På vårens Læringsarena Vestland har vi hatt en ukes smiskurs med smeden på Hardanger Fartøyvernsenter “Seppe”. Her har vi blant annet smidd spiker, dor, rissnål, hengsler, øks kniv og annet herdet eggverktøy. Vi har også vært igjennom prosessen med normalisering, herding og anløping i forskjellige varianter. Dette har gitt os mye ny kunnskap og forståelse av eggverkøy og hvilke faktorer som spiller inn for å lykkes med produksjon og vedlikehold av disse.
Jeg vil i dette innlegget ta for meg prosessor for smiing av middelalderøks. Da dette er ganske hektisk når det drar gang har det blitt smått med bilder men jeg vil prøve å skissere teknikkene for å gi en så tydelig visualisering av prosessen som mulig.
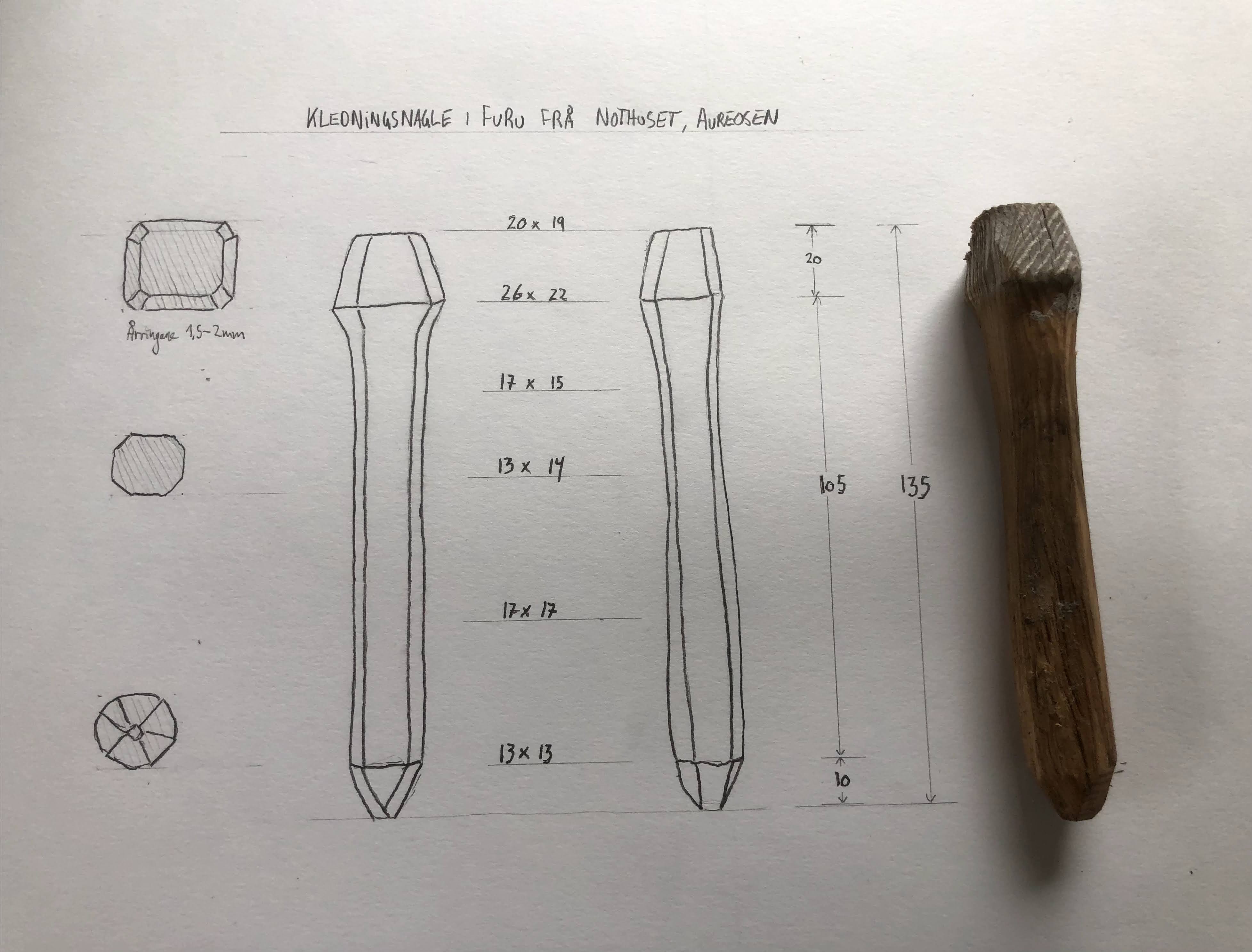
Vi begynte med å tegne opp formen på øksen, sett fra siden og ovenifra/nedenfra.
Jeg brukte i dette tilfellet en islandsk modell som utgangspunkt.
Det finnes flere måter å gå frem i denne prosessen men jeg valgte å brette stålet rundt øyet for å laminere det symmetrisk med eggstål i midten. Vi har også eksperimentert med andre teknikker, blant annet å kløyve emnet i begge ender, for så å legge eggstålet inn in den ene enden, og lage øyet med essesveist nakke på tvers i andre enden, noe som vi har kommet frem til etter analysering av flere originale hordabiler, og som har vist seg å fungere veldig bra i praksis.
Når formen på øksen er bestemt fant jeg frem et emne. Her kan man ta utgangspunkt i høyden rundt nakken da dette gjerne er det tykkeste området med kun ett lag stål. Resten av øksen smis ut og formes utifra hvor tykt godset på emnet er. Dette er noe som kan være vanskelig å beregne men man vil etterhvert få en erfaring med hvor mye gods man trenger for å forme en spesifikk modell.
Man må tenke at øksen skal brettes rundt et øye. Derfor brukte jeg en forhåndslaget dor med den formen jeg ville bruke for å lage øyet. Her legger man doren midt på emnet først på høykant, så ut på tvers på hver side for å få den totale lengden stål rundt øyet. Man må også kompensere for vinkelen for hver gang man flytter doren for merking, da denne er konisk men selve øyet merkes ut i en rett vinkel med øyets åpning større i nedre del enn øvre del. Her er det fort å gå på en smell. Det resterende ut på hver side av denne oppmerkingen vil være mengden gods i øksens frempart i trippel bredde (to lag stål brettet rundt øyet med eggstål i midten).
Når dette er oppmerket er man klar for å begynne formingen av øksen. Man begynner med å varme opp emnet til gult, og markere merkene etter øyet med rette linjer der det skal brettes rundt. Dette gjøre det lettere å få bøyingen til å skje på riktig plass, og gjør utformingen av øyet til slutt lettere. Det er også en fordel å forme kanten der de to endene vil møtes i skjøten (økseøyets frampart) for at det blir en skarp, definert kant for en sterkere sammenføring.
Det er viktig å varme emnet opp til gult når man jobber med dette. Jo mørkere farge, desto stivere er emnet å jobbe med og det kan fort oppstå brudd og svakheter hvis ikke stålet er skikkelig gjennomvarmt og mykt.
Når man har brettet rundt øyet, fått linet opp de to partene som skal møtes og er fornøyd med utformingen er man klar for første del av av lamineringen. Dette gjøres ved å essesveise partene sammen, som er en teknikk der det er veldig viktig å ha riktig og nok temperatur uten å ødelegge stålet. Dette er kanskje det mest kritiske med hele prosessen av å smi øks, men med litt trening er det mulig å få det bra. Mye av selve bindingen i lamineringsprosessen foregår faktisk i oppvarmingen og ikke selve bankingen. Her er det viktig å banke forsiktig delene sammen slik at de hefter seg, å “pakke”. Etterhvert kan man slå hardere men uten å få delene til å sprike.
Etter at disse delene er heftet sammen kan man åpne opp igjen fremparten av lamineringen og legge inn eggstålet. Dette er et lite stykke med herdbart stål som tradisjonelt har vært dyrt og ofte bare brukt der det var nødvendig. Dette lamineres på samme måte, og pakkes sammen til det er god heft.
Nå sitter man igjen med et ferdig laminert stykke som er klart til grovforming. Her gjelder det å banke ut formen på øksens frampart til ønsket fasong og tykkelse. Det er viktig å bruke god varme og banke ut effektivt for å unngå unødvendig stress på emnet. Til slutt går man over øyet på nytt og gjør en finforming, gjerne sammen med øyekilen. Deretter tar man finformingen av øksens frampart og sjekket for symmetri, vridning osv.
Dette er stort sett prosessen med å smi en øks. Nå gjenstår normalisering, herding og anløping i henhold til stålets kvalitet. Dette er en omstendig prosess og vil bli omtalt i et senere innlegg.