oss et selvvalgt bilde med farget glass. Den siste dagen viste Elisabeth oss hvordan man kan skifte ut en glassrute hvis det skulle være behov for det, og hvordan vi ser at blyet må fornyes på gamle vinduer.

Uken ga innsikt i, en til nå ukjent verden. Kunnskapen med å lodde bly kan også anvendes når man skal lodde andre materialer for eksempel kopperrør. Å forstå hvordan et blyglassvindu er bygd opp, hvor de svake punktene ligger osv., er nyttig kunnskap for en restaureringshåndverker.

Avsluttende kan jeg si om alle de tre ukene, at det er fullt mulig å suge ut mye ny kunnskap, selv med korte ukeskurs. Men man kan ikke forvente at man mestrer noen av teknikkene man lærer. Her må mengdetrening til, dvs. at man er nødt til å sette av tid til å gå videre med det man har lært på egen hånd. En viktig bieffekt med disse kursene er at man fikk innblikk i andre håndverksfag. Man fikk lære hvilke problemstillinger andre fag står over, og man lærer å kommuniserer med disse håndverkerene på et annet nivå.



































