Konstruksjon og bruk av avbindingsplass til sperrebinda på låven til Salangen bygdetun
Våren 2026 har vi på læringsarenaen nordpå bygd en låve for Sør-Troms museum på museets verksted på Elvenes i Salangen. Låven er bygd etter lokale forbilder, med stavline, storsperrer og åstak som er vanlig her i området. Last fra sperrene er tatt med indre staver og strevere, og veggene er stiva av med innfelte strevere.
Om bygget
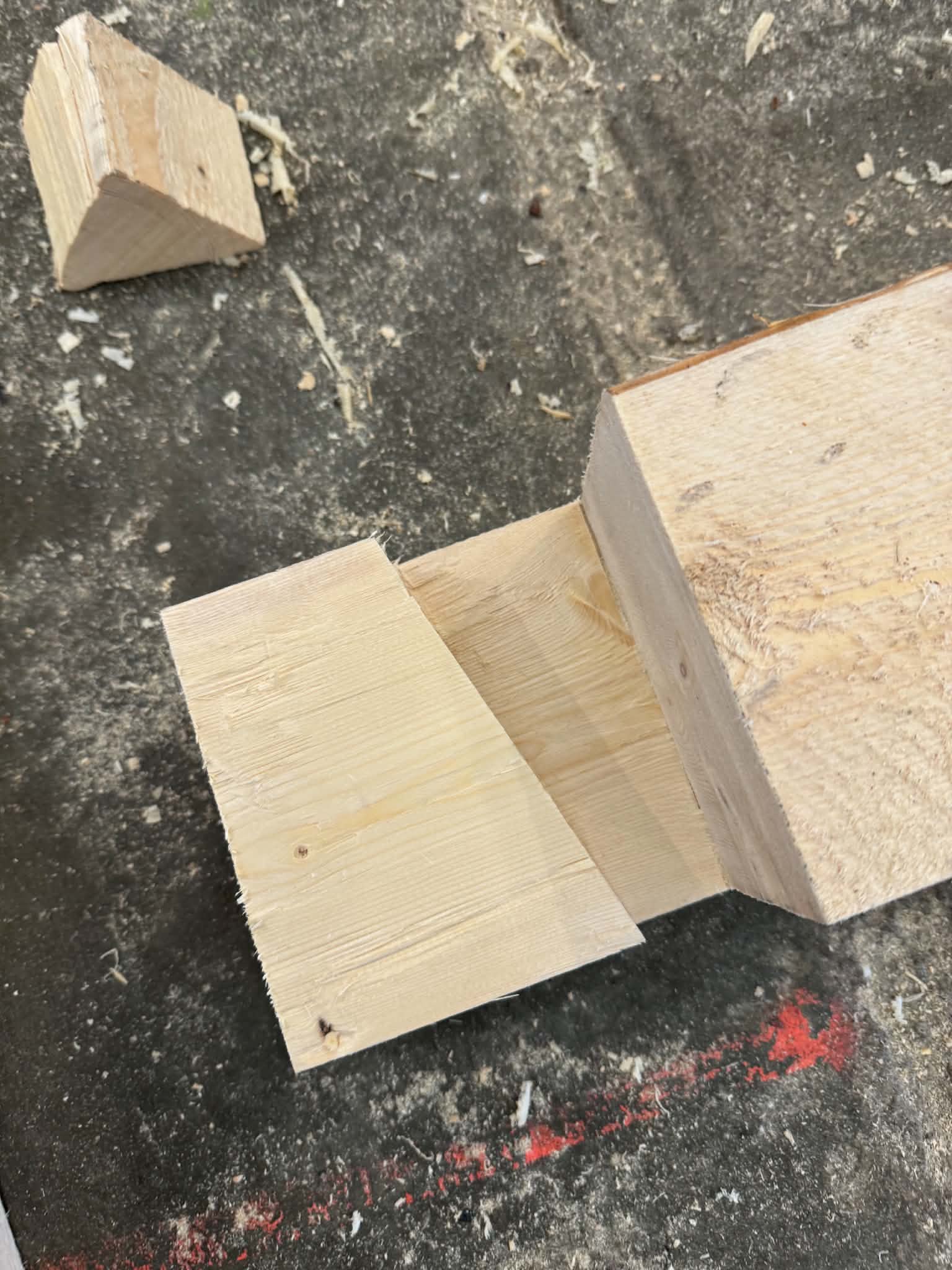
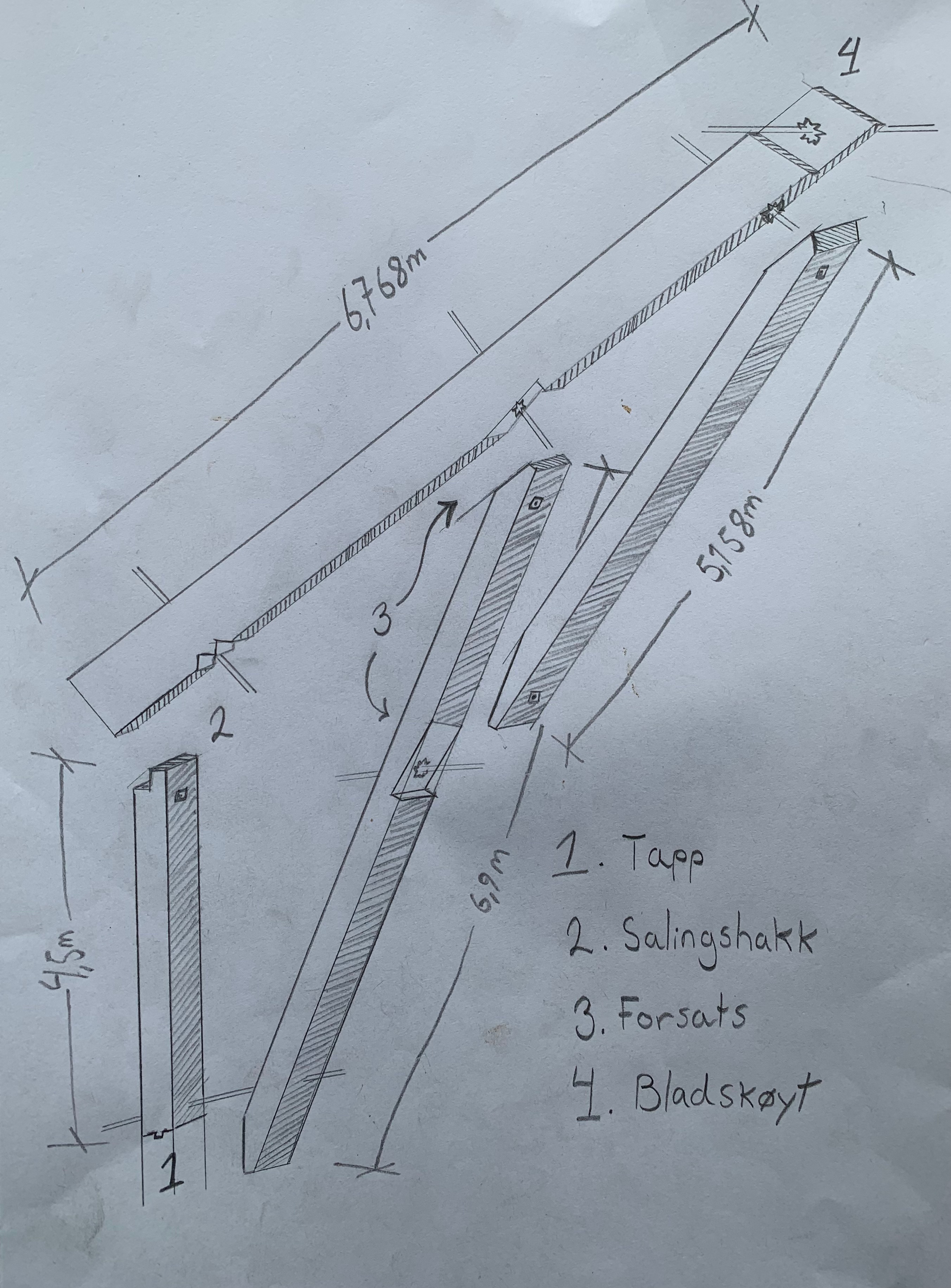
Bygget er nærmere 14 meter langt og åstaket bæres av fem storsperrer. Sperrene er felt ned i samhaldet på en plan sperrefot og er tappa ned 1 ½ tomme. Sperretåa støter mot en forsats hvor vinkelen er halvert for å minimere bruddfaren. I mønet er sperrene felt på halv ved og nagla. Åsene ligger i et hakk som er tatt ut i både sperre og ås. I tillegg til den forsats har vi etter valgt tilpasse lengden på sperrefoten etter hver individuelle sperre, med utgangspunkt i et av våre referansebygg, låven på Bjørkli i Takelvdalen. Her blir det derfor hogd en skrå i bakkant av sperra ned mot sperrefoten, som jeg har valgt å omtale som baksatsen.
Avbindingsplass
For å få fellingene til å fungere godt og lasta til å overføres er det viktig at de er presist utført. Spesielt forsatsen er et kritisk punkt der vektoverføringa må fordeles godt i veden. Fellinga i mønet bør være tett for å forenkle reisinga.
Det eksisterer flere tilnærminger for å få til dette. Dersom det kun er snakk om et sperrebind eller to kan sperrene og samhaldet legges opp i riktig posisjon og merkinga kan gjøres direkte på tømmeret. Her kan et lag med gulvåser fungere som underlag. Med et ferdig bind kan også de resterende sperrene legges oppå dette og merkende loddes opp, noe som ifølge vår veileder, Roald Renmælmo, har vært gjort av tømrere som Roald Haugli her i Indre Troms under konstruksjon av heiselåver. Man kan også lage en målbar tegning og jobbe ut ifra den.
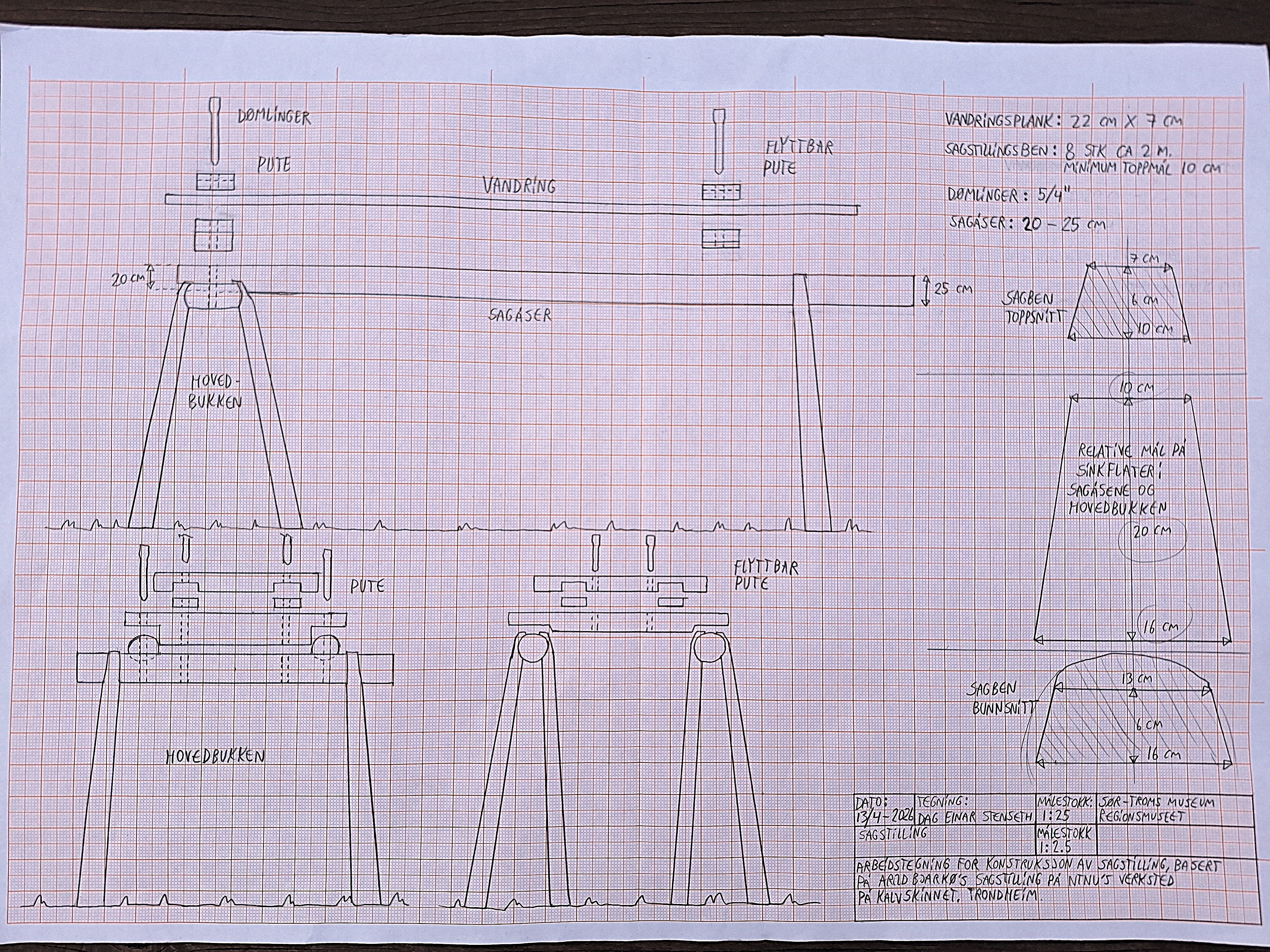
Når vi opererer med såpass mange sperrebind som vi gjør er det naturlig å bruke avbindingsplass. Her konstruere man sentrale linjer i det ferdige sperrebindet på ei flate slik at momentene kan loddes opp til materialene man legger oppå. Vi var så heldige at vi hadde tilgang på et plant tregulv å bruke til dette. Hvis man ikke har tilgang til slikt kan man også bygge opp rette flater på ujavn grunn med eksempelvis paller eller bukker. Det viktigste er at flatene med mål som skal loddes opp er ganske i vater i forhold til hverandre.
Konstruksjon av avbindingsplassen
Utgangspunktet for konstruksjonen av avbindingsplassen var ønska takvinkel, diameter på åsene og bredda på bygget. I vårt bygg ønska vi treungsrøst som skal bære torv eller skifer. Da vi la opp stavlinene gjorde vi dette med en vannrett referansetrek i raftet, som nå kan brukes som utgangspunkt i fellinga av samhald og sperrer. Vi slo en sotstrek på avbindingsplassen som representerte denne. Streken merkes av slik at den viser husbredda tydelig. Vi gikk så til midten av streken og vinkla oss opp 90 grader og tegna en strek som gikk en tredjedel av husbredda. Streken vi så tegna mellom disse blir underkant av troa. Etter å ha finmålt åsene slo vi nok en sotstrek seks tommer innafor denne, som viser underkant av åser. Det er denne streken sperrene legges opp etter på avbindingsplassen, og vi fikk nå et inntrykk av hvor langt inn på samhaldet sperretåa kom til å havne.
Tre tommer over referansestreken merka vi opp planet til sperrefoten. Her fikk vi et overblikk over hvor mye vi ved vi hadde å gå på i fellinga ned i lina. Vi bestemte at kammen i lina blei tre tommer under referanselinja, og sitter derfor igjen med seks tommer intakt ved i samhaldet. Det viktig å fordele virket godt, da fellinga til samhaldet er et utsatt punkt i en slik konstruksjon med kun en kam som holder i strekkretninga.
Vi oppfatta det som en overlegen løsning å halvere vinkelen på forsatsen. Ofte felles sperra ned i en forsats som står i 90 graders vinkel opp fra samhaldet, noe vi mente kunne oppfordre til at sperretåa brøyt på forsatsen. Å legge forsatsen i 90 grader fra sperra er uaktuelt, da det ikke gir sperra noe å støte mot. Vi fant derfor mellomtingen mellom disse to med passer, og merka opp en strek fra møtepunktet og et godt stykke i begge retninger. Det er viktig å merke strekene så lange at de blir tilgjengelige på hver side av materialet når avbindingsplassen tas i bruk.
Bygget skal ha tre leåser på hver side. Vi fant plasseringa av disse ved å dele avstanden fra raft til møne på fire, og merka opp deretter.
Overføring av merking
Vi la først opp samhaldet og sperrene etter merkene slik at sperrefotlina blei 1 ½ til 2 tommer inn på stokken. Dette gir oss nok virke til en kraftig forsats. Sperrene la vi etter den diagonale linja, rundt ½ til ¾ tomme innafor slik at vi har noe å felle åser i. Vi tok også hensyn til at det blei en pen overgang i forsatsen ved at sperra og samhaldet møttes greit i vankanten. Sperrene må også ha nok lengde til å danne et kryss i mønet som mønsåsen skal ligge i.
Vi fant til slutt ut at den enkleste var å felle i mønet først, slik at sperrene var låst i posisjon og lå i samme plan oppå samhaldet til seinere oppmerking. For å gjøre dette måtte vi først flate av vankanten der vi skulle felle. Vi overførte åsfellingplanet opp til sperra, slik at vi fikk et merke å hogge dette etter. Flatene trenger ikke å være parallelle, så en tilnærming her var å slå ei snor som fulgte vankanten også på den nedre sida, som også fungerte som merking for baksatsen. Denne er også grei å hogge med en gang. Vi grovkappa også lengda på sperra i samme vinkel som sperrefoten. Dette erfarte vi at forenkler merkinga, da vi unngår å havne i ugunstige plan.

Med sperrene tatt til side for å bearbeides kan også sperrefoten merkes av på samhaldet. Vi eksperimenterte både med snor og rettbord, og fikk brukbare resultater med begge deler. Etter å ha hogd ferdig sperrene la vi de tilbake i samme posisjon. Her brukte vi passer for å finne stikkhøyda for fellinga og vatra og lodda oss runden rundt. Avvik fra lodd tok vi hensyn til ved å bruke loddesnora for å overføre differanser. Sperrene blei så tatt av igjen, og fellinga saga og hogd ut.

Med sperrene så lagt på igjen er det lettere å overføre resten av merkinga. Dette kan i teorien gjøres i forrige ledd, for å redusere antall omganger med flytting av sperrene, men vi kom fram til at for uerfarne avbindere var det lettere å forholde seg til to høyder enn tre. Sperrefoten og tappen loddes opp fra samhaldet, og baksatsen merkes av langs flata som blei hogd i første omgang. Dette kan enkelt gjøres med vater, loddesnor eller vinkel (hvis man jobber på et helt javnt underlag).
Forsatsen er derimot vanskeligere å merke opp, da den er i et plan som ligger langsmed verken samhald sperre. Loddesnor er det eneste som klarer å hjelpe oss med å finne denne linja. Vår veileder stilte med franskloddet sitt, ei lekt med hull i framkant der ei snor med lodd i enden kan gå gjennom. Loddet er utforma som en smultring med et krys i midten der tauet kan festes, og tillater sikting i direkte lodd langsmed snora. Han beskreiv også et verktøy som skal ha vært brukt i plankesaging i samisk sammenheng, en «Šlim’pa». Dette er ei målsatt lekt med ei loddsnor er festa i enden. Et slikt verktøy er nok også brukbart til vårt arbeid. Selv endte jeg opp med å bruke et vater med loddesnora mi i ene ende og et vater i andre på samme langside av vateret slik at jeg kunne merke opp langsetter denne. For å få den til å ligge godt mens jeg justerte la jeg storhammeren på som vekt. Med denne anordninga kunne jeg overføre vinkelen til forsatsen fra gulvet og opp på sperra. Forsatsen kan også tegnes opp langs snora, men jeg valgte å stelle et vater opp langsmed forsatslinja slik at jeg kunne bruke denne som anlegg for å merke opp forsatsen mellom streken jeg merka på sperra og streken på avbindingsplassen på gulvet. I dette tilfellet blei det gode resultater.


Tappen blei merka opp 1 ½ tomme nedenfor sperrefotstreken. Bredda, 2 tommer, var enkel å merke i endeveden av sperra da denne allerede var grovkappa i riktig vinkel. Etter å ha ført målene på øversida av sperra og bak på flata til baksatsen førte vi de videre ned på samhaldet med passer stilt inn på stikkhøyda.
Langsetter sperra lodda vi opp åsplasseringer. I møneenden merka vi opp til å kappe sperrene slik at de skulle flukte med åslaget. Med alle merker satt løfta vi av sperrene og laga til sperretå, tapper og kappa enden i mønet. På samhaldet saga vi ut forsatsen, hogde sperrefoten og tappa ut tapphullet. Sperrebindet var nå klart for prøving. I de fleste tilfeller måtte det kanskje ei justering til på enkelte plasser, men de overordna resultatene var innafor. Lasta i sperrene havner i stor grad langt bak på sperrefoten, så gliper her var i større grad akseptable enn gliper framme ved forsatsen. Jeg eksperimenterte litt med å lage sperrefoten litt hul i bakkant, med en idé om at dette ville ha samme effekt som å etterlate glipe i bakkant, men uten at dette er synlig.


Alt i alt er avbindingsplass en god måte å få til presis felling og skjøting av ulike deler i en konstruksjon der alt er i samme plan, spesielt der diagonale elementer som sperrer og strevere skal inn. Å jobbe med det i dette prosjektet har vært god øving i å tenke i plan, lodd og presisjon.