foto: Digitalt museum
Som håndverker ved sør-Troms museum har jeg istandsetting av eldre bygninger som hovedoppgave, og ofte er det samiske bygg, som uthus, løer og noen ganger også bolighus det er snakk om. Konstruksjonstømmeret i disse samiske bygningene er for det meste rydd, men svært ofte er kledningsmaterialer og eventuelle trobord saget for hånd med kransag på sagstilling. I Grovfjord i Troms fylke finnes det flere utmerkede eksempler på dette, slik som på løa i Søndre Krokelv, som har tydelig sagskur på brede bord med rot/topp orientering for optimal utnyttelse av materialene.

Foto: Dag Einar Stenseth Samisk løe på Søndre Krokelv i Grovfjord, Troms
I jobben min med å etterstrebe prosessuell autentisitet tilvirker jeg nye materialer som eventuelt må skiftes ut gjennom samme metoder som originalene, og i tilfellet med håndsagede bord er dette den største utfordringen, siden de aller færreste i dag eier en kransag, og enda færre har brukt en selv. I så måte har vi på studiet Tradisjonelt Bygghåndverk ved NTNU vært bedre stilt, siden vi har fått prøve handsaging selv under god veiledning av Roald Renmælmo, hvorpå noen av oss har bestilt sager til oss selv, gode og funksjonelle verktøy laget av smeden Jon Dahlmo i Drevja.
Her på bloggen finnes flere gode innlegg om selve prosessen med å sage, slik som de nevnte under:
Men ingen tar for seg byggingen og dimensjonene på selve sagstillingen i detalj, så til glede og nytte for andre som måtte være interesserte, skal jeg i dette innlegget dele min erfaring med å konstruere en.
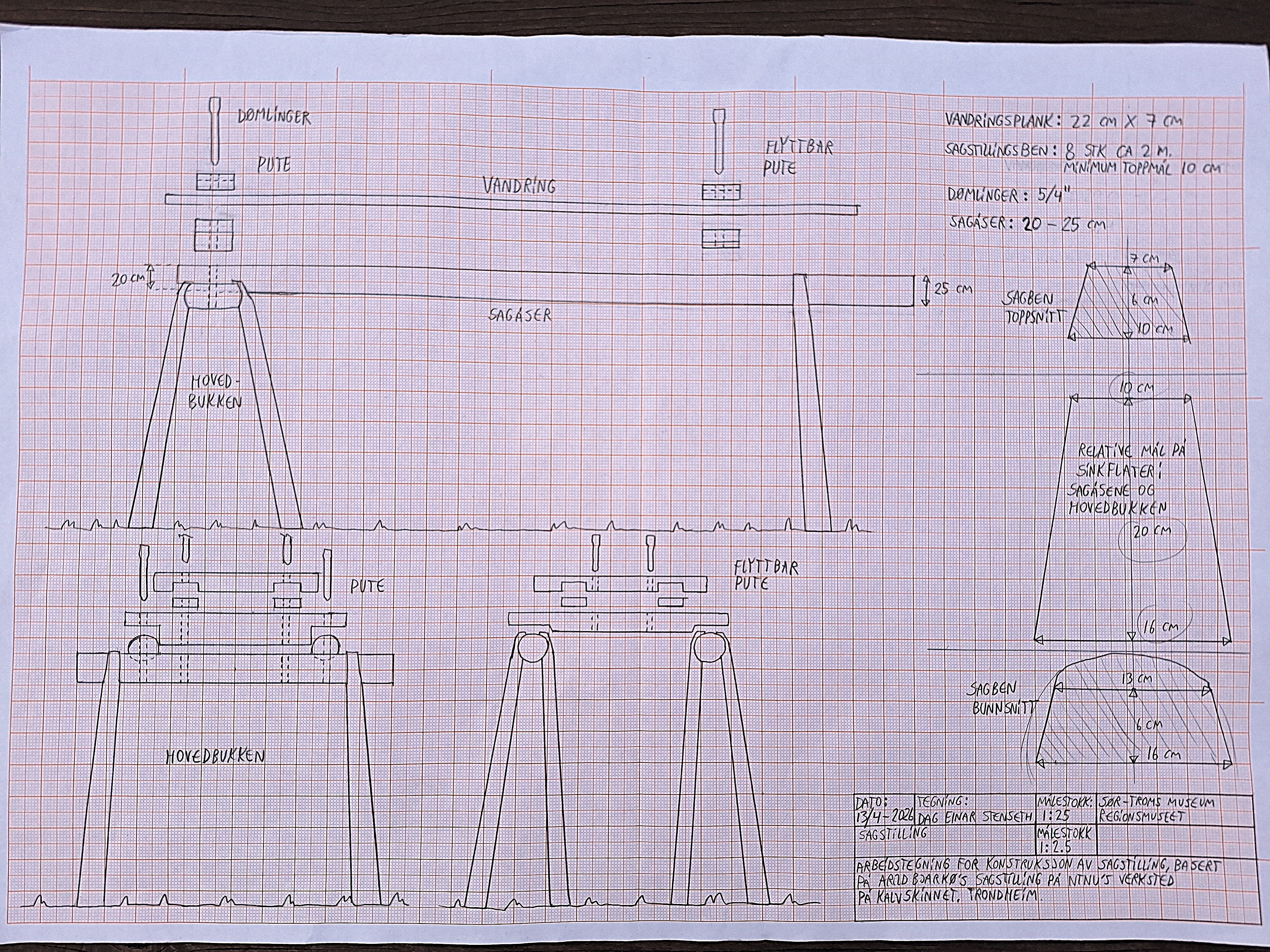
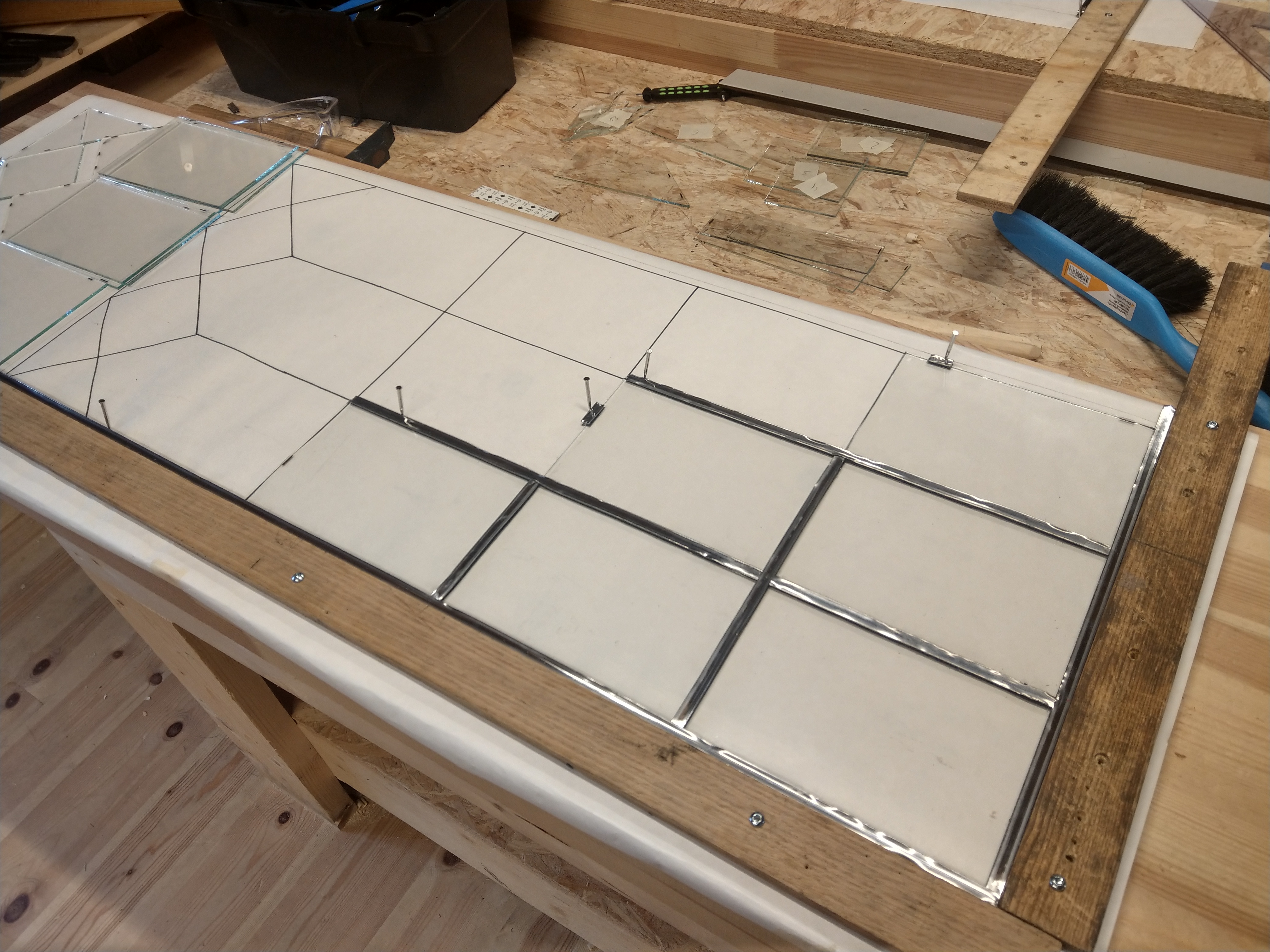
Foto: Dag Einar Stenseth
Utgangspunktet for arbeidstegningen over er en sagstilling som står utenfor snekkerverkstedet til NTNU på Kalvskinnet i Trondheim, bygget av Arild Bjarkø, tømrer fra Os i Østerdalen. Akkurat denne har to lange sagåser felt over bare en hovedbukk, en vanlig type i Røros-området, og jeg valgte å kopiere den fordi det virker enklere å flytte puta oppå sagåsene istedet for å måtte flytte sagstokken og putene i lengderetning når man skal fortsette i sagsnittet på resten av stokken.
Det meste av materialet til sagstillingen ble hentet i skogen i Målselv samtidig som vi tok ut tømmer til vårens arbeid på læringsarena i Salangen, og bortsett fra de lange sagåsene, som bør være jevne og ha minst mulig avsmalning, kan bukken, putene og bena lages av andrestokker, toppstokker og restmaterialer.
Det første jeg måtte finne ut var hvordan jeg skulle konstruere sinken på innfellingene for bena i både hovedbukken og sagåsene og samtidig ha kontroll på vinklene, og etter mye tenking og etter gode råd fra Roald Renmælmo kom jeg opp med en formel på mål som kunne brukes. Alle åtte bena jeg hadde var ikke stort mer enn 10 cm i diameter i toppen, og noe mindre enn dette bør det ikke være, med tanke på vekten på større stokker som skal sages.
Som utgangspunkt for trapes-snittet på toppen av bena rydde jeg stokken ca 40 cm ned langs margen, noe som resulterte i en flate med maksimal bredde for best utnyttelse av styrke i forhold til målene på innfellingen. Alle disse målene er relative; jo større diameter på bena, jo mindre slipper man å hugge bort for å få de korrekte vinklene på gradingen og sinken.

Foto: Dag Einar Stenseth
Til hovedbukken brukte jeg en 6’’ bred sirkelsaget stokk med parallelle sider, et godt utgangspunkt for å kunne konstruere en skrå sink i en fastsatt vinkel, men å lage innfellingen til bena i de runde sagåsene var en helt annen utfordring! Her lå løsningen i å slå krittsnor langs åsene ut fra opptegningen i enden, jo flere mål, jo bedre!
Bena på åsene kan med fordel også felles i forskjellig vinkel; på innsiden går underskjæreren, eller «pundkaren», og hvis bena på sagstillingen skrår for mye inn, kan de fort bli snublefeller. Her fant jeg at hellingen godt kan ligge på mellom 1:7 og 1:9, og på resten av bena 1:5. Med mindre man hugger til en flate langs oversiden av åsene, slik jeg gjorde, kan man tippe åsen over til bena får ønskede vinkler, og deretter kappe dem på riktig lengde. Høyden på sagstillingen for øvrig tilpasses etter behov, avhengig av om putene ligger høyt, hva lengden på selve saga er, høyden på underskjæreren som hovedsaklig skal bruke den, etc.

Foto: Dag Einar Stenseth

Foto: Dag Einar Stenseth
For enkelhets skyld med tanke på selve fellingen, og for å få en tilfredsstillende sideveis vinkel på bena, trakk jeg en strek vinkelrett på lengden av bukken og åsene, merket «lodd», som jeg hadde som utgangspunkt for den ene siden av sinken. Vedrørende uthuggingen av selve gradsporet er det to ting som gjelder; mål nøyaktig, og ta først ut minimalt! Det er tryggere å ha litt å justere på, og tilpasse enten sinken på bena eller gradsporet til det sitter godt i hop!

Foto: Dag Einar Stenseth
Noe man også må ta i betraktning er krymping; jeg hadde fire ben av rått, ferskt materiale og fikk fire til av Roald som var svært tørre, og da bør man legge til noe lengde på bena for å kunne drive dem opp i gradsporet etter hvert. I mitt eget tilfelle kappet jeg bena 2 meter lange, i utgangspunktet mer enn nok for justering i etterkant. Samtidig bør man helst også sette ferske og tørre ben sammen i par for lik tørking, noe jeg også gjorde.
I tillegg til å hugge en flate oppå åsene for lettere å kunne flytte puta frem og tilbake, felte jeg også enden på åsen flatt ned på hovedbukken. Dette, i tillegg til å feste det hele sammen med dømlinger som jeg gjorde, forutsetter at sagstillingen blir satt opp på forholdsvis faste og plane underlag. Dette har nok ikke vært gjort i særlig stor grad før i tiden, men det gjør sagstillingen litt tryggere med tanke på å bruke den på håndverkstreff hvor det kan være krav om slikt, for å sikre både publikum og eventuelle kursdeltagere.

Foto: Dag Einar Stenseth
Selve vandringen som overskjæreren, «påkaren», står og går på, bør være kraftige nok til å bære god vekt, spesielt hvis vandringsbordene er lange. På Arild Bjarkø’s sagstilling var de litt over seks meter, og følgelig passelig dimensjonerte til 22 x 7cm.
Med tanke på utformingen av putene hvor stokken skal ligge er de fleste flate, spesielt på puta som ligger på åsene; om stokken ligger i et v-spor her kan det være vanskelig å drive inn kiler i sagsnittene for å lette sagingen, men på hovedbukken kan det passe fint med et v-spor i tillegg til å feste stokken med bindhaker for å få den til å ligge i ro, med mindre det hugges et lohogg i underkant av stokken, en flate som den kan ligge an mot puta med.
Ellers er det skjønn og egne preferanser som dikterer resten av utformingen; det viktigste er at sagstillingen er sikker og solid, og god å arbeide på.
God saging!

Foto: Dag Einar Stenseth