På Læringsarena innlandet startet vi med Jarle Hugstmyr som veileder for å lage høvler. Vi laget hver vår vindus høvel som laget profil og kittfalls samtidig da dette kunne bli tydet ut ifra spor på de originale vinduene vi kopierte profilen fra.
Vindus produksjon ble startet med å velge ut ideelle emner for rammer og sprosser, vi bruker gran i vårt tilfelle. Vi fikk god veiledning av Hans Andreas Lien i å finne en effektiv fremgangs måte på verktøy bruk. Vi laget også merke lekt med dimensjoner for bredde og høyde med karm og plassering på sprosser basert på det originale vinduet
Vi merket at en ulempe med denne typen høvel er at vi uansett vil treffe på motved på en side av emnet grunnet måten det her blir høvlet på. Men det er en effektiv høvel i bruk som sørger for at alle deler blir like, en må bare være nøye med dimensjoneringa.
Til profilering på sprossene laget vi en seng til å legge delene i da vi trengte at de lå stabilt (kunne nok vært gjort bedre, men funket).
Rammene er sett sammen med sliss og tapp og plugget. Sprossene er tappet inn i rammene i siden, de stående sprossene er bare gjæret sammen.
Gjæringene på sprossene og rammene er merket med merkekniv og en god vinkel med store flater slik at vinkelen kunne brukes som anlegg for hoggjern for å få nøyaktige gjæringer på en effektiv måte.
Det blir boret ut for tre plugger med en navar mens rammen fortsatt er i tvinger.
Tre pluggene blir kappet og blir pusset over med en fint stilt høvel.
Emner til karm og midt post blir dimensjonert. Høvlet profil og fals på midtpost og karm før de blir sinket sammen. En annen student skriver om dette så jeg går ikke inn i detaljer på høvling og sinking av karm.
Vindus rammene blir justert og tilpasset til karmen i bredde og høyde til slutt.
Vi får en gjennomgang i skjæring av glass, underkitt, stifting og kitting av glass.
Vinduene er kittet ferdig og fraktet bort for mellomlagring. Vi veit ikke om vinduene skal males eller ikke. Vinduene er ikke hengslet pr nå da vi ikke veit om de skal være hengslet eller hvilket antall som eventuelt skal hengsles. Vi hadde heller ikke hengsler.
Det mangler en karm da vi mente emnene som var igjen rett og slett ble for dårlige og for vridde til å kunne brukes.
Vi har hatt 10 lærerike uker på lærings arene innlandet takket være dyktige veiledere som Jarle Hugstmyr og Hans Andreas lien. Vi har igjen en samling nå der vi skal gjøre eventuelle siste justeringer før det hele avsluttes med en eksamen.
På læringsarena Stiklestad hadde vi besøk av Jarle Hugstmyr, han var instruktør for oss den første uka av praksisperioden vår. Oppdraget hans var å veilede oss i prosessen med lage glass høvel for en produksjon av 20 vindusrammer til Husmannsplassen Rye som står på Stiklestad museum. Vi hadde som forbilde ett typisk vindu vi ofte finner i trønderske hus fra 1800 tallet. Vi ønsket å fordype oss i en produksjonsmetode hvor man høvler sprossen fra siden, slik at kittfals og profilering skjer samtidig. Samme høvel brukes for å høvle kittfals og profilering i ram tre.
Dimensjonene på vårt forbilde er:
Bredde ramtre 45 mm
Tykkelse ramtre 32 mm og sprosse 30 mm
Tapp og sliss 8 mm
Høvelstokk
Vi hadde høvel tenner levert av Lien smie, de var bestilt som filbar noe som betyr at herding og anløping er utført slik at ei vanlig fil biter i stålet. Dette er veldig gunstig med tanke på at vi skal forme stålet ganske mye.
Jeg startet med å måle bredden på høveltanna og la til 16 mm, da fikk jeg en bredde på 50 mm som da ble bredden på høvelstokken. Inspirert av en gammel høvel Jarle hadde med valgte jeg at høyden på høvelstokken skulle være 68 mm. Jeg kappet 2 fine emner av bjørk på lengde 33 cm og dimensjonerte disse til dimensjon 50 mm bredde og 68 mm høyde. Jeg valgte ut det beste emnet og merket meg den siden emnet var best og høvle på, jeg merket oversiden av høvelstokken slik at retning og sålen er bestemt. Det beste emnet skulle bli til glass høvelen min. Det andre emnet skulle bli til det som kalles mor høvel.
Mor høvelen har en omvendt profil som man kan bruke til å høvle ut sålen på glass høvelen.
Jeg starter med å ta ut spon rommet i emnet som skal bli mor høvel. Senga er 45 grader, kjakene er 8mm og grades ned til 4 mm i bunn , kilegangen 35 grader.
Sålen på mora
Nå må det tas noen valg i forhold til de vinduene vi skal lage, først må vi bestemme størrelsen på kittfalsen. Det er ønskelig at kittet ligger 45 grader mot glasset og siden vi skal bruke 3 mm glass valgte vi en høyde i kittfalsen på 11 mm. Vi valgte ut fra vinduet vi har som forbilde, en bredde på 7 mm i kittfalsen. Totalt skal sprossa ha en høyde på 30 mm, og siden vi har brukt 11 mm på kittfals er det 19 mm igen til platte og profilering. Ut fra vårt forbilde valgte vi at platten skulle måle 10 mm. Det er verdt å merke seg at bredden på platten bør være litt bredere enn tapp/sliss i ramtre, hadde vi for eksempel valgt en platte på bredde 8 mm, ville det blitt sårbart for hull i gjæringen mellom sprosse og ramtre. Med platte på 10 mm fikk vi 9 mm til profilering. Profilene i forbildet vårt er en Staff og en liten hulkil.
Her er ser vi målene på sprossa som ligger i glass høvelen, det er disse målene man må ha klart forhold til før man kan lage sålen på mor høvelen. Man må må ta høyde for at tanna i mor høvelen vil stikke litt ut fra sålen og påvirke målene når den skal høvle sålen i glass høvelen, man kan godt runde ned en mm i målene for sålen i mor høvelen.
For at man skal være sikker på at målene stemmer og for at man kan planlegge hvordan man vil høvle ut sålen på mor høvelen, er det lurt og tegne den i ett litt stort format, det letter prosessen mye.
Jeg bruker en fals høvel for å sette av de eksakte breddene og dybdene på de flate kantene, jeg bruker en liten Sems for å ta meg ned mot det som skal bli profiler. Arbeidet med profilene er enklest om man benytter en kloss for å legge an profil høvlene mot, denne enkle og effektive teknikken demonstrerte Jarle for meg etter at jeg hadde knotet litt på fri hånd.
Ett land ble skrudd til mora, høvel tanna ble formet på smergel, filt og brynet slik at vi kunne høvle sålen på glass høvelen.
Glass høvelen
Det beste emnet merket jeg opp for uttak av seng, kjaker, spon åpning og spon rom. Det er verdt å merke seg at sålen skal stikke 17 mm ned i emnet, man må ta hensyn til dette når man bestemmer spon rommet. Jeg tok høyde for at senga blir litt romslig slik at tanna kan justeres noe sideveis. Når spon rommet er tatt ut høvler jeg på sålen med mor høvelen. Man må høvle så langt ned at man kan få ett land. Mitt land satte jeg på venstre side av høvelen, landet stikker ned ca 5 mm. Glass høvelen har en dybde-stopp i midten av sålen, det er platten i sprossa som utgjør dybde-stoppen. Dette er vist lengre ned i teksten under bilde av tanna.
Kilen
Jeg finner meg ett emne av bjørk som er noe lengre enn den lengden kilen skal få, dette er for at det skal gå an å spenne fast emnet i høvelbenken med en hold-fast. Jeg retter emnet og får rette vinkler. Jeg risser opp ca 10 grader på emnet, sager etter risset, legger emnet oppå ei litt tykk fjøl (1 tomme) slik at enden på emnet mitt stikker litt ut fra enden på fjøla, da kan jeg enkelt høvle siste biten ned til risset med en stuss høvel. Nå kapper jeg lengden på kilen med litt overmål med tanke på tilpasning mot kjakene.
Kilen skal stramme jevnt på tanna og stramme jevnt på begge kjakene, når kilen er helt jevnt tilpasset er det nesten så den fester seg bare med å klemme den inn med fingrene. Når man setter inn tanna og strammer kilen og holder høvelen opp mot lyset skal det ikke være mulig å se lys mellom senga og tanna, dette er en god målestokk for å se om senga er plan i forhold til tanna. For å sjekke planet i senga kan man sverte baksiden av tanna med en blyant, og gni tanna frem og tilbake mens man presser den mot senga, dette vil gi sverting i senga og indikere om tanna ligger jevnt.
Kilen kan med fordel være en anelse for bred i forhold til veggene i spon rommet slik at den tetter godt mot sidene og ikke tillater spon å kile seg fast. Er det en liten glippe kan man være sikker på at det kiler seg spon. Det er veldig viktig at man er nøyaktig med tilpasningen av kile, kilen er utrolig viktig med tanke på høvelens funksjon. Ligger ikke tanna med jevnt trykk mot senga kan man få vibrasjoner under høvling. En dårlig tilpasset kile kan gi kiling/pakking av spon, noe som vil være til stor irritasjon under høvling.
Armene på kilen skal stramme mot sidene i spon rommet, armene skal følge formen på kjakene. På denne kilen er arma på høyre side justert litt på lengden, dette for at jeg hadde noe utfordring med pakking av spon under høvling av profilen i sprossa. Små justeringer er det som kan velte lasset i forhold til en god og en mindre god høvel. Ofte kan utfordringer skyldes kilen.
Tanna
Jeg sverter fremsiden av tanna med en tusj, setter den i høvelen og merker i tanna etter sålen med risse nål. Dette etter tips fra Jarle, og det viste seg å fungerte godt for meg. Risset blir tynnere enn å sette strek med tusj/penn og det forsvinner ikke når man avkjøler tanna i vann under smerglingen.
Jeg setter tanna 90 grader ut fra smergelen og tar meg ned til nærheten av risset, på dette viset slipper man å ta hensyn til tynne små kanter, som lett kan bli blå og miste noe av herdingen, denne metoden gjør at man får fjernet stål litt raskere. Når jeg har nådd i nærheten av risset setter jeg tanna ca 35 grader på smergelen og sliper sånn at eggen får en frivinkel på 10 grader i forhold til at senga er 45 grader. Jarle viste oss at dette godt kan gjøres enklest på frihånd.
For å file tanna til den formen man vil ha, er det viktig å kile den fast i høvelen slik at man får så nøye referanse som mulig. Siden man må ut og inn med tanna flere ganger er det fristende å holde den fast med tommelen mens man sikter, men dette gir ikke god nok nøyaktighet etter min erfaring.
Etter smergelen jobber jeg med forskjellige filer for å komme så nærme sålen i form som mulig, det er viktig at alle kanter og profiler får en fri-vinkel slik at tanna tar godt i hele profilen. Tilslutt jobber jeg med forskjellige bryner. Fremsiden av tanna planes og brynes. Midten av tanna er tatt ned til under nivået på sålen, dette for at platten, som er i midten av sprossa er dybde stoppen på glass høvelen.
Forming av tanna kan være en møysommelig prosess, men det er viktig å ta seg tid til alle detaljene. Det er tanna som til slutt bestemmer hvordan sprossa og ram treet blir tilslutt. Jeg bruker forskjellige filer i forminga, de filene jeg bruker mest er en liten trekantet fil og ei rund motorsag fil.
Tilbehør
Sprossen høvles først på en side, da ligger den godt på den flate siden under høvling, så må man snu sprossa for å høvle den andre siden, da er det vanskelig å få den til å ligge stødig på høvelbenken.
Jeg har tidligere lagd en kasse for å dimensjonere emner til vindus produksjon, på baksiden av denne kassen lagde jeg ett spor med hjelp av mor høvelen, dette sporet følger formen til sprossa slik at den kan ligge stødig under høvling.
Sprossa ligger stødig under høvling. Midten av høvelen, nærmere bestemt platten i sprossa utgjør dybdestoppen i høvelen.Jeg lagde også ett spor jeg kunne legge ramtreet i under høvling.Ramtre og sprosse sammenføyd.
Oppsummering
Glass høvelen var komplisert, men utrolig interesant å lage. Høvelen inngår i ett system vi har forsøkt å gjenskape fra tradisjoner forbundet med vindus produksjon fra 1800 tallet, diverse merke verktøy og jigger er en viktig del av systemet. Jeg og Ludvik Kringen Bye hadde gleden av å lage til sammen 20 vindusrammer med hver vår glass høvel, etter noe småjusteringer på tann og kile så gikk høvlene våre veldig godt. Det viser seg at det er de små detaljene som avgjør om en høvel går godt.
I følge vår instruktør Jarle Hugstmyr så er det viktig at «øynene får sitt». I dette legger han at utsmykning av høvelen er også viktig, noe som også viser seg å ha vært viktig for håndverkerne før oss. Jeg valgte å kopiere utsmykningen på den gamle høvelen Jarle hadde med
Mang en gang har jeg etter en fuktig og lystig kveld i Lysebotn`s mørke bakgater vandret ustø hjemover og stirret utover på en blikk stille fjord og følt et ondt blikk stirre tilbake på meg fra der ute i mørket en plass. Noe mystisk og stort som holder til i dypet av Lysefjorden. Jeg har kun sett konturene av skapningen og i forbindelse med at vi skal skrive blogginnlegg angående hva vi har lært på årets læringsarena tenkte jeg at dette måtte være en ypperlig anledning til å forme konturene av det jeg har sett der ute i mørket til en funksjonell høvelkrane.
Det har seg nemlig sånn at på læringsarena Vestlandet får vi prøve oss med mye forskjellige ting. Årets læringsarena var intet unntak fra regelen og en av samlings ukene hadde vi besøk av en profesjonell treskjærer som underviser til daglig i treskjærerkunsten på Hjerleid handverksskole.
Vi startet uken med en gjennomgang i det grunnleggende innenfor treskjæring, nemlig utførelsen av en veldig enkel karveskurd. Etter vi hadde prøvd oss litt med dette og fått litt generell innsikt, følelse og informasjon om hvordan treskjæring fungerer mente vår fagleder for LA Vestlandet Trond Oalann at vi burde prøve oss på utformingen av en høvelkrane. Siden vår fagleder er vanskelig å overtale når han først har satt seg en ide, ble det resten av uken fokusert på tilvirkingen av en Hardanger krane.
Siden jeg er av det smarteste slaget (NTNU student tross alt), tok jeg jo selvfølgelig ikke bilder av denne prosessen når vi holdt på med dette på læringsarena og måtte dermed gjenskape prosessen etter hjemkomst. Dog med en liten vri… istedenfor Hardanger krane har jeg valgt å forme konturene av den mystiske skapningen som jeg nevnte innledningsvis.
Kort om høvel krane.
Så hva er egentlig en høvelkrane? For dem som måtte lure er en krane rett og slett bare et annet navn på håndtak som er plassert lengst framme på en høvel for å plassere hånden på og hjelpe til å styre høvelen når man skyver den framover. En krane kan ha utallige utforminger og utsmykninger. Alt etter hvor i landet den stammer fra og snekkeren som har utsmykket den. Her finner vi alt fra det helt enkle til rene kunstverk på høyde med hvilket som helst Munch maleri. Det er kun fantasien og evnene eller lysten til snekkeren som setter grenser på utformingen og det dekorative med kraner. Til syvende og sist er det viktigste aspektet med kranen at den er god å holde i og solid nok til å kunne skyve/styre høvelen fram uten å knekke.
En høvel med en krane i sin enkleste form.
Problemstillinger
I forbindelse med lagingen av høvel krane på læringsarena ble følgende problemstillinger da aktuell når det gjaldt tilvirkningen av høvel krane.
Hva er den grunnleggende prosessen for å forme et rektangulært emne til en funksjonell krane som har en relativ enkel treskjærerdekor på seg og hva er de viktigste verktøyene når dette skal utføres på tradisjonelt vis.? Og hvordan er tre forbindelsen som sikrer/fester kranen til høvelen utformet? Disse problemstillingene danner grunnlaget for denne blogg posten og blir forsøkt besvart på grunnlag av det jeg lærte i den aktuelle uken på læringsarena Vestlandet.
Del 1 valg av emne og tilvirkning av tre forbindelsene.
Når det gjelder valg av emne er det en fordel at emnet består av et treslag som ikke fliser seg for mye opp når det blir bearbeidet med treskjærer jern. Furu er for eksempel ikke det beste til treskjæring, vertfall ikke for en amatør som meg. Bjørk derimot er en bedre kandidat og siden den aktuelle høvelen som skal ha denne kranen består av bjørk faller det da naturlig at også kranen blir laget av samme tresort. Det er også en stor fordel at emnet er noenlunde kvistfritt og rettfibret. Kantskåret virke er å foretrekke. Når valget av emne er tatt dimensjoneres det ned på tradisjonelt vis til en rektangulær kloss og formingen til krane kan da begynne.
Det sages ned så langt man kommer, før stemmjernet tas i bruk langs rissestrekene. Graden har vinkel etter forholdet 1:6.
Det er en ide å lage tre forbindelsene som skalfeste kranen til høvelen før man lager kranens fasong, og vi kommer da til en av de nevnte problemstillingene. Hvilke tre forbindelser er gjeldene her? Etter å ha sett over en del høvler med krane fra området i Hardanger og omegn som Trond Oalann kom dumpende med, virker det som tradisjonen består av en grad/rekspon forbindelse der selve graden som er på kranen går ned i et gradspor i høvelstokken. Det var også noen høvler som i tillegg til graden hadde en grunntapp/styringstapp i enden på kranen. Dette var også framgangsmåten som vi valgte å utføre på våre kraner.
Dermed får kranen altså i tillegg til grad også en grunntapp/styringstapp i endeveden..
Graden merkes opp før tappen. Dette utføres med å bruke forholdet 1:6 for vinkelen og det brukes rissenål for mest mulig presisjon. Denne merkingen blir satt i endeveden. Graden blir også forskjøvet 5 mm inn fra ytterkant så gradsporet skjules under en avsats. Total høyden på graden inkludert tappehøyden settes av og riss avsettes med ripmoten. Det sages langs risset så langt som det er mulig og det resterende blir fjernet med et kvest stemmjern. Når selve graden er tilvirket plasseres kranen oppå høvelen og man kan da merke av med rissenål omrisset til gradsporet. Gradsporet lages så og man tester at graden passer perfekt i denne. Her er det presisjon som gjelder for litt unøyaktigheter her fører til at kranen blir slarkete. (Dyrekjøpt egenerfaring) Det skal være en perfekt passform for å unngå dette. Passformen skal være så trang at man må banke den forsiktig ned, men ikke så trang at man sprenger veden i høvelstokken.
Neste skritt er nå å lage selve grunntappen/styringstappen. Tappen merkes og tilvirkes stort sett på samme vis som graden.. Når tappen er ferdig, setter man kranen på tilbake på plass og risser rundt tappen. Tapphullet kan så lages.. Tre forbindelsene er nå ferdig å selve grovformingen av fasongen til kranen kan ta til. Viktigste verktøy til denne prosessen har vært finntannet bakksag, rissenål, ripmot og stemjern.
Her er tre forbindelsene ferdig. Graden og tappen er forskjøvet 5 mm fra ytterkanten for å skjule hullet til gradsporet. For ordens skyld så er rissemerkene synlige på tappen her feilmerking etter nok en fuktig aften i mørke bakgater.. .
Del 2 Forming av selve kranen.
Kranens utforming tegnes på og denne skjæres så til med en løvsag som følger kurvene lett. Når kranens utforming er saget ut, sages så en konisk form sett fra framsiden av kranen.
Etter konturen og koningen er saget ut brukes en støthøvel for å slett høvle de koniske sidene helt plane og fjerne alle spor etter sagingen. I kurvene brukes en sponhøvel for samme formål.
En løvsag brukes til å sage ut konturene av kranen og koningen. Etter saging slett høvles den koniske formen med støthøvel før sponhøvelen brukes til å slette konturen.
Nå skal kranen avrundes for å ha et behagelig grep og avrundingen formes enkelt med å merke opp linjer på alle 4 sider midt i emnet. Linjene følger kurvene til kranen. Det benyttes så treskjærer jern med hulkil profil og kurvene grov formes med å fjerne veden på tvers av fiberretningen. Hele tiden holder jeg meg innenfor midt strekene og ved hjelp av øyemål formes kranens fra 4 kvadratiske sider til en mer avrundet form. Bruken av hulkil jernet på tvers av veden er raskt og effektiv til grov forming.
Hulkil jern som brukes på tvers av veden er effektiv til og grov forme kranens avrundet form. Avrundingen formes på øyemål.
Etter grovformingen sitter vi igjen med noe som minner mer om en håndgranat enn en krane. Sikkert fin til å kaste etter naboen, men ubrukelig til å fungere som krane på en høvel. Kranen må fin formes til mer smekre former. Det brukes fil og kantene files ned til man får en mer jevn avrundet overgang. Når man er fornøyd med filingen brukes en glassbit som sikling for å jevne formen ytterlige ut og fjerne di fleste spor etter filingen. Vi får da en form som er behagelig å holde rundt. Man må selv avgjør når nok er nok og når man føler at kranen har en form som gjør den behagelig å holde rundt. Viktigste verktøy er løvsag, støthøvel, sponhøvel, treskjærer jern med hulkilprofil, fil og en glassbit eller eventuelt sikling.
En fil jevner ut formen, helt til slutt brukes en glassbit som sikling
Del 3 Svært enkel treskjæringsdekor og Ferdigstilling
Undertegnede er langt ifra noe ekspert i treskjæring, før samlings uken på læringsarena hadde jeg aldri prøvd noe innenfor treskjæring, så det sier seg selv at mine kunnskaper og evner innenfor dette er svært begrenset. Jeg har likevel helhjertet prøvd å påføre kranen noe enkel dekor i form av noe rutenett og formet 2 små kuler som utgjør den mystiske skapningens øyne.
Først tegnes rutenettet opp. I dette tilfellet skal den mystiske skapningen få dekor på magen og i nakken. Å kunne tegne rette linjer på frihånd er viktig for at dette skal bli bra. Siden min hånd er av det ustø laget (uvisst om dette skyldes besøk i mørke bakgater eller ikke?) ble disse linjene langt fra bra og resultatet ble også der etter. Det brukes et treskjærings jern som kalles for geisfuss. Dette jernet har en V formet egg som etterlater en V formet grop og er perfekt til å lage rutemønster med. Disse jernene kommer i mange forskjellige størrelser. Jeg brukte et med 3 mm bredde. Jernet føres langs oppmerkingen med stødig hånd og dybden man stikker avgjør hvor dominerende det ferdige resultatet blir.
Et forsøk på å lage enkel dekor på magen og i nakken til den mystiske skapningen.. resultatet ble så som så. Som alt annet må det mer øvelse til for å mestre dette..
Nå står øynene(kulene) for tur og plasseringen merkes med stikk passer og radiusen avsettes også med denne. Etter oppmerkingen stikkes det rundt risset med et hullkilljern som har tilnærmet samme radius. Det brukes så et flatere jern for å skjære seg inn mot kulen og lage fordypningen rundt. Når ønsket dybde er nådd formes kulen rund på samme vis som kranen. Grovforming på øyemål med hullkilljern før filing osv. Dette gjelder også for kjeven til skapningen. Viktigste verktøy er stikkpasser, geisfuss jern, hullkilljern med forskjellig radius, fil og sikling.
Øynenes plassering og radius settes med stikkpasser. Hulkil jern med tilnærmet samme radius brukes så for å stikke rundt oppmerkingen, før et flatere jern brukes til å lage fordypningen rundt Kulene som utgjør øynene til den mystiske skapningen og kjeven er nå ferdig formet. Skapningen nærmer seg fullført. Skapningen får så et strøk med treolje, før sivstrå brukes til å pusse ned fiberreisningen.
Som student ved Tradisjonelt Bygghåndverk ved NTNU ramler man hele tiden inn i forskjellige gamle håndverksteknikker. Noen ganger prøver man seg på tilsynelatende ukompliserte ting, som ender opp som en lang spørsmålsrekke med antakelser og erfaringer. Andre ganger blir det som virket så komplisert, forbausende enkelt når man ikke prater så mye om det, men heller bare gjør det.
Noen av oppgavene vi har hatt denne vinteren henger sammen. I høst lagde jeg min egen skottbenk, og rundt juletider var tiden kommet der vi skulle høvle 70 m2 gulvbord til råbygget som vi satt opp i fjor på Lærearena Stiklestad. Utpå vinteren lagde jeg mitt første sett med gulvploger, deretter fikk jeg prøvd ut disse og sammenlignet med lignende høvler.
Gulvploger fra emne til ferdige høvler.
Noen ord og begreper
I denne sammenhengen regner jeg et gulvbord for å ha høvlet overflate, mens undersiden kun er som den ble i saga, med sagskuren i behold. På gulvet til Stiklestad la vi rettsida av gulvbordet opp, og høvlet dette slett. Rettsida er den sida av bordet som vender inn mot margen (midten) av treet. Dette har vært ganske vanlig, da får du stående årringer (kantved) opp i bordet, som gir god slitestyrke. Og å pløye bordene er altså å høvle not og fjær på kanten av bordet, med to høvler som lager henholdsvis not og fjær, kalt golvploger eller golvhøvler. Begrepet skyte/ skjøite/ skøyte har vært brukt om dette fra gammelt av. For meg virker det som dette både kan brukes om å Skyte kantene beine, eller å skjøite sammen gulvbordene til en flate.
Gulvet på Stiklestad
Min yre gutteglede over å endelig skulle teste den nye skottbenken fikk en knekk når det viste seg at den var for kort. Langbord på 3,8 meter var ikke noe å skryte av i denne sammenhengen, siden gulvbordene var over fire meter lange. Men på Stiklestad har de fullt av lange skottbenker, og med et bord oppå ble min benk i stedet degradert til underlag for sletthøvlingen. Jaja.
Den nye skottbenken.
I skyggen av to store pakker med 2 tom 6 og 2 tom 8, begynte vi med å slette rettsida, og allerede her kom den første diskusjonen som avslørte flere trosretninger i arbeidslaget. Hvor slett trenger det å være? Må vi høvle vekk vridninga i bordene? Skal vi høvle av kuven i rettsida med litt diagonalt høvling først? Noe av bakgrunnen for diskusjonen var jo mengden med plank som skulle høvles, og at det oppå dette gulvet skal plasseres tunge vegarbeidsmaskiner med store jernhjul. Å stå der og finhøvle gulvet virket derfor ganske meningsløst, mens det å bli ferdig med jobben virket veldig meningsfylt der og da.
Vi endte derfor med å kun bruke skrubbhøvelen på rettsida, uten å gå over med finere høvel etterpå. Likevel prøvde jeg å høvle ned vridningen i bordene, og å høvle så slett flate som mulig med skrubben. Rettsida blir jo anleggsflate for gulvplogene etterpå, og jo beinere det er, jo lettere blir det å høvle not og fjær, uten at gulvplogene kniper seg fast. Bein not og fjær gjør det også lettere å slå sammen bordene når gulvet legges.
Et sletthøvla bord.
Det virket også lurt å høvle ned vridningen i bordene. På tynnere bord har jeg vel senere skjønt at dette ikke er like viktig, da disse er lettere å vri ned på gulvbjelkene.
I ettertid kan man spørre seg om det egentlig er historisk korrekt å høvle til et 2« gulv som skal brukes så grovt, med not og fjær. Kanskje kunne bord eller halvkløyvinger lagt kant i kant fungert like fint, slik vi stort sett finner i eldre fjøs og uthus. Men det å skjøte i hop gulvflaten med not og fjær gjør nok likevel gulvet langt sterkere enn det ellers ville vært.
Når du står flere uker og høvler, ender du opp i flytsonen, der øyne, hender og hode etter hvert merker hvis det ikke er beint. Det holdt egentlig å stryke handa over bordet, sikte litt, og innimellom legge høvelen på tvers av bordet for å få det beint. Hvor mye du høvler og hvordan kreftene brukes går etter hvert av seg selv, mens man går der og filosoferer.
Pløying av gulvbordene
Til dette arbeidet brukte vi gulvploger laget av Peter Brennvik, med gode stål fra Jon Dahlmo. Disse lagde ½« fjær, noe som kan fungere på bord ned til ca 1 ½« tykkelse. Er gulvbordene tynnere enn dette, bør du ha gulvploger som lager 3/8« fjær. Det er viktig at skottbenken har beine langbord, at den står stødig og at langbordene, selv om de er parallelle, også ligger i samme høyde, slik at ikke høvelen går for dypt på ene siden. Disse høvlene har settskruer, som gjør at «pakken» med tre stål kan flyttes meget presist sideveis. Det er lurt å høvle noen prøvebiter i starten, så man er sikker på at not og fjær havner like langt fra rettsida av bordet, at det ikke blir omkant på gulvet.
Pløying av not og fjær, et par effektive måter å hode høvelen på.
Når stålene tas ut for å slipes, løsner man bare settskruen på samme side hver gang, og slår løs kilen. Med litt håndlag drar du til denne skruen like hardt igjen etter sliping, og stålene havner på samme plass sideveis. Når du skal høvle en del bord, er det lurt å slipe relativt ofte, halvsløve høvler er hardt for kropp og psyke, og du blir sur. På nothøvelen kan selve notstålet stilles slik at det tar mest, mens de to stålene på sidene tar litt mindre. Man kan stille slik at høvlene til sammen tar litt mer på undersiden av bordet enn på rettsida (synlig side), da er det lettere å drive de godt sammen. Men det er ikke vits i å overdrive dette, litt mindre enn en millimeter klaring er nok.
Siden dette var gulvbord som hadde jevn bredde, kunne vi høvle hvert bord med en notside og en fjærside. På toppskjært material er det vanlig å høvle hvert bord med not eller fjær på begge sider av samme bord, da kan de endesnues slik det passer best. Og joda, etter å ha pløyd og lagt endel 6toms bord, som så ut som fyrstikker ved siden av hverandre i det store rommet, skjønner man at handverkerne før oss må ha satt pris på brede gulvbord rett fra oppgangssaga. Jo færre bord, jo mindre pløying, og arbeid spart.
Toppskårne gulvbord fra et bygg ved Jonsvatnet, Trondheim. Kun høvlet på oversida, og not eller fjær på begge sider av hvert bord.
Alt i alt vil jeg nok slite med å utkonkurrere Moelven og Forestia når det gjelder å levere store mengder med prisgunstig gulv. Men til restaureringsarbeider, der det ofte handler om å reparere større gulv med å skifte ut enkelte bord, eller å lage nye gulv til mindre rom, er dette måten å gjøre det på.
NTNU Tradisjonelt Bygghåndverk har som tema for året «snekring» og da var det nærliggende å lage en eller annen oppbevaring for verktøyet. En av oppgavene i årets læringsarena på Vestlandet var å lage et verktøyskap/ kiste. For meg som jobber hovedsakelig på verkstedet, falt valget straks på et verktøyskap hvor alt verktøyet mitt skal finne plass. Konstruksjonen skulle inneholde tradisjonelle forbindelser, og da var det ganske fort klar at sinking var en stor del av oppgaven.
Verktøyskapet ferdig med innredning
vanlig sinking for korpuset
halvdekt sinking, veldig vanlig på skuffene
I prosjektet brukte jeg både vanlig sinking, men også halvdekt sinking. Når det kommer til oppmerking av disse har det blitt skrevet mye om mangt. Ved nærmere betraktning av sinking av gammelt snekkerarbeid finner en av de rareste sinkene. Både når det gjelder antall og utformingen avviker disse langt fra lærebøkene.
En av de eldre lærebøkene jeg fant er «Sløidlære for skole og hjem» Kjennerud, H.K. Løvdal, Karl, 1911, hvor det blir skrevet om sinking.
Jeg vil ikke gå så veldig langt inn på oppmerking og utarbeiding av sinken etter læreboken. Den som ønsker mer informasjon kan finne en punkt for punkt- gjennomgang av sinking etter Kjennerud- Løvdal sin bok her: https://oalannblog.co/2016/01/23/vanlig-sinking-etter-kjennerud-lovdal/
Men det er noen pussige kommentarer i denne læreboken som fanger oppmerksomheten min.
«Sløidlære for skole og hjem» Kjennerud, H.K. Løvdal, Karl, 1911, S.46
Forfatteren sier at du gjerne kan prøve å få det til, men du trenger ikke å være forundret hvis du finner ut at det er håpløst å prøve. Hvorfor skriver han det? Skal han ikke lære bort hvordan det skal gjøres? Skal han ikke oppmuntre til å prøve å lære det?
Alle som har prøvd å sinke vet at det er en av de vanskeligste øvelsene/ forbindelsene i snekkerfaget. Skal du lage noe som skal bli pent trengs det nok en del øvelse for å få alle sinkene feilfrie og ikke minst at de passer etterpå. Allikevel er det en av de mest brukte forbindelsene vi ser i det tradisjonelle snekkerfaget.
«Sløidlære for skole og hjem» Kjennerud, H.K. Løvdal, Karl, 1911, S.46
Her kommer kommentaren som bekrefter det en ofte finner når en ser sinking i det gamle snekkerfaget. Når en ser litt nærmere på vindus- og dørkarmer, enkle kasser og redskapsoppbevaring, og i det hele tatt der det ikke synes, finner en ganske grove og stusselige sinker. Ofte er vinkelen skjært på frihånd, og vangene i samme tappen har forskjellige vinkler. Siden tappene uansett blir overført gjennom rissing av tappstykke mot tappholstykket, spiller det ingen rolle hvordan det ser ut. Vinklene blir overført på motstykke og skjært passende til tappen. Så hvorfor bruke all den tiden til oppmerkingen hvis en uansett bare kopierer vinklene på motstykke? Her er det mye tid å spare for den som er litt dreven med dette. Det meste av oppmerking faller da bort, og det er den mest tidskrevende delen av hele jobben.
Allikevel er sinking en del av snekkerens ære og lidenskap til yrket. De som har jobbet på verkstedet og med faste formål, har gjerne laget mal til de enkelte oppgavene de hadde.
Under et besøk i kisteverkstedene på Mjøsvågen, Osterøy, fant jeg en del maler til dør og vindusproduksjon. Her viser det seg at standardmål for dør og vinduskarmer allerede eksisterte. Disse lot seg tilpasse ved behov men som regel var tømmertykkelsen på 3« målgivende.
Maler til dør- og vindusproduksjon
Vinkelen på de fleste sinkemalene lå omkring 9-11 grader. Dette kjenner en igjen fra kilevinkelen på høvelen, eller kilevinkelen generelt som er kjent med best holde/ kileevne. Jeg fant dessverre ingen maler til kisteproduksjon. Når en ser litt nærmere på kistene ser en at det er forholdsvis få sinker, og at tappene er ganske små. Dette er et fenomen en finner ganske ofte. Det er så vidt en får et sagbladtykkelse inn i de smaleste partiene. Jeg er litt usikker hvorfor det var sånn. En kan tenke seg at de helst ikke skulle synes selv om de oppfylte sin oppgave. Nemlig å kile sidene til hverandre. Eller hadde det noe med produksjonen å gjøre? Var det mindre muligheter for feil? Gikk det fortere å lage?
tappene i kistene er veldig liten
Når en ser på kisten kan det tenkes at større tapper kunne skjemme utseende mer. Tappene vises. Så jo mindre desto bedre for helhetsuttrykket.
Som jeg ser det, ble sinkene tilpasset formålet. Smale der de ikke skal synes, grove sinker i konstruksjonsdeler (dørkarmer hadde gjerne bare en stor) og pene likestore der det gjerne skulle synes som pynt.
I senere tid har sinkingen forsvunnet fra produksjonen på snekkeriet. Først ble sinkene forenklet for lettere fremstilling (fingersink) og ble senere erstattet med sentrumstapp og Lamello. På grunn av den tidskrevende utarbeidelsen blir den «ordentlige» sinken kun brukt som pynt i dagens møbelproduksjon. Men holdbarheten er nok mye høyere i den tradisjonelle forbindelsen. Uansett utseende, skeiv eller beint.
Ved læringsarenaen i Buskereud har vi (Adrian M. Steger og Trine Guribye) de to siste årene jobbet med å rekonstruere et Sandsvær hus. Mer bestemt Jutehaugen som er en husmannsplass rett utenfor Kongsberg.
I sammenheng med dette arbeidet har vi blant annet kopiert himlingsbjelkene fra husmannsplassen.
Vårt fokus gjennom disse to årene har vært den immaterielle kulturarven. Mange av våre valg i forhold til fremgangsmåte har vært grunnet i at vi som håndverkere har hatt lyst til å oppnå en erfaringsbasert forståelse, gjennom mengdetrening med håndverktøy. Det har vi fått en sjelden mulighet til på læringsarenaen i Buskerud. De to første årene ble brukt på øks. Så stod himlingsbjelkene for tur, og med disse startet vi på arbeide med å venne oss til ulike profilhøvler.
Jarle Hugstmyr var veileder på dette spesifikke arbeidet. Han lånte oss også høvlene som trengtes.
Uansett, la oss kjøre rett på arbeidsprosess.
Så, hva trenges for å lage profilerte himlingsbjelker?
Håndverkere og en gjeng med høvler. Materialer og selvfølgelig øks.
Verkstedet på læringsarena med material, øks, høvler og håndverkere
Tegning
Og en tegning (helst), med overførte profiler fra original bjelke. En konkret målsetning å jobbe mot, og noe å planlegge arbeidsprosess utfra.
Arbeidsprosess og rekkefølge
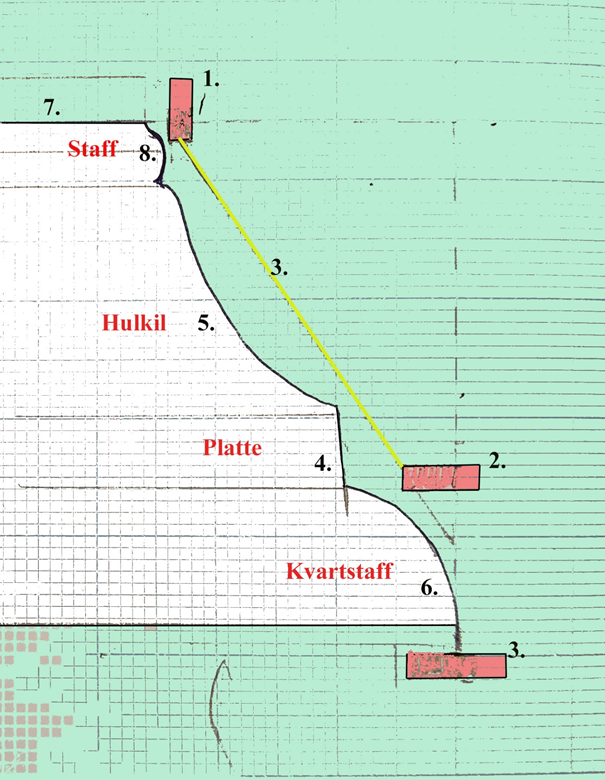
Her er rekkefølgen på de ulike arbeidsoppgavene. Røde firkanter indikerer hvor vi går ned med splitthøvel og den den gule streken viser materiale vi fjerner med øks. Ellers vise tallene rekkefølgen på profilhøvlingen
1,2,3 Splitthøvel
Splitthøvelen brukes her som et slags strekmål og et ca. dybdemål. Jeg skal fjerne en del materiale med øks og da er det til stor hjelp å ha tydelige begrensninger på hva som kan fjernes. Sporet hjelper til en viss grad og mot utrivninger
Øksing (3. gul strek).
For å unngå utrivning hogger jeg først ut noen v-spor (litt som lomping ved teljing av stokk)
Da kan jeg effektivt og ganske trygt økse av større biter.
Her fant jeg ut at det var en fordel å økse en så fin og rett flate som mulig da det gjorde resterende jobb med høvel lettere.
4 Semshøvel
Etter å økset vekk materiale, høvlet jeg ned platta mellom hulkilprofilen og perleprofilen/kvartstaff. I ettertid ville jeg kanskje ha høvlet enda et spor med splitthøvelen slik at jeg hadde hatt bredden på platten. Det gikk fint, jeg hadde jo målet for hvor kvartstaffen skulle starte så det var bare å måle ut fra det, men når en jobber med så store emner tror jeg det ville vært mer effektivt å høvle ned alle mål med splitthøvel først, så hadde en ikke trengt å tenke noe mer på det.
5 Hulkilhøvel
Hulkilhøvel. Først konsentrerte jeg meg om å opparbeide et relativt rett spor i lengderetningen slik at hulkil-høvelen har noe å ligge i og følge. Deretter var det egentlig bare å høvle på og forholde seg til strekmålet jeg hadde høvlet med splitthøvelen og platte-dybden. Det å høvle med hulkil på så store overflater var en god opplevelse da den er veldig effektiv og «snill» også når en møter på kvist. Det blir relativt lite utrivning.
6 Kvartstaff
Her opplevde jeg at en måtte konsentrere seg litt mer under høvlingen for å få et fint resultat. Viktig å holde høvelen inntil platten.
8 Den minste staffen
Den siste lille profilen er kjekt å vente med til alt annet er ferdig, da den lett kan få trykkmerker. Høvlet altså begge sider av bjelken samt pusshøvlet «toppflaten» før jeg startet på den minste staffen.
På sin plass
Bjelkene ble felt ned en regntung høstkveld. Tømmeret var såpeglatt og mins to ganger mista vi grepet og bjelkene braste ned i huset. Så da var det bare å hente dem opp igjen og (med flimmer-hjerte) sjekke om profilene hadde tatt skade. Gikk bra hver gang 🙂 En blir glad i slike himlingsbjelker som en har jobbet med og lagt sjela i .
Under høstsemesteret 2020 fikk vi NTNU-studentene i tradisjonell bygghåndverk som oppgave å dokumentere en høvelbenk eller skottbenk. Denne dokumentasjonen skal danne grunnlag både for en refleksjon rundt den dokumenterte høvelbenken og være ett utgangspunkt for design av en egen arbeidsbenk.
Jeg valgte en benk som står på møbelverkstedet på Storeteigen bygdemuseum i Øystese. Storeteigen er eid av Kvam Kommune og blir forvaltet av Hardanger og Voss Museum. Jeg har lett tilgang til verkstedet og gjennom denne oppgaven ønsker jeg også å rette litt mer fokus på møbelsnekkerhistorie i Kvam.
I en artikkel skrevet av Randi Storas i 1984 kan vi lese at «Verkstaden vart sett opp av Samson Johannesson Øvrevik (1877-1926), son til Johannes og Herborg. Han var møbelsnikkar og treskjerar, og han fostra elles to kyr på bruket. Frå 1910-30 hadde 5-6 mann arbeidet sitt ved verkstaden. Han var i drift fram til 1940, den siste tida var det son til Samson, Johannes S. Øvrevik (1900- ) som dreiv. I mellomkrigstida fans det minst 20 slike verkstader med nokre få tilsette kringom i Kvam. Mange hadde dette som attåtnæring til småbruk som var for små til å leva av. Verkstaden har fullt utstyr, med maskiner frå 1919. Han er no innreidd slik han var då han var i drift. Maskiner og verktøy vert for tida sette i stand, og verkstaden kan snart brukast.»
Et år senere intervjuet Randi Storaas, den nå 85 år gamle Johannes S. Øvrevik for å kunne rekonstruere Storeteigen slik det var der når Johannes var ung. I intervjuet kom det fram at faren drev med snekring først i våningshuset. Etter at verkstedet var bygd blir det gamle verkstedet omgjort til «drengkammers» rundt 1905-06. Her bodde lærlingene. De hadde kost og losji og gratis klesvask pluss to uker sommerferie. Strøm kom til Storeteigen i 1910 og innlagt vann i 1913-14.
I 1985 var verkstedet stort sett slik som det var etter at den ble lagt ned i 1937 (! Ikke 1940 som vi leser flere andre plasser). Det var en maskin fra 1917-18 og en fra 1930talet. Det var 4-5 høvelbenker (i dag er det kun tre igjen). Ellers er det mye utstyr/verktøy samt møbelkataloger og skabeloner som viser hva som ble produsert. Ved første øyekast er alle tre høvelbenkene helt make. Men når man skal dokumentere, måle og tegne benkene, finner man mange forskjeller.
Benkene har en klassisk utforming som ofte blir kalt for den tyske modellen. På venstre side finner vi ei L-formet framtang og sidetangen er utformet som en stor bevegelig kloss. Alle skruene er laget av bjørk, det samme materiale som benkeplatene. Understellene er laget av furu.
Allerede når man begynner å måle opp benkene finner man forskjeller. Benkene har alle forskjellige lengde og bredde. To av benkene er 84 cm høy mens en er 82 cm. Selv om høydeforskjellen ikke er så veldig stor, kan man spekulere i om benkene var tilpasset kroppshøyden til brukeren, eller om det var bruksområdet som bestemte høyden. Møbelverkstedet er delt inn i to store rom. I det første rommet står det en båndsag, sirkelsag, avretter og bordfres. Her ble møbeldelene produsert. Rom nummer to ble brukt til montering og treskjæringsarbeid. Her finner vi også en limovn, som varmet opp både verkstedet og vannbadet til limbøttene.
Begge de høye benkene er tilgrist med lim. Det ble brukt så pass mye lim at det rant over kantene i store mengder. Dette tyder på at disse to benkene ble brukt som montasjebenker, hvor man limte møblene sammen.
En annen bruksområde var sannsynligvis som treskjærerbenk. Det ligger igjen en plate som viser hvordan treskjæreren jobbet. Emnene ble saget til på båndsagen og etterpå limt på en plate med benlim, så ble platen spent fast i høvelbenken og treskjæreren kunne skjære til dekoren. Etterpå var det lett å løsne de ferdige emnene med varmt vann.
Den tredje benken har ikke spor etter lim og ble sannsynligvis brukt til arbeidsoperasjoner som for eksempel sinking av skuffer, finpussing o.l.
En merkelig detalj som vi finner ved alle de tre benkene er at framtengene viser samme slitasje på enden. Siden vi ikke har en gjenlevende bruker av disse benkene, må dette forbli et uløst mysterium.
Bortsett fra målene er oppbyggingen av benkene ganske lik. Benkeplaten er satt sammen av et bord som danner arbeidsflaten, en sarg på framsiden (hvor det er skjært ut for benkehakene) og en kasse på baksiden av benken. Undersiden viser spor etter oppgangssag.
I hjørnene er sargene og endestykkene forbundet med en, to eller tre svalehaler. Alle disse har skruer i tillegg for å holde konstruksjonen i hop.
Både fram- og sidetangen har en klassisk oppbygging, som er lik på alle tre benkene. Også her er mange forbindelser skrudd sammen. Alle benkene er preget av stor slitasje etter rundt 30 års bruk.
Benkehakene har forskjellige størrelser og passer ikke nøyaktig i hullene. Noe som tyder på at de ikke er originale.
Hvordan produksjonen i Storeteigen Møbelverksted foregikk kan man bare gjette seg fram til. Kanskje det med tid og stund dukker opp gamle fotografier, eller det dukker opp et øyenvitne som kan fortelle hvordan produksjonen i en slik verksted foregikk, men det begynner å bli få av dem.
Hvordan angrep håndverkerne, som bygget huset, prosessen i 1909?
Hva slags mål- og merketeknikker brukte de?
Ganske tidlig i dokumentasjonsprosessen ble det klart at det var norske tommer og alen som var brukt som måleenhet. Det var med stor beundring vi la merke til nøyaktigheten og finishen på de øksede delene. En indikator på at huset ble bygget av erfarne håndverkere. Herand Aktiesagbruk var eid av flere båtbyggere i Herand og det er nærliggende å tro at det var skipstømrer involvert i byggingen. Også en hyppig bruk av klinkbolter tyder på dette.
Rotkne festet med klinkbolter
Selve merkingen var hovedsakelig gjort med blyant, selv om vi fant spor etter rissnål på enkelte steder. Tapphullene var merket med 2 1/2 » fra utsiden og 1 1/2″ i bredden. Denne metoden er ganske så genial, fordi man da ikke må ta hensyn til tykkelsesforskjeller mellom stav og stavleie/bunnsvill. I tillegg er man sikret at utsiden, som skal få kledning etterpå, har en jevn overflate. Siden strekene er så presis på tommemålet er det sannsynlig at man har brukt et mål til å streke etter. Avstanden mellom sperrene er rundt 3 norske alen. Men her er det litt variasjon. Det er altså ikke sannsynlig at man brukte en lekt til å måle nøyaktig avstand. Muligens brukte man bare en alenstokk til å finne sirka tre alen mellomrom.
En hakeskjøt 1 alen lang og er streket opp med blyant.
I løpet av de to dagene avslørete huset et par av sine hemmeligheter, men vi hadde dessverre ikke tid til å gå grundigere inn i alle detaljene.
For å gi plass til en reimdreven sirkelsag måtte en stav flyttes litt til venstre. Det gamle tapphullet avslører mye av merketeknikken.
Deretter gikk vi over til planlegginga av vårt nybygg. Her var det mange hensyn å ta, både målene og konstruksjonen ble forandret et par ganger før vi var fornøyd. Dette var ikke en enkel prosess. Lagerbygget skulle blant annet følge visse proporsjoner og takvinkelen fra saghuset. Man måtte ta hensyn til grunnforholdene, avstand til høyspentlinjer og høyden av gaffeltrucken, som skal frakte materialet inn og ut av bygget.
Skissen og målene ble forandret flere ganger før man var fornøyd. I midten skal gulvet tåle vekten av gaffeltrucken, derfor blir gulvbjelkene flyttet tettere sammen i dette område.
Til oppmerking brukte vi en metode som kalles for låsebenkmetoden. På et langt bord blir alle de viktige målene tegnet av, for eksempel sperreavstandene, plassering av stavene osv.
Låsebenk -En lang benk med alle viktige målene Merking på låsebenken
Etterpå legger man emnene i tur og orden på benken og overfører målene med en vinkel. Til å markere tapphull og plassering av kammer og lignende, lagde vi oss flere forskjellige ku.
Målene blir overført til emnetEn ku er et fast strekmål til merking av treforbindelsene.Merking av tapphull. Samme ku blir brukt til å merke tappen på stavene.
Som et fint eksempel for tverrfaglig samarbeid på vårt fakultet kan jeg nevne at vi fikk hjelp av en arkitektstudent som var svært interessert i å lære mer om tradisjonelle byggeteknikker.
Restriksjonene rundt Korona-pandemien satte dessverre en brå stopp i vår byggeprosess, men vi håper på til å kunne fullføre prosjektet så snart som mulig.
I del 3 skal jeg skrive mer om verktøybruk og prosessen rundt oppsettingen.
FB0060 Skavkniv frå Bakken i Lysefjorden. Tot. lengd er 253mm. Utlånt av Forsand kommune.
Frå Jordebrekk i øvre Suldal. Tot. lengd er 185mm. Gjenstand utlånt av Erik Jordebrekk.
RFG1984-037-683 er registrert som holskavl, frå Maribu i Erfjord, Suldal. Denne forma har og teikningsforklaringa til ordet i boka om suldalsmålet. Måler 83 mm over handtaket. Eigar Ryfylkemuseet.
Skjøve, holskavl, skavkniv og bokskjeis er forskjellige navn på dette vertøyet som kanskje er mest kjent som pjål. Akkurat ordet bokskjeis er nok fornorsking av det engelske ordet spokeshave. Skave, som i skavkniv, er truleg opphavet til det engelske ordet shave (Falk og Torp, Etymologisk ordbok, 1992). Ordet skave tyder glatte, høvle. Skjøve er, etter det eg finn ut, eit synonym til skave. Svenskane kallar det og for skave (Karlsson, 2011). Men ordet Pjål har eg ikkje funne noko eksempel på her i sørvest. Ellers er det truleg at verktøyet snarare er nemt etter bruk en etter form. Slik som ordet holskavl, som er det einaste eg finn i bøkene om suldalsmålet (Sandvik, 1991). Eg vel her å nytte skavkniv som fellesnavn.
Det har ikkje lukkast meg å nå i særleg mange originale eksempel på skavknivar frå Ryfylke. Det eksemplaret som liknar mest på det som me gjennom studiet kjenner som pjål, er ein frå Songesandsbakken, eller bare Bakken, i Lysefjorden (sjå det øverste biletet). Denne er nok laga av Johannes Bakken (1898-1982) som var fjellbonde og bygningsmann, blant mykje anna (Hansen, Bakken i Lysefjorden, 2000). Den frå Jordebrekk (nede til venstre i biletmosaikken over) er etter storleiken og forma å dømma ein holskavl, etter mi tolking. Det vert for puslete med så små handtak å dra på over større flater. Den måler 185 mm langs handtaka. Den siste liknar på skissa som er forklaring på ordet holskavl i boka om suldalsmålet. Denne er og kalla holskavl i arkivet.
Eg har laga ei etterlikning av skavkniven frå Lysefjorden. Eg måtte ty til diverse justeringar for å tilpasse den til stålet (pjåljern frå J. Dahlmo) eg hadde til rådighet. Då dette var noko kraftigare enn førebiletet laut eg dimmensjonere treverket og opp noko. Føremålet var ikkje å lage ein kopi, men å nytte ei form som kunne tene til handtak.
Min skavkniv har fåt eit lengdemål på 305 mm.
Forsøk med denne, samanlikna med bruk av den som vart laga av kollega Kjell Gunnar Haraldseid, viser at der nok er behov for eit betre anlegg framom bladet. Min skavkniv gir betydlege vibrasjonsspor. Dette vart noko redusert etter skikkeleg bryning. Studerar eg førebiletet er der lagt på ein ny sole . Dette tolka eg i byrjinga til å vera reparasjon etter slitasje, men eg ser det gir større flate og ein noko flatare angrepsvinkel for eggen enn det eg tolkar å vera opphavleg. I tilleg ser eg at der er behov for større rom ved sponutkastet. Her krøllar spona seg mellom stålet og treet og vert kilt fast. Dette er tilfellet på alle dei aktuelle eksemplara eg har i hende – at der er forholdsvis større rom i bakkant av stålet.
Min nerast og Kjell Gunnar Haraldseid sin bak.
Etter diverse forsøk og bryning vart det nokolunde… men ei utfordring rundt kvist. Merk at bordet er tørt.
Dette er eit tema som vil bli studert meir i djupna ved framtidige prosjekt der ei slik prosessuell tilnærming er naudsynt.
På Mevastaul på Seljordshei fanst nevenyttige folk. Ingvald Golid voks opp her og var med far sin og laga nytt golv til støgo i 1958. Materialane vart saga på fossesagi på Mevastaul, ei vassdriven sirkelsag. Ingvald minnest det var om å gjere å stå på medan ein hadde vatn til å drive sagi, så det var saging frå morgon til kveld så lenge vatnet rakk. Å halde sagi kvass var viktig for å skjere så effektivt som råd medan det stod på, så dei var nøysame med filing og vedlikehald av sagbladet. Far til Ingvald var handverkar av den gamle skulen og gjorde alt frå botn av. Då golvet skulle høvlast smidde han stål og laga høvlar til å gjere not og fjær på golvbordi. Dette er 60 år sidan i år.
Prosessen i korte trekk:
Arbeidsbenk: Til høvelbenk vart det nytta ein breid 4-toms plank som var omlag så lang som golvbordi. På denne vart det spikra fast støttelekter og høvelstopp som heldt bordet på plass. Denne planken vart lagt opp i passeleg arbeidshøgde. Ingvald minnes ikkje akkurat korleis dei festa bordet når dei høvla kanten, men det var eit kilespor i fronten som bordet vart sett inn i og ei støttelekte langs innsida på høvelbenken. Om dei tvinga det fast eller ikkje er han usikker på, men dei fekk det i alle fall til å halde seg stødig under arbeidet.
Høvling av rettsida:
Materialane var saga på omlag 11/2tom, men fossesagi kunne råke til å slenge litt. Det fyrste dei gjorde var å høvle rettsida av bordet med med skrubbokse. Då sagskuren var borte og overflata var høveleg plan gjekk dei over med ein vanleg sletthøvel. Sletthøvlinga vart gjort på skrå frå eine kanten til den andre slik at dei fekk bort eventuelle kular. Vinning i bordet vart konrollert ved siktestikker, og retta av etter behov. Til slutt vart det pussa over med ein finstilt pusshøvel. Det var viktig at retta vart høvla relativt plan, då det er denne sida ein vinklar frå når ein kotrollerar kanten.
Retting av kant:
Golvborda var saga paralelle på saga, så kanten var allereie tåleg rett. Bordet vart sett opp på høgkant i benken. Fyrst vart sagskurden fjerna med ein grovstilt sletthøvel. Så vart det bruka ein litt lengre høvel til å grovrette. Til slutt vart langhøvelen bruka. Denne var dei veldig forsiktige med så han skulle halde seg kvass og god. Kanten vart sikta etter til han var bein og i vinkel til rettsida. Om kanten «tippa» litt ned mot ranga gjorde ikkje noko større, men det måtte ikkje gå andre vegen. Kanten måtte altså vere 90 grader eller litt mindre i forhold til rettsida. Var vinkelen større kunne ein risikere at borda ikkje vart tette på oversida.
Dimensjonering:
Når rettside og kant var høvla på alle borda vart det bruka ein rissemot til å merke av for dimensjonering. Dimensjonen vart bestemt ut frå det tynnast bordet som skulle brukast, og resten vart rissa på og høvla ned til risset. Som regel var det berre snakk om nokre få drag med skrubboksen.
Høvling av not og fjær:
Landet på høvelen vart lagt mot retta, og not og fjær vart høvla til høvelen slutta å ta grunna djupnestoppen i høvelen. Not på eine sida og fjær på andre.
Nothøvelen:
Nothøvelen er 32 cm lang, av bjørk, og har ei innfelt jarnskinne i høvelsolen. Skinna stikk 11mm ut av solen og er 2,5-3mm breid. Denne er festa med spiker slått inn frå utkastsida, men ikkje gjennomgåande. Høvelsenga ligg 49o på solen. Høveltanna er 11,4mm brei og 4-5mm tykk heile vegen. Slipevinkel 36o. Det er 18mm frå landet og inn til kanten av høveltanna. Det vert soleis 18mm golv å slite på før ein når nota. Fremst på høvelen er det tredd gjennom ein rund pinne av ask som stikk omlag 8cm ut på kvar side. Det har tydelegvis vore problem med pakking av spon, då ein ser tydeleg slitasje frå pirking med knivsodden i veggen på sponrommet/utkastet. Dette sleit me også med under prøvehøvlinga. Med litt justering vil høvelen fungere godt.
Fjærhøvelen
Fjærhøvelen er 30 cm lang, av bjørk, og har not i solen. Nota i solen er 15mm brei og startar 15mm frå landet på høvelen. Det er lagt inn ein tynn sole av ask i botn av nota. Solen på høvelen er 8mm opp frå botn av nota nærmast landet, og 9,5mm opp frå botn av nota på andre sida. Stolet er også tilpassa denne høgdeforskjellen. Dette gjer at høvelen tek litt mindre på sida mot landet, som i dette tilfellet alltid er margsida av bordet. Dette fører til at golvet vert tett i overkant og får ei lita glipe under nota. Høvelsenga ligg 47opå solen. Høveltanna er smidd i eit stykke og har opning for fjæra i midten. Frå landet til kanten av «indre» høveltann er det 18mm. Avstanden til kanten på ytre høveltann er 11mm. Fjæra vert altså 11mm tykk. 0,4 mm smalare enn nota. Ytre høveltann er også 18mm breid. Slipevinkel 35o. Fremst på høvelen er samme type handtak i ask som på nothøvelen.
Legging av golv:
Golvet vart spikra med skjult spikring, skrått inn over fjæra. Der det var behov for å legge ekstra press på borda for å få det tett vart det spikra på ein kloss på golvåsen som ein la press mot med kilar. Om det var høvla skeivt så det gjekk på på undersida av nota og danna sprekk i overkant vart det høvla av etter behov. Etter at golvet var lagt gjekk dei over med ein finstilt pusshøvel for å slette eventuelle trappingar mellom borda.
Oppsummering:
Høvlane frå 1958 er eit par som fungerar godt i hop. Sentrale mål og detaljar er på plass for å sikre eit godt resultat. Golvet er høvla på ein måte som gjer at det vert tett på overflata, har mykje ved å slite på før det går ned i nota, er passe romt på undersida, og i nota og er enkelt å få i hop.
Stor takk til Ingvald Golid for gjennomgang av prosess, demonstrasjon og formidling av kunnskapen om golvhøvling frå Seljordshei.