Senvinteren 2025 har tre av oss på studiet Tradisjonelt bygghåndverk ved NTNU som en del av praksisen på læringsarena tømret på en rundtømmerkasse på Lyngstad i Målselv, hjemme hos vår veileder Roald Renmælmo. Tømmerkassen ble påbegynt av tidligere studenter, og skal senere ferdigstilles og overtas av sør-Troms museum som en del av middelaldergården på Trondenes.
Tømmerkasse under oppføring. Foto: Dag Einar Stenseth
Tømmeret i bygget er furu fra nærområdet som ble felt og barket like før bruk, og det ble formet og lagt i veggen helt ferskt. Stokkene har en diameter på mellom 9″ og 11″, og ble tømret ihop med femkanta midthalsnov med ovalt novhode. Denne typen har hatt utbredelse i Valdres, og Håvar G. Aabol har i sin egen bacheloroppgave «Kva kan 1700-tals lafta bygningar fortelja om korleis dei vart lafta?» fra 2022 nevnt at den også kalles «Øsjenøv» og «Hjertnov». Til akkurat denne tømringa var det derfor naturlig at Håvar ble leid inn som veileder i en uke.
Selv om jeg ikke på noen måte kan kalle meg selv fullt utlært eller erfaren i utforminga av denne nova, skal jeg forsøke å beskrive hvordan man former en veggstokk, lager underhogget/»nakkeskåra», meddrar og feller den ferdig i overhogget på stokken under. Valget falt på en kinnung eller «kjevle» på dørveggen, siden den korte lengden på stokken (2,6 m) gjorde det lettere å manøvrere den og dokumentere prosessen uten hjelp.
Verktøyet som er brukt er: -Loddfjøl -Sotsnor -5″ bile -Huggøks/smaløks -Pjål -1″ tappjern -Passer
KINNUNG Stokken ble lagt med kuven opp, og med sotsnor ble det slått en strek på langs både over og under for å markere senter. Deretter ble sidene rydd om lag en alen innover, for å få stokken 8″ bred i vegglivet gjennom nova. Enden av novhodet ble formet til en 6″ oval ved å slå en bue med passer så det ble etterlatt en 2″ bred flate både over og under stokken. Etterpå ble novhodet formet med øks og pjål like inn til det som blir senter veggliv, 8″ fra enden. (Fig.1) Nå ble også skår for innfelling av beitski hugget ut, ca 2 ½» bredt og 3″ dypt, i motsatt ende av stokken. Deretter bar det opp på veggen.
Fig. 1. Forma stokk. Foto: Dag Einar Stenseth
UNDERHOGG/NAKKESKÅRE Kinnungen ble lagt på plass i overhogget til møtende stokk på langvegg, og sidelengs plassering ble bestemt av å lodde senter ned langs novhodene under. Stokken ble satt opp med lik stikkhøyde/fallhøyde mot omfaret under, og som et utgangspunkt for å merke opp underhogget, trakk jeg to loddstreker opp på siden av kinnungen fra kantene av den 2″ brede flata på toppen. Med passeren ble stikkhøyden nå brukt til å merke punktene hvor kinningsflatene skulle ende mot loddstrekene, og kinningsvinkelen ble overført ved parallellforskyvning med en tommestokk med passende antall blad slått inn for å få rett mål. Ifølge Håvar var ikke barken ment å fylle overhogget nøyaktig; på referansebyggene han hadde undersøkt i tilknytning til sin egen bacheloroppgave var det godt rom imellom, og derfor ble barken merket med stikkhøyden minus den faste meddragshøyden (19 mm), samt en ekstra centimeter. Deretter ble stokken snudd og nakkeskåra hugget ut, med barke og det hele. Så ble stokken lagt på, klar for meddrag og maur (Fig.2)
Fig. 2 Foto: Dag Einar Stenseth
Meddraget ble ført systematisk rundt hele stokken, og utenfor veggen ble det lagt til om lag en halv centimeter på høyden, for å få luft mellom novhodene. Kinningene var ganske bratte, så etter noe prøving og feiling kom jeg frem til at en maur på 4 millimeter passet best. Deretter ble stokken tatt av og lagt opp ned, og holdt trygt og sikkert i posisjon av det store v-forma overhogget i stokken under, ble medfaret og siste finish i underhogget gjort med den smale huggøksa. Deretter ble kinnungen lagt på plass.
OVERHOGG
Fig. 3 Foto: Dag Einar Stenseth
Det v-formede overhogget ble nå merket opp og hugget ut. Det dypeste punktet i skåret kommer midt i vegglivet, og dybden er om lag halve høyden av oppsåta. Hele skåret er 8″ langt, akkurat det samme som diameter av veggstokken som blir felt ned i den. Deretter ble kinningene merket opp. De to innenfor nova er lengst, og hugges i et plan fra et punkt 10″ inn fra senter veggliv og med hele stokkbredden på 8» mellom disse, opp til kanten på overhogget 1″ ut fra senterlinjen, og ned til et punkt om lag 1» nedenfor overkant på oppsåta på stokken under. Kinningene som kommer utenfor vegglivet hugges også i et plan, og dette planet merkes ut fra et punkt i andre enden av overhogget og 1″ ut fra senter, ned til den samme høyden under oppsåta nedenfor, og deretter opp til bunnen av skåret, hvor det skal møte den andre kinningen (Fig. 4). De ytre kinningene blir dermed mindre, og skal ikke være synlige. De justeres senere om nødvendig så novhodene blir jevne, og gir det hele et ryddig, pent utseende.
Bygging av naust til Snåsa kommune med «innerjamnvegg» som regnes som en lokal tradisjon.
Vi tar i år igjen opp et nytt kull med studenter til vårt studieprogram i tradisjonelt bygghandverk. Nytt av året er at vi gjennomfører et søkerseminar på nett Onsdag 11. februar kl. 17, og det vil glede oss å møte interesserte der.
På læringsarena Stiklestad hadde vi besøk av Jarle Hugstmyr, han var instruktør for oss den første uka av praksisperioden vår. Oppdraget hans var å veilede oss i prosessen med lage glass høvel for en produksjon av 20 vindusrammer til Husmannsplassen Rye som står på Stiklestad museum. Vi hadde som forbilde ett typisk vindu vi ofte finner i trønderske hus fra 1800 tallet. Vi ønsket å fordype oss i en produksjonsmetode hvor man høvler sprossen fra siden, slik at kittfals og profilering skjer samtidig. Samme høvel brukes for å høvle kittfals og profilering i ram tre.
Dimensjonene på vårt forbilde er:
Bredde ramtre 45 mm
Tykkelse ramtre 32 mm og sprosse 30 mm
Tapp og sliss 8 mm
Høvelstokk
Vi hadde høvel tenner levert av Lien smie, de var bestilt som filbar noe som betyr at herding og anløping er utført slik at ei vanlig fil biter i stålet. Dette er veldig gunstig med tanke på at vi skal forme stålet ganske mye.
Jeg startet med å måle bredden på høveltanna og la til 16 mm, da fikk jeg en bredde på 50 mm som da ble bredden på høvelstokken. Inspirert av en gammel høvel Jarle hadde med valgte jeg at høyden på høvelstokken skulle være 68 mm. Jeg kappet 2 fine emner av bjørk på lengde 33 cm og dimensjonerte disse til dimensjon 50 mm bredde og 68 mm høyde. Jeg valgte ut det beste emnet og merket meg den siden emnet var best og høvle på, jeg merket oversiden av høvelstokken slik at retning og sålen er bestemt. Det beste emnet skulle bli til glass høvelen min. Det andre emnet skulle bli til det som kalles mor høvel.
Mor høvelen har en omvendt profil som man kan bruke til å høvle ut sålen på glass høvelen.
Jeg starter med å ta ut spon rommet i emnet som skal bli mor høvel. Senga er 45 grader, kjakene er 8mm og grades ned til 4 mm i bunn , kilegangen 35 grader.
Sålen på mora
Nå må det tas noen valg i forhold til de vinduene vi skal lage, først må vi bestemme størrelsen på kittfalsen. Det er ønskelig at kittet ligger 45 grader mot glasset og siden vi skal bruke 3 mm glass valgte vi en høyde i kittfalsen på 11 mm. Vi valgte ut fra vinduet vi har som forbilde, en bredde på 7 mm i kittfalsen. Totalt skal sprossa ha en høyde på 30 mm, og siden vi har brukt 11 mm på kittfals er det 19 mm igen til platte og profilering. Ut fra vårt forbilde valgte vi at platten skulle måle 10 mm. Det er verdt å merke seg at bredden på platten bør være litt bredere enn tapp/sliss i ramtre, hadde vi for eksempel valgt en platte på bredde 8 mm, ville det blitt sårbart for hull i gjæringen mellom sprosse og ramtre. Med platte på 10 mm fikk vi 9 mm til profilering. Profilene i forbildet vårt er en Staff og en liten hulkil.
Her er ser vi målene på sprossa som ligger i glass høvelen, det er disse målene man må ha klart forhold til før man kan lage sålen på mor høvelen. Man må må ta høyde for at tanna i mor høvelen vil stikke litt ut fra sålen og påvirke målene når den skal høvle sålen i glass høvelen, man kan godt runde ned en mm i målene for sålen i mor høvelen.
For at man skal være sikker på at målene stemmer og for at man kan planlegge hvordan man vil høvle ut sålen på mor høvelen, er det lurt og tegne den i ett litt stort format, det letter prosessen mye.
Jeg bruker en fals høvel for å sette av de eksakte breddene og dybdene på de flate kantene, jeg bruker en liten Sems for å ta meg ned mot det som skal bli profiler. Arbeidet med profilene er enklest om man benytter en kloss for å legge an profil høvlene mot, denne enkle og effektive teknikken demonstrerte Jarle for meg etter at jeg hadde knotet litt på fri hånd.
Ett land ble skrudd til mora, høvel tanna ble formet på smergel, filt og brynet slik at vi kunne høvle sålen på glass høvelen.
Glass høvelen
Det beste emnet merket jeg opp for uttak av seng, kjaker, spon åpning og spon rom. Det er verdt å merke seg at sålen skal stikke 17 mm ned i emnet, man må ta hensyn til dette når man bestemmer spon rommet. Jeg tok høyde for at senga blir litt romslig slik at tanna kan justeres noe sideveis. Når spon rommet er tatt ut høvler jeg på sålen med mor høvelen. Man må høvle så langt ned at man kan få ett land. Mitt land satte jeg på venstre side av høvelen, landet stikker ned ca 5 mm. Glass høvelen har en dybde-stopp i midten av sålen, det er platten i sprossa som utgjør dybde-stoppen. Dette er vist lengre ned i teksten under bilde av tanna.
Kilen
Jeg finner meg ett emne av bjørk som er noe lengre enn den lengden kilen skal få, dette er for at det skal gå an å spenne fast emnet i høvelbenken med en hold-fast. Jeg retter emnet og får rette vinkler. Jeg risser opp ca 10 grader på emnet, sager etter risset, legger emnet oppå ei litt tykk fjøl (1 tomme) slik at enden på emnet mitt stikker litt ut fra enden på fjøla, da kan jeg enkelt høvle siste biten ned til risset med en stuss høvel. Nå kapper jeg lengden på kilen med litt overmål med tanke på tilpasning mot kjakene.
Kilen skal stramme jevnt på tanna og stramme jevnt på begge kjakene, når kilen er helt jevnt tilpasset er det nesten så den fester seg bare med å klemme den inn med fingrene. Når man setter inn tanna og strammer kilen og holder høvelen opp mot lyset skal det ikke være mulig å se lys mellom senga og tanna, dette er en god målestokk for å se om senga er plan i forhold til tanna. For å sjekke planet i senga kan man sverte baksiden av tanna med en blyant, og gni tanna frem og tilbake mens man presser den mot senga, dette vil gi sverting i senga og indikere om tanna ligger jevnt.
Kilen kan med fordel være en anelse for bred i forhold til veggene i spon rommet slik at den tetter godt mot sidene og ikke tillater spon å kile seg fast. Er det en liten glippe kan man være sikker på at det kiler seg spon. Det er veldig viktig at man er nøyaktig med tilpasningen av kile, kilen er utrolig viktig med tanke på høvelens funksjon. Ligger ikke tanna med jevnt trykk mot senga kan man få vibrasjoner under høvling. En dårlig tilpasset kile kan gi kiling/pakking av spon, noe som vil være til stor irritasjon under høvling.
Armene på kilen skal stramme mot sidene i spon rommet, armene skal følge formen på kjakene. På denne kilen er arma på høyre side justert litt på lengden, dette for at jeg hadde noe utfordring med pakking av spon under høvling av profilen i sprossa. Små justeringer er det som kan velte lasset i forhold til en god og en mindre god høvel. Ofte kan utfordringer skyldes kilen.
Tanna
Jeg sverter fremsiden av tanna med en tusj, setter den i høvelen og merker i tanna etter sålen med risse nål. Dette etter tips fra Jarle, og det viste seg å fungerte godt for meg. Risset blir tynnere enn å sette strek med tusj/penn og det forsvinner ikke når man avkjøler tanna i vann under smerglingen.
Jeg setter tanna 90 grader ut fra smergelen og tar meg ned til nærheten av risset, på dette viset slipper man å ta hensyn til tynne små kanter, som lett kan bli blå og miste noe av herdingen, denne metoden gjør at man får fjernet stål litt raskere. Når jeg har nådd i nærheten av risset setter jeg tanna ca 35 grader på smergelen og sliper sånn at eggen får en frivinkel på 10 grader i forhold til at senga er 45 grader. Jarle viste oss at dette godt kan gjøres enklest på frihånd.
For å file tanna til den formen man vil ha, er det viktig å kile den fast i høvelen slik at man får så nøye referanse som mulig. Siden man må ut og inn med tanna flere ganger er det fristende å holde den fast med tommelen mens man sikter, men dette gir ikke god nok nøyaktighet etter min erfaring.
Etter smergelen jobber jeg med forskjellige filer for å komme så nærme sålen i form som mulig, det er viktig at alle kanter og profiler får en fri-vinkel slik at tanna tar godt i hele profilen. Tilslutt jobber jeg med forskjellige bryner. Fremsiden av tanna planes og brynes. Midten av tanna er tatt ned til under nivået på sålen, dette for at platten, som er i midten av sprossa er dybde stoppen på glass høvelen.
Forming av tanna kan være en møysommelig prosess, men det er viktig å ta seg tid til alle detaljene. Det er tanna som til slutt bestemmer hvordan sprossa og ram treet blir tilslutt. Jeg bruker forskjellige filer i forminga, de filene jeg bruker mest er en liten trekantet fil og ei rund motorsag fil.
Tilbehør
Sprossen høvles først på en side, da ligger den godt på den flate siden under høvling, så må man snu sprossa for å høvle den andre siden, da er det vanskelig å få den til å ligge stødig på høvelbenken.
Jeg har tidligere lagd en kasse for å dimensjonere emner til vindus produksjon, på baksiden av denne kassen lagde jeg ett spor med hjelp av mor høvelen, dette sporet følger formen til sprossa slik at den kan ligge stødig under høvling.
Sprossa ligger stødig under høvling. Midten av høvelen, nærmere bestemt platten i sprossa utgjør dybdestoppen i høvelen.Jeg lagde også ett spor jeg kunne legge ramtreet i under høvling.Ramtre og sprosse sammenføyd.
Oppsummering
Glass høvelen var komplisert, men utrolig interesant å lage. Høvelen inngår i ett system vi har forsøkt å gjenskape fra tradisjoner forbundet med vindus produksjon fra 1800 tallet, diverse merke verktøy og jigger er en viktig del av systemet. Jeg og Ludvik Kringen Bye hadde gleden av å lage til sammen 20 vindusrammer med hver vår glass høvel, etter noe småjusteringer på tann og kile så gikk høvlene våre veldig godt. Det viser seg at det er de små detaljene som avgjør om en høvel går godt.
I følge vår instruktør Jarle Hugstmyr så er det viktig at «øynene får sitt». I dette legger han at utsmykning av høvelen er også viktig, noe som også viser seg å ha vært viktig for håndverkerne før oss. Jeg valgte å kopiere utsmykningen på den gamle høvelen Jarle hadde med
På læringsarena Stiklestad 2024 har vi vært 3 studenter som har hatt i oppdrag å rekonstruere husmannsplassen Rye. Bygningen består av en sammenbygd stue og uthus fra Rye under gården Snausen i Leirådalen fra ca 1850. Bygningen ble flyttet til Stiklestad museum i 1972, den består av ett tømret bolighus og ett uthus bygd i en stavkonstruksjon. Siden tomta bygningen ble plassert på i 1972 har blitt utsatt for erosjon fra en bekk, og det var store setningsskader i uthuset, ble det besluttet å flytte husmannsplassen til en ny tomt på museet. Boligen ble flyttet hel, mens uthuset måtte rekonstrueres.
Her er husmannsplassen under oppføring på sin nye tomt.
Vi startet med planleggingen av hvor mye, og hvilke materialer vi måtte ha, slik at vi kunne ta turen til skogs å hogge grantømmer. Vi trengte: staver, syll, stavline, raft, golvåser,strever,sperrer,takåser,tro, lekter og kledning.
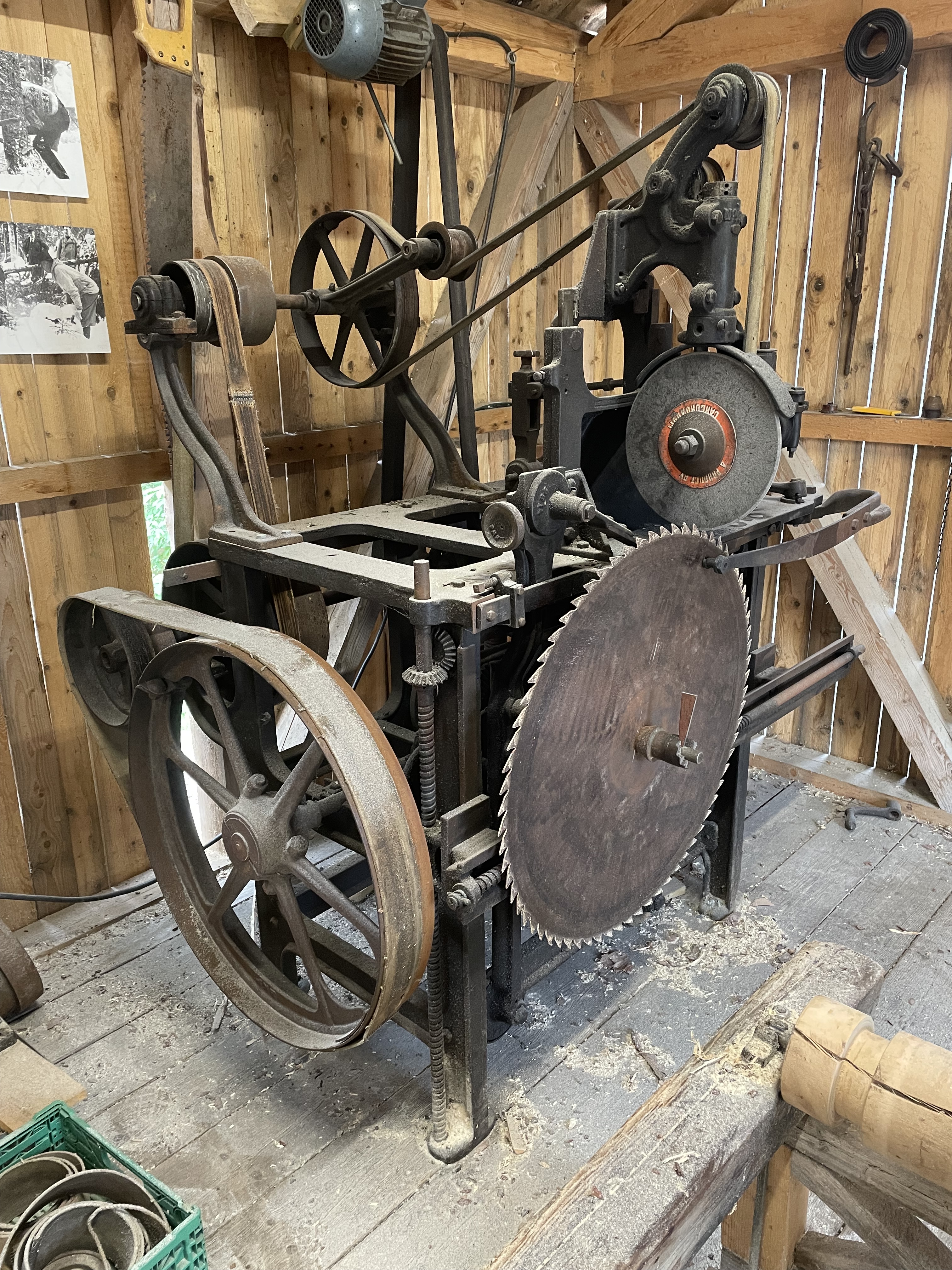
Mye av dette virket skulle vi sage på Strådalssaga, en rekonstruksjon av ei sag som sto i Strådalen i Verdal og som nå befinner seg på Stiklestad museum. Til å hjelpe oss med dette hadde vi med oss Ottar Staberg, han har lang erfaring med bygdesagbruk og har saget mye på lignende sager som den vi skulle bruke.
Strådalssaga har i dag en elektrisk motor med rem-overføring til en sagspindel av stål med remskive av tre. Hastigheten på sagspindelen er ca 1200 omdreininger i minuttet, diameteren på sagbladet bør være fra 700mm til 800mm. Sagbenken ligger på bæreruller og styreruller av tre, benken drives av ei sveiv, så saga har manuell mating. Dette er en type sag som er å finne på enkelte gårdsbruk, og kan også finnes som bygdesag, hvor flere i bygda kunne gå sammen om ett felles sagbruk. Tilgjengeligheten på strøm hadde stor innvirkning på utbredelsen av slike sagbruk. Jeg vil anta Strådalssaga er representativ for sagbruk ca 100 år tilbake i tid.
Jeg vil ikke gå dypt inn på de tekniske spesifikasjonene eller historien omkring sagbruk i Norge på starten av 1900 tallet, men jeg vil skrive om de innkjøringsproblemene vi hadde, og hvordan vi fant løsninger og svar på problemene.
Styreklosser.
I fremkant av sagbladet er det to klosser av tre, en kloss på hver side av bladet. Disse sitter på stag av stål med gjenger og innstillingshjul som gjør at klossene kan stilles tett inn til bladet, men ikke så tett at det skaper friksjon og varmgang. Styreklossene må stilles mens bladet er i fart, det er på grunn av strekkingen i sagbladet. Når spindelen har en hastighet på 1200 omdreininger pr. min, må bladet være strukket for den samme hastigheten. Strekkingen gjør at bladet blir helt rett først på 1200 omdreininger. Med mindre hastighet kan bladet bli en anelse skeivt og skape problemer under saging. Når stokken entrer sagbladet og matingen er hard, vil omdreiningstallet på spindelen gå ned, da er styreklossene til hjelp for å holde sagbladet beint.
Styreklossene justeres med å skru på hjulene på høyre side når saga går, bladet er strekt for 1200 omdreininger i minuttet og er helt beint med den farten, stor forsiktighet og rolige bevegelser er anbefalt under denne prosessen. Styre klossene justeres så tett til bladet som mulig, uten å skape friksjon.
Vi hadde problemer med at klossene lå helt parallelt med sagbladet slik at det gav store anleggsflaterpå begge sider, noe som igjen kunne skape varmgang i bladet. Klossene var også utformet slik at det lett kunne legge seg sagflis imellom bladet og klossene. Vi hadde problemer med varmgang og strevde med å få saga til å gå godt. Løsningen ble at vi forandret formen på klossene, vi plasserte dem litt fra Paralellen med bladet slik at det kun ble overkanten av klossene som lå mot sagbladet som igjen førte til mindre friksjons flater. I tillegg formet vi en skrå kant i overkant av klossene slik at sagflis kunne ledes vekk fra sagbladet. I sum gjorde dette saga mye bedre å bruke. En del prøving og feiling hadde gjort at noen sagblad var varm kjørt, det kunne man se av blå flekker på bladet hvor det har utviklet seg varme. Har man slike blå flekker er det ett tegn på at strekken har gått ut og bladet må strekkes på nytt. Å strekke sagblad får man gjort hos spesialister som også driver med kvessing og reparering av blad.
Vår instruktør på læringsarena Stiklestad Håvard Stuberg hadde klart å sette sammen en gammel maskin for kvessing av sagblad, maskina er representativ for den tradisjonen vi jobber i og det var utrolig givende å sette på ett ny-kvesst blad på saga og lage en litt grov som sagskur, som man kan se igjen på eldre materialer.
Denne maskina har Håvard Stuberg fått satt i stand og justert slik at sagbladene kan slipes på stedet. Slipe maskina er plassert i et hjørne inne i Strådalssaga.
Sagfører/bakmann
Selve sagingen av tømmeret ble også gjenstand for diskusjon, samt litt prøving og feiling. Vi startet med å tenke effektivitet i å få minst mulig håndtering av tømmerstokken, dette er teknikker som kan utføres på moderne sagbruk med større motor, i våre forsøk på Strådalssaga viste det seg at vi måtte la saga bestemme tempoet. Jeg vil beskrive hvordan vi utførte sagingen, ut fra de forutsetningene som ligger i saga.
Vi startet med å legge opp stokken slik at vi kunne sage av tunnurn (tennarn), dette for å ta vekk noe av spenningen i tømmeret, samt at vi får en rett anleggsflate som stokken kan ligge på under videre saging. Sagføreren står fremst ved sagbladet, og er den som bestemmer tunnur, og hvordan man legger opp saging for å få mest trelast ut av hver enkelt tømmerstokk. Vi hadde som mål å få utnyttet 65% av tømmerstokken til trelast. Resten ble ved. Vi valgte å ta inn tømmeret med toppen først, dette er for at det er toppen som bestemmer hvordan sagingen bør utføres. Vi utførte sagingen slik at vi fikk en blokk på høyde 5 tommer og sto igjen med 2 relativt store baker vi kunne få ut både bord og lekter av. Grunnen til at vi endte opp med å lage en blokk på høyde 5 tommer var at vi skulle ha ut en god del 5 tom/ 5 tom med marg i senter, og etter en del prøving og feiling viste seg å være passelig overkommelig for saga. Stokken legges opp slik at man sager parallelt med margen.
Stegvis fremgang under saging :
Tømmerstokken rulles opp på sag benken med toppen mot saga, sagfører ser an tunnur, vurderer avstand fra marg og ut til sagskjæret. I dette tilfellet er det passelig med 7 tommer. Dette signaliseres til bakmann som flytter stokken i bakkant til 7 tommer fra marg til sag skjær. Bakmannen slår fast en hake i stokken så den ligger stødig. Sagfører starter sagingen med å sveive sag benken frem mot sagbladet, dette etter å fått signal fra bakmann om OK.
Når tunnurn er sagd av trekker bakmannen sag-benken tilbake, slår løs haken og bidrar med å få lagt stokken ned på den sagde flata. Sagfører og bakmann legger stokken slik at det er 2,5 tomme fra marg ut til sagskjæret, sagfører starter å sage når bakmann signaliserer OK. Her blir det en stor bak vi kan sage opp senere.
Bakmannen trekker sag benken tilbake, sagfører stiller fensvalsen (anlegget) til 5 tommer, bakmannen legger opp stokken 5 tommer utenfor sagskjæret og signaliserer OK slik at sagingen kan starte. Her oppdaget vi ting som var avgjørende for sagingen. Det er spenninger i stokken som utløses under saging, bakenden på tømmerstokken må kunne bevege seg ut fra eventuell bøy etter spenninger. Bakmannen har her en viktig jobb i å passe at stokken får gå litt på benken samtidig som man hele tiden har godt anlegg mot fensvalsen. Her feilet vi i starten da vi trodde at bakmannen måtte prøve å holde stokken akkurat på 5 tommer, det førte til utrolig stor påstand på sagbladet og resulterte i varmgang. Det finns opprinnelig to metallplater på tvers av sag benken, disse var tatt av siden det var oppfattet som ett problem at stokken skled lett på disse grunnet snø og is, da vi oppdaget at det er meningen at stokken skal kunne bevege seg på sag benken, monterte vi på disse igjen.
Bakmannen trekker sagbenken tilbake, her er det lurt at den avsagde baken blir med benken i retur, siden den skal sages opp senere. Nå kan man legge ned stokken på flasken og man har ei blokk på 5 tommer høyde.
Illustrasjon av blokka med forslag til hvordan vi ønsker å sage, dette må kommuniseres fra sagfører til bakmann.
Man kan velge å sage ut to stk 1 tom/5 tom bord før man sager ut 5 tom/ 5 tom. Tilslutt kan man få ut 1 tom bord, pluss ett spikerslag 2 tom / 3 tom. Dette vurderes av sagføreren. Med denne metoden er det sannsynlighet for at bordene og 2 tom/3 tom får flat-bøy, noe som er lettere å håndtere enn kant-bøy. Når stokken er sagd opp har man to relativt store baker man kan utnytte til det som må passe.
Ottar Staberg, Anders Gunleiksrud og Ludvik Kringen Bye i gang med å sage en bak.
Vi var til tider 3 stk som opererte saga, i tillegg til sagfører og bakmann hadde vi en som tar unna ferdig saget trelast og bak. Denne tredje personen var utstyrt med en lekt som var hogd kil i en ende, denne lekta kunne settes ned i sagskjæret når stokken kommer ut av saga for å avlaste spaltekniven, slik at virket ikke klemmer på sagbladet. Spaltekniven skal egentlig greie denne jobben, men av og til var det hensiktsmessig å avlaste den litt, særlig på stokker med mye tunnur og de gangene det var skikkelig stort tømmer som kom inn på saga.
I ett miljø med mye støy er god og tydelig kommunikasjon viktig, særlig kommunikasjonen mellom sagfører og bakmann viste seg å være avgjørende for ett godt resultat. Rolige bevegelser og tydelig se at makker er klar for neste steg før man foretar seg forflytninger av stokk eller sag bord. Saga er ett verktøy hvor det finnes rikelig med muligheter til å skade seg selv eller andre, selv om Strådalssaga er ei lita sag er det store krefter i sving. Før oppstart er det viktig at alle involverte er informert om faremomenter, og har forståelse av prosessen før man trykker på start. Vi hadde tørr trening før oppstart slik at alle forsto prosessen, og vi hadde heldigvis ingen uhell underveis.
På læringsarena Stiklestad har vi i år jobbet med rekonstruksjon av en kombinert vinkelbygning fra Husmannsplassen Rye i Verdal. I prosjektet har vi gjenbrukt to lafta kasser, hvor den ene er boligdelen og den andre er en liten fjøskasse. Reisverket vi hadde som oppgave å sette opp, hører inn under systemet Trøndersk sperreverk. Underveis i prosessen, kikket vi på gamle bilder fra husmannsplassen for å prøve å forstå konstruksjonen. Vi reiste også litt rundt i nærområdet for å studere tilsvarende bygg. I dette innlegget har jeg valgt å ta for meg streving som tema og da i form av plassering og funksjon.
Husmannsplassen Rye(Verdal) Av bildene kan vi skimte to skrå-strevere bak kledningen.
Håkon Fjågesund skrev her et innlegg om ‘’Stramming av strevar i Nordmørsk Stavline’’ i 2017, som kan være verdt å lese for å få forstå betydningen av begrepet ‘’stramming’’, som jeg kommer til å nevne en god del i dette innlegget. Jeg har gått i samme læra (Næminge-ordninga) på Nordmøre som Fjågesund og har sett på mange stavline-bygninger med ulike løsninger for skråavstiving i Nordmøre-regionen. På Nordmøre har vi nesten funnet alle former for felling av strever eller band. Den mest vanlige er kanskje strever med tapp opp i stavlina og ned i sylla, slik som Håkon skriver om, men vi har også sett former for snedband/band med felling fra stav og opp i langtømmer eller tverrtømmer. Vi har funnet strever som er slått inn som rekspon oppe i stavlina med en plugg igjennom og kun plugg nede i sylla. Vi har strevere som står på tapp oppe, men som er slått inn fra siden nede i sylla og festet med plugg eller spiker. Vi har også funnet former for stikkband som står fra syll til stav. I samband med disse har reisverket vært felt sammen som et laft med novskaller og det ser ut til å være gjenbruk av laftetømmer, og vi kan dra en parallell til skjelter-konstruksjonen. Det er helt tydelig at det ikke er en fasit for hvordan man sikrer et bygg for vind, men noen likhetstrekk er det. Hva har håndverkeren egentlig tenkt?
Tre måter å felle strever ned i syll. Hvor alle er felt likt oppe med tapp. Fra venstre: Rekonstruksjon av Rye, Naust Aure(Nordmøre), Låve i Levanger(Her er det ingen tapp ned i sylla, kun forsats og spikring.
Jeg skriver konsekvent ‘’strever’’, da dette er ordet som blir brukt i Trøndelag. Å streve betyr å stritte eller stri(imot) eller å arbeide tungt, noe som passer godt med formålet. Jon B. Godal skriver ‘’I hus er det ein klar tendens til at det heiter band, skråband eller snedband når dei er nagla, og såleis kan ta strekk. Dei som er sette for å berre ta trykk heiter gjerne spenn eller strevar’’-Beresystem 2018 s. 261. Jeg har enda ikke funnet det som i definisjonen til Godal heter band her i Trøndelag, men det finnes helt sikkert eksempler på dette.
Som nevnt ovenfor, kan det være store variasjoner i felling av strevere innad i et forholdsvis lite geografisk område. Det som stort sett går igjenn er at streverne ofte står i tilknytning til hjørene på et bygg og at de står parvis og jobber mot hverandre. Når det er snakk om større bygg, finner vi også et eller flere ‘’strever-par’’ mellom de på hjørnene.
På bildet ser vi et av de få unntakene hvor streverne ikke jobber mot hverandre, men i samme retning. Bygget er en høy-løe fra Mule(Levanger kommune).
Streveren står alltid i en eller annen vinkel. Noe som er en forutsetning for at den skal ta opp horisontale krefter, i motsetning til stavene som jobber med vertikale krefter. Men kan streverne også ta opp vertikal last?
Vinkelen på streverne er nært knyttet opp mot vind og kanskje så spesifikt som vindforhold akkurat der hvor bygget står. Slik som eksempelet over fra Mule, hvor streverne jobber mot vestavind og ikke er beregnet på vind fra øst.
På Nordmøre og langs kysten av Trøndelag, er det mange steder som er forholdsvis værharde. Det vi ser her er at streverne ligger mer og er nært 45 graders vinkel. På kysten legger det seg minimalt med snølast på takene og det er derfor mindre behov for at streverne skal være med å bære de vertikale kreftene sammen med stavene.
Ei lita Trønderlån ute på Garten(Ørland kommune). Her er det flatt og åpent ut i havgapet, og vinden kan ta godt tak. Streverne i andre etasje er nært 45 grader.
Kommer vi lengre inn i Trøndelag kan det oppstå mere snølast og vi finner oftere strevere som står mere ‘’oppreist’’. Det typiske er at de står i forholdet 1 på 2. Altså to lengder opp og en lengde ut, som tilsvarer ca. 63 grader, men her er det heller ingen fasit. Det er sjeldent å finne strevere som er brattere enn 63 grader, men det ser ut til at vinkelen ofte er gitt hvor god plass det er.
Bilde fra en større kornlåve i Børsåsen(Levanger kommune). Streverne står med litt ulik vinkel og det er begrenset med plass.
Når streveren står nært opp mot 63 grader kan de nesten fungere som en stav, ved å føre laster ned mot fundamentet. Og dette har nokk håndverkeren hatt i bakhodet. Vi finner ofte at streveren går opp i punkter hvor det er fare for nedbøyning. Dette kan være steder som under rafta, for å korte ned spennet mellom stavene eller i tverrvegger eller samhald hvor det er store spenn. Ofte finner vi at streveren står oppunder der hvor sperrebukken treffer samhaldet/puta. Her kommer det store laster ned som potensielt kan bryte av ved fellinga mot rafta. Ved å sette strever under her, vil det lette trykket noe voldsomt.
Her ser vi tre eksempler på å utnytte streverens evne til å ta opp vertikal last. Bildene er fra samme kornlåve i Børsåsen. Bygd rundt 1936.
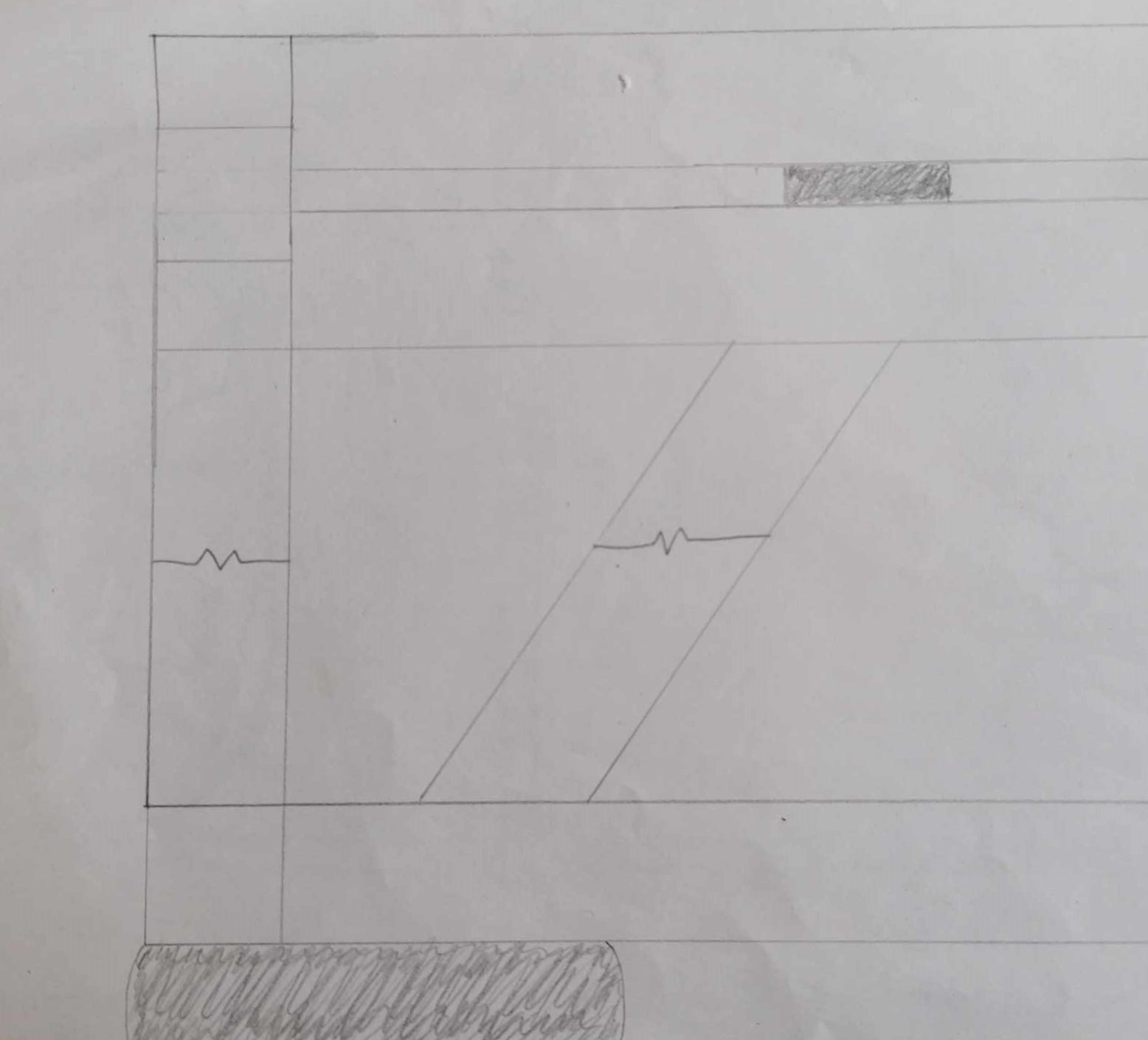
Ved å utnytte streverens mulighet til å ta opp vertikale krefter. Har vi også en sjans til å opprettholde en form for stramming over tid. Om man strammer en strever mot to bygningsdeler som ‘’gir etter’’. Vil strammingen på et vis forsvinne. Derfor er det viktig at punktene hvor streverne treffer er ‘’solide’’. Dette kan gjøres i form av fundamentering med stein under syll og kloss mellom over- og under-knepper(illustrasjon). Vi klarer selvsagt å låse av noe ved å stramme ned med jekkestropp eller tau, for så å spikre kledning for å låse av, men på sikt vil spikeren gi etter og strammingen vil gå tap. Tyngdekraften vil derimot aldri gå tapt, så ved å plassere streveren i en bærende situasjon, vil strammingen kunne opprettholdes i det evige!
To »solide» punkter markert i grått. Den ene er stein under syll og den andre er en avstands-kloss mellom langtømmeret. Disse punktene er essensielle for å opprettholde stivhet.
Det finnes mange eksempler på kornlåver og høyløer som har gått i vinterstormen fordi de ikke lenger har vært lasset ned med årets avling. Bygget blir for lett og det blir slakke i sammen fellingene som gjør at strevingen ikke lenger fungerer. Hvis bygningsdelene først begynner å ‘’slamre’’, vil di på sikt blir løsere og løseren fordi vindpåkjenningene vil slå de i stykker over lengre tid. Det er dette som er en av hoved-hensikten med å ‘’stramme opp’’ et bygg. For å unngå mekanisk slitasje.
På læringsarena Stiklestad har vi hatt noen av disse tankene i bakhodet når vi har jobbet med streving av vinkelbygningen.
Fra arbeidet på læringsarena: Når vi plasserte streverne her. Valgte vi å tenke fra toppen og ned. Vi ønsket å understøtte det svake punktet der storsperra kommer ned med taklasten. Denne vekten ville vi føre helt ned i fundamentet(markert med rødt) og vi opprettholder strammingen/stivheten over tid.
Kilder:
–»Beresystem i eldre norske hus» 3.utgave. av Jon B. Godal. 2018
–»Beresystem i eldre norske hus» 1.utgave. av Jon B. Godal. 1994
–‘’Stramming av strevar i Nordmørsk Stavline’’ av Håkon Fjågesund. 2017
På læringsarena Vestland driv vi med eit bygg i tungt bindingsverk. Instruktør er Robert Klumpp som har lang erfaring med desse bygga både frå den tyske og den norske tradisjonen. Dette er eit arbeidssystem som har opphav i ein stor handverkskultur med tidlege ordningar for utdanning og handverkslaug. Ein merkar at kunnskap i matematikk og geometri er meir framtredande i dette systemet enn i stavlinesystemet, spesiellt når ein kjem til takkonstruksjonen med hengeverk og skifting. Vi veit likevel at dette var vanleg kunnskap også i Norge då det låg inne som ein vesentleg del av svenneprøva for tømrarar fram til industrien etterkvart tok over produksjonen av takkonstruksjonane og det etterkvart vart mindre aktuelt å utføre utreikningane på byggeplass. Desse bygga er tenkt på ein litt annan måte enn våre. Der vi brukar strevarar og kledninga som stivande prinsipp, er det her djupe tappar og plugging som gjeld. Tradisjonellt er desse bygga helst utmurte med tegelstein og leirmørtel. I dei eldste husa kan ein i staden for tegel finne flettverk i tre som er fyllt opp med leire. Den samla tyngda i bygget vil difor verte høg, og dette gjer at konstruksjonen er sterk og stabil når alt verkar i hop.
Det må og nevnas at Robert Klumpp legg vekt på at alle seksjonar skal «spenne», det skal ikkje vere for stramt, men heller ikkje slakt. Balansegangen er medviten og kontrollert gjennom måten delane vert lagt opp og målsett. I prosessen vart det terpa på nøyaktigheit i denne delen av arbeidet. Det grunnleggande er å ha sikre mål og bevisst prosedyre i uttak av stavlengde, tappar og tapphol.
Dette byggesystemet krev at grunnmuren er i vater sidan rettinga av rafta er gjort i syllomfaret via lik stavlengde. Slik sett skiljer dette seg frå td nordmørsk stavline der stav og strevarlengde vert avgjort på tufta. Utmurt bindingsverk finn ein serleg i Oslo og kvadraturen, men og til dømes i Kristiansund, Vågen. Mange av desse bygga er i dag kledd slik at det ikkje er så lett å oppdage.
Teksten er ein stegvis gjennomgang av prosedyra Robert Klumpp går etter når han legg ut veggane, merkar stavar, losholtar, og justerer eventuell vridning.
Overføring av mål.
1. Ein legg svill og raft på bukkar eller i låsbenk for paralelloverføring av mål
2. Stavane delas inn i rom etter mål frå teikning eller plan.
3. Sett inn merke for støtpunkta på skråstivarane
4. Svill og raft leggas ut liggande med rett avstand. Viktig å ha klossar som underlag for å kunne justere. Avstanden settas med målsatt lekt eller fjøl som har rett kant. Råskakken målast inn med å legge ein langfota linjal på sida av lekta. Dette vert nære, eller godt nok til innmåling av avstanden.
Stavane leggas direkte over syll og raft
5. Stavane leggas oftast med rota ned i sylla. NB: Her er det lurt å legge staven slik at ein får ferdig målt inn tapplengde på den eine sida. I dette systemet er det 3’’ tapp.
6. Vridninga i stavane takast opp slik at staven fylgjer sylla nede. I toppen måler ein inn vridningshøgda med passar og set måla av direkte. Dette gjer at tappen opp får rett vridning. Staven sitt ytste hjørne følger rafta slik at veggliv ikkje vert forstyrra, eller at vatn kan trenge inn frå topp stav. (Må ikkje stikke utanom veggliv)
Ferdig merka for uttak av tapp.
7. Lengda på stavane settas av. For å få rett avstreking brukar ein langfota linjal. Det siktas over for å få rett avmerking på oversida av staven.
MERK: Nummerer delane etter det merkesystemet du har valgt deg før du tek dei vekk. Sett merke for svill/utside som er referanseside.
8. Stavane sagas inn for tappane. Det er viktig å fjerne meir ved enn du trur i tappen. Alle streker skal vekk bortsett frå lengdestreken. Der er det halv strek som gjeld. I tillegg skal tappane ha fas alle vegar i enden. Det er betre at dei er noko for tynne enn omvendt når ein skal smette inn mange stavar, losholtar og skråstivarar på same tid.
Stavane settas inn før skråstivarar og losholtar leggas på
9. Når stavane er fjerna veltar ein syll og raft for tapping.
10. Stavane settas inn i hola og deretter strammas det opp med jekkestroppar eller liknande. Tenk plassering av stroppane slik at ein ikkje får nedbøying.
Skråstivar vert merka slik at ein har noko å justere på.
11. Råskakken målast nøyaktig før strevarane vert lagt over og merkas av.
12.Skråstivarar sagas for tapp og leggas inn der dei skal. Viktig: La strevartappen vere litt lang på framsida (skråtapp) for mogleg justering av vinkelen ein siste gong. Bygget strammas opp og diagonalane justerast nok ein gong.
Målelekta vert lagt på. Her står og høgdene for losholtar i tillegg til mål mellom syll og raft.
13. Målelekta med fastmål leggast over og eventuelle losholtar merkas av. Losholtar merkas av for tapp og leggast på bukkar for uttak av tappar.
14. Slepp opp stramminga og snu delane for uttaking av tapphol for losholtar i stavane.
Naglehola vert borra tvers gjennom i alle tapphol. Stavar og losholtar vert lagt inn etterpå og får merke før dei vert tatt ut og borra for seg.
15. MERKSEMD: Alle tapphola borras for nagle tvers gjennom tapphola. Boret skal gå inn i lodd for at det skal vere like mykje ved att på båe sider av tappholet. Det er ca 2cm nedanfor innkanten på desse tappane. Tappane må vere sopass lange som 3 tommar slik at det er nok endeved i tappen til å halde naglen som kjem inn litt forskutt. Dette for at naglen skal tvinge delane ihop.
16. Losholtane leggas inn og bygget strammas og justerast dønn slik at alt stemmer. Det skal vere tett i alle samanføydde flater på utsida, men innsida er ikkje like avgjerande. Det er likevel å strebe etter tette samanføyingar heile vegen.
Boret vert sett inn på skrå og rettas raskt opp. Nagleholet vil bli litt høgt og dermed dra staven nedover og i hop med syll/raft.
17. Kjøyr boren inn i tappen slik at den set av eit merke. Deretter løysast bygget og tappane boras forskutt. Sett boren i merke og start boringa med nok vinkel til at boret grev seg nokre mm oppover før du rettar opp i lodd og borar gjennom.
18. Sjå over at alle delane er nummererte og merka etter plana/merketeikninga. Sett delane vekk og gå vidare.
Studentene i tradisjonelt Bygghandverk er inne i sin siste samlingsuke i emnet TBBY1014 Introduksjon til stavkonstruksjoner. De bygger bærekonstruksjonen til ei hvilebu i regi av Snåsa kommune som skal få plass på et friluftsområde i Viosen, i vannkanten av Snåsavatnet. Bygget er konstruert av vår Morten Pedersen og tar opp i seg flere detaljer fra byggeskikken i Snåsa slik vi har tolket den. Materialene til bygget er hugget av studentene selv i Snåsa og fraktet til anlegget vårt på Kalvskinnet hvor selve byggingen foregår. Byggingen avsluttes denne uken, fredag 24. november.
En av hovedkildene til vårt byggeprosjekt. En tidlig utgave av innerjamnvegg. Pakkhus ved Viosen, Snåsa, byggår ca. 1880.Her ser vi en sperre som er felt ned i innerjamnveggstokken.Rotknær er brukt til avstivning på tvers i bygningen.
Innerjamnveggstokken ligger her direkte på gulvåslaget, trukket litt inn fra vegglivet i bygningen. Sperrene felles ned i innerjamveggstokken og ligger deretter ned på raftstokken, eller stavlina om man vil. På innsiden av innerjamnveggstokken ligger gulvbordene slik at det er vanskelig å se fra oversiden at denne stokken faktisk er trukket litt inn fra vegglivet. Jf. bildet øverst til høyre i galleriet over. Vi har ikke jobbet med byggetradisjonene i Snåsa før og vi tar høyde for at våre benevnelser og språkbruk i denne sammenhengen ikke er helt nøyaktig.
Studentene har i løpet av prosjektet vært i Snåsa og studert gamle brygger og låvebygninger. Videre har de vært hos en lokal skogeier og tatt ut tømmer til byggeprosjektet som senere er hogd til dimensjon og felt sammen til bærekonstruksjonen som sees på bildene lengre ned. Bygget skal reises mot slutten av samlingsuken og deretter merkes, plukkes ned og overleveres til Snåsa kommune som tar prosjektet videre i egen regi. Det er ikke utenkelig at det kan dukke opp flere bloggposter om innerjamnvegg i fremtiden, så følg med!
Vi vil gjerne få benytte anledningen til å takke Snåsa kommune for alle ideer, velvillighet og støtte samt tilrettelegging for at vi kunne få ta del i prosjektet.
Innerjamnveggstokken sees her litt inntrukket med sperrer felt ned på. Under ligger gulvåslaget som hviler på veggliet med raftstokken øverst. Syllstokkene nederst i bildet. Staver er ikke innsatt.
Kultur- og likestillingsdepartementet samarbeider i dag med Klima og Miljødepartementet i tilleggsfinanseringen av Tradisjonelt bygghandverk, både med drift av programmets læringsarenaer og i forskning- og utviklingsprosjekter. Studieprogrammet er løftet frem som et svært vellykket samarbeidsprosjekt på departementsnivå og studieprogrammet berømmes for hvordan de har løst oppgaven med å bruke pengene til god kunnskapsutvikling og utdanning for handverkere i bygningsvernet med fokus på stedegen bygge- og handverkstradisjon
Etter en runde med generell informasjon om studieprogrammets innhold og aktiviteter fikk de besøkende treffe studentgruppen vår som nå er i gang med sitt andre studieår og tema: Tradisjonelle stavkonstruksjoner. Denne høsten skal studentene bygge bærekonstruksjonen i en bygning for Snåsa kommune. Bygningen skal reises i Viosen ved Snåsavatnet og studentene skal være ferdig med sin del av byggingen i løpet av høsten. Under besøket på mandag var de godt i gang med å ry klart tømmeret til huset.
En artig bygningsmessig detalj funnet nesten bare i Snåsa er Innerjamnveggen. Vi skal forsøke å publisere flere detaljer rundt denne detaljen senere. Studentene får også studere tradisjonsbæreren Ole Husås fra Snåsa. Husås har vært gjenstand for et dokumentasjonsprosjekt ved Norsk Håndverksutvikling og interessant videomateriale av Husås i arbeid kan studeres og diskuteres.
Som Trønder, er det naturlig for meg å skrive om ‘’Trønderlaftet’’, Knutnov eller Flatnov som det så fint heter. Dette er i teorien et veldig enkelt laft hvor man kun forholder seg til flater som er i lodd eller vater. Laftet har midthals og tømmeret er ofte rydd eller faset inn på sidene til en gitt dimensjon og derretter felt ned på hverandre med to flater som møtes. Derav navnet ‘’flatnov’’
Det eldste kjente laftet vi har er nært beslektet med flatnova og var benyttet til brønnbygging i Tyskland for over 7000år siden.
Flatnov er det dominerende laftet i Trøndelag og vi finner det over alt og i alle typer bygninger. De laftene vi finner, er ofte ikke så veldig tette. Tettheten gjenspeiler ofte bruken av bygget. Det er spesielt i uthus vi finner de utette knutene, men vi finner også noen bolighus med glissent laft.
Hva som er årsaken til at akkuratt dette laftet har stått så sterkt i Trøndelag, er jeg usikker på. Det at laftet er forholdsvis enkelt og raskt å felle sammen stemmer nokk godt med de store og hurtige utskiftingene som har skjedd på gårdene her på 1700 og 1800 – tallet. Dette er også en tid hvor handsaga og de store »ryarøksene» er i anmarsj.
Jeg vil nå ta for meg lafting av en flatnov med kverk og måssåpip. I dette tilfellet vil jeg vise en metode som er rask og som kan bli forholdsvis tett. Det er en metode som jeg tror har vært benyttet av håndtverkeren på 1800-tallet etter at håndsaga ble tilgjengelig for de fleste.
Dette er en metode som vi studentene sammen med instruktørene på Læringsarena Stiklestad har jobbet med.
Arbeidsbeskrivelse:
Vi har tømmeret klart. I dette tilfellet, furutømmer med minimum toppmål 7’’, stokkene er rydd på to sider til en dimensjon på 6’’(dansk-norske tommer).
Jeg måler ‘’oppstikkene’’ på stokkene jeg skal felle ned på, og ønsker en stokk som er cirka dobbelt så høy som disse målene. Jeg tar også en kikk på fasongen på underliggende stokk og forsøker å finne en stokk som kan passe godt oppå denne uten særlig mye tilpassing.
Her har jeg valgt en stokk som er drygent stor i rota. Dette er for å kompensere med et hjørnet som er litt lavere enn de andre. Stokken er bein.
For å få stokken til å ligge stødig under oppmerking, begynner jeg med og hugge ut noen passende ‘’skvulper’’ i overhugget. Dybdene på skvulpene kan justeres slik at stokken blir parallell med underliggende når den legges oppi. Disse skvulpene har vi funnet i eldre tømmerhus, hvor vi kan se at skvulpen starter ute i mosefaret noen steder.
Denne lille skvulper gjør at stokken ligger overaskende stødig. Det skal ikke være behov for å feste stokken i tillegg.
Når stokken er lagt på plass, kontrolerer jeg først at den ligger paralelt med stokken under. Dette gjør jeg for å få et måssåfar som er jevnt. Den posisjonen stokken nå legges i, vil bli slik den havner i veggen til slutt, og alt handler nå om å flytte stokken nedover i lodd.
Før jeg begynner oppmerkingen, passer jeg på at innsiden av stokken ligger i flukt og i lodd med resten av innerveggen. Stokken er ‘’rydd’’ og derfor litt ujevn. Loddet kan derfor variere litt ut ifra hvor man legger an loddefjøla. Jeg forsøker derfor å finne et ‘’gjennomsnittlig’’ lodd for hele stokken.
Loddefjøla blir brukt til å lodde opp og samtidig passe på at stokken ligger i flukt innvendig.
Stokken ligger nå slik vi ønsker og den ligger såpass godt at vi kan foreta oppmerking. Jeg begynner med å lodde opp bredden av underliggende stokk og fører opp loddrette strek på begge sider ca. halveis opp på den nye stokken. Også her bruker jeg loddfjøla. Derretter lodder jeg ned sidene på den nye stokken og fører linjene et godt stykke ned på underliggende stokk. Dette gjøres også på begge sider.
Neste steg blir å sette av passeren på den avstanden som er mellom stokkene. Dette er avstanden vi vil felle ned stokken for å kunne ‘’medra’’. Passeren viser mengden materiale som må fjernes for at stokkene skal komme inntil hverandre. Denne mengden materiale bør fordeles på over og underliggende stokk slik at begge får en gjenværende hals med nokk styrke.
Passeren er innstilt med fallhøyden og jeg fordeler uttaket på de to stokkene. Jeg passer på å fordele slik at jeg også fjerner all vankant.
Jeg ‘’stikker’’ meg rundt nova med passeren og fører vannrette linjer mellom loddstrekene jeg tegnet opp tidligere, se bilde over. De vannrette linjene fører jeg på øyemål og når jeg har kommet rundt kan jeg kontrollere med passeren, at jeg treffer noenlunde der jeg startet.
Når de fire vaterstrekene er merket på i begge novene, kan stokken rulles 180 grader rundt og jeg kan begynne å sage ut. Det er nå vi må huske på kverken! I dette tilfellet bruker jeg kverk kun på innsiden. Måten jeg gjør det på er å sage 1’’ innenfor oppmerkingen. På utsiden sager jeg etter streken og veden fjerner jeg raskt med en skogsøks/huggerøks.
Her sager jeg meg ned til vatermerkene til høyre på bilde kan vi skimte den opprinnelige merkingen som er 1’’ lengre ut enn sagsnittet. Stokk-enden er til venstre i bildet.
Jeg gjør ferdig underhogget i både topp og rotende. Deretter skyver jeg stokken til side og sager ut overhugget. Overhugget sages etter oppmerkingen og veden fjernes med øksa. Her må vi også huske på å gjøre en uthugging for kverken. Denne gjøres først grovt med øksa før jeg går over med tappjern.
Her ser vi ovehugget fra innsiden.Vi ser at jeg har merket på uthuging for kverken. Denne merkingen følger stokkeformen og bør ripes på med passer under oppmerkingsrunden som ble gjort tidligere.
Stokken kan nå legges på plass og den skal være klar til ‘’medraging’’ Her kan det brukes et hvilket som helst medrag med en bredde som gir et ‘’optimalt’’ mosefar. Til 6’’ tømmer vil jeg ha ca. 3’’ mosefar. Når stokkene nå ligger tett sammen, passer det godt med et medrag på rundt 1’’(26mm). Jeg risser på stokkformen med medraget og husker på å også merke opp mellom novskallene.
Neste steg blir å »medra» kverken. Jeg velger å sette av medrags-bredden på passeren og bruke denne til å parallelloverføre kverken, se bildet under.
Passerspissene må holdes i lodd i begge rettninger, mens man overfører stokkfasongen ved kverken.
Siste oppmerking er i nova. Stokken skal nå felles ned etter høyden på medraget(i dette tilfellet 1’’). Vi må derfor merke av 1’’ uttak inne i nova. Når jeg lafter, tar jeg alltid vekk denne tommen i underhugget. Jeg tar ut ca. ¼’’ i tillegg slik at det blir liggende på i mosefaret og ikke på flatene inne i nova.
Stokken kan nå rulles av og jeg begynner med å hugge ferdig novene og deretter mosefaret.
Bildet viser ferdig overhugg med uttak for kverk. ‘’Måssåpipa’’ er ikke hugd ut enda, vi ser den her på den underliggende stokken.Mosefaret hugges ut etter risset med øks.
Mellom novskallene velger jeg å hogge to flater. Her hugger jeg ca. ¼’’ forbi streken på begge stokkene. Da blir det rom mellom og det tørker opp i mellom regnskurene.
Her ser vi at stokken har kommet på plass.
Flatnov er et raskt og morsomt laft, men om man ønsker et tett bygg ville jeg heller gått for et laft med kinninger. Skal man få dette laftet ‘’tett’’, må man jobbe med helt tørt tømmer. Det tømmeret vi har jobbet med på Stiklestad har vært forholdsvis fersk og vi forventer at det vil krympe. Flatnov er ikke et laft som tillater krymp, for da åpner det seg opp og blir utett. Dette problemet har man valgt å løse med kverk og »måssåpip» som skal hindre vind og vann fra å komme inn. Det skal også nevnes at bolighus her i Trøndelag nesten alltid er kledd på en eller flere sider, for å holde været unna de ‘’utette knutene’’
Bilde viser et innvendig hjørne i bolighuset til Kai Johansen. Det er varierende tetthet i novene.
Kilder
»Om det å lafte. Band 1, Handverk, logikk og prosess»
Utvendig overflatebehandling og malinga av garasjebygningen på Stiklestad
Fargesetting middels jordfargene pigmente (rødt jernoxid). Mange av de tradisjonelle materialene til beskyttelse har vært i bruk i mange hundre år i Norge og flere av disse benyttes fremdeles.
Vi studentene som har læringsarena på Stiklestad har jobbet de siste 2 årene med å bygge opp et garasjebygg i trøndersk stavkonstruksjon utført i tradisjonell håndverksteknikk. Bygningen ble ferdigstilt i løpet av våren 2021. Det som gjensto var å bruke overflatebehandling for å ta vare på bygningen. Påføringen av malinga på de utvendige vegger gjorde vi ikke bare for å konservere, men også for å gjøre huset vakrere, slik huset blitt «føyet inn» på øvre delen av folkemuseets omgivelse, hvor det står den dag i dag.
Her er vi i gang med å lage malinga: koking, riving og blanding av råvarer: f.v. Jorunn Moslet (Malersvenneriet as), student Morten Pedersen (NTNU) og museumshåndverker (SNK) Håvard Stuberg
Vi fikk med oss veilederen Jorunn S.G. Moslet fra Malersvenneriet AS Trondheim, for å gjennomføre prosjektet. Målet med veiledningen var å gi oss en grunnleggende innføring i tradisjonelle overflatebehandlinger, både egenskapene disse produktene har og hvordan man kan gjenkjenne typer tradisjonelle overflatebehandlinger. Vi fikk prøve oss på å lage vår egen komposisjonsmaling, tranmaling og linoljemaling og ikke minst kjenne på påføringen av malingen etterpå:).
Komposisjonsmaling
Er i utgangspunktet et naturprodukt hovedsak fremstilt av vann, rugmel (hvetmel) med klister som bindemiddel som har vært fremstilt i utallige varianter rundt omkring i landet. Frem til 1950-tallet var malingen vanlig på låver, uthus og enkelte våningshus. Malingstypen har vært utbredt i innlandet, særlig fra Østfold og langs svenskegrensen til Trøndelag. I Sverige har malingen («slamfärg») vært i bruk siden 1600-tallet og det antas at malingen har røtter like langt tilbake i Norge.
Det beste underlaget for en komposisjonsmaling er tømmer eller uhøvlet kledning, altså grovsaget virke. Fet eller malmet furu og glatte flater egner seg ikke. Det er en fordel å bløtlegge treverket først slik at åpningstiden blir forlenget og malinga kan trekkes inn bedre, spesielt ved behandling av tørre og oppsprukne materialer. Dessuten letter påføringen og glir bedre og utgjør til slutt en jevnere overflatebehandling.
Her kokes vann og rugmel i minst 4 timer for å få ut limstoffet som blir bindemiddelet. Den hjemmekokte komposisjonsmalingen er ferskvare og er har begrenset holdbarhet.
Det finnes utallige oppskrifter og det later til at hver bygd hadde sin lokale variant. Vi benyttet oss av en blanding av ca.10 l vann og ca. 2,2 kg steinmalt rugmel, tilsatt av 200g jernvitrol (må bløttleges først i kaldt vann). Dette ble kokt opp i minst 4 timer. Samtidig laget vi en pasta som ble en blanding av rødfargene pigmenter, vann og sinkhvitt (mot sopp) som skulle tilsettes siden under røring.
Utvalg i tradisjonell fargesetting middels såkalte jordfarger: pigmenter som finnes i naturen og er rimelig i framstillingsprosess
Den oppvarmede malingen er lett å stryke ut og forbedrer inntregningsevnen. Den tykner når den kjøles. For å lette påføringen kan den tynnes med vann til passe konsistens og varmes opp igjen før man maler. Overmaling og klattmaling på veggen vil ikke synes, den danner ikke film, men likevel diffusionsåpen, vil si fuktigheten får vandre fritt og uhemmet. Malingen beskytter i tillegg mot uv-stråler, råtesopp og mugg.
f.v.lokal pigment fra Ogndal i Steinkjer : malmen er kun gravd opp fra myr og brent på bål, den lysere t.h. er trolig et sted fra Elverum
I et forsøk brukte vi lokal myrmalm som fargepigment. Myrmalm er nokså reint jernoksid Fe2o3 (omkring 82 %) og har litt innslag av andre stoffer som silisium og aluminiumsoksid mm. Den inneholdt også en god del kull og aske som måtte siles ut først for å kunne bruke den.
pigmentene (myrmalm) blandet med linolje og rives til en finmalt paste
Holdbarhet
Hvor vor lenge malingen holder på veggen avhenger av hvor værutsatt den er. Det kreves en observasjon over lang tid, som vi studenter ikke kommer til å følge med. Men vi kan være ganske sikre på at mye regn og vind vil vaske malingen av over tid. Etter tidligere undersøkelser skulle en fullstendig oppmaling ikke være nødvendig oftere enn hvert 20-30 år. En komposisjonsmaling vil aldri begynne å flasse. Den blir som et pulver på veggen som slites av med vind og vær.
Resultatet er avhengig ved bruk av rett verktøy : naturhår -pensler for optimal påføring av malinga
2.Tran-og Linoljemaling
Det kan være vanskelig å velge malingtype til utendørs bruk. For å utforske og sammenligne ulike malinger bestemte vi oss til å male de forskjellige vegger rundt bygningen ulikt . Linolje og lim er bindemidler med lang tradisjoner.
Ren linoljemaling har vært i bruk på trehus fra siste del av 1600-tallet og fram til ca. 1955. I oljemaling er linolje (utvinnes av linfrø) bindemiddel, som finnes enten rå eller kokt. En rekke andre bindemidler har vært utprøvd gjennom tidene, så f.eks. fløyttran. Tran kan også blandes med rå eller kokt linolje. Tranmaling er meget fet, lukter karakteristisk og tørker saktere. Fordelene ved disse bindemidlene er likevel mange: de er gode er arbeide med, brytes langsomt ned, er lette å vedlikeholde og ikke helsefarlige. Når vi benytter oss av disse naturproduktene som basis for malerarbeiderne, følger vi gode, velprøvde norske tradisjoner.
Student Ken Lorentzen (NTNU) i gang med første strøket