Beskrivelse av tømmeret på Stabburet på Eggen gård, Bardu
Tirsdag 1. mars 2016 var vi studentene på Tradisjonelt Bygghandverk på befaring på Eggen gård på Bardujord i Bardu kommune i Troms. Vår gruppe som besto av Magnus Wammen, Peter Brennvik, Thor Larssen og Jostein Utstumo. Vi fikk i oppgave å studere tømmeret i kassa på stabburet på gården. Hvor vi spesielt skulle ha fokus på variasjon i dimensjoner, rot/topp orientering. Om det har vært noen justering av tykkelse på stokkene og hvilken variasjon det var i dimensjon og avsmalning. Vi ble også spurt om å gjøre en vurdering om hvordan flatene fluktet i vegglivet (lodd i senter, innside eller utside)?
Novrekke, bildet viser utforming på stokker og novhue. foto: Magnus Wammen
OLYMPUS DIGITAL CAMERA
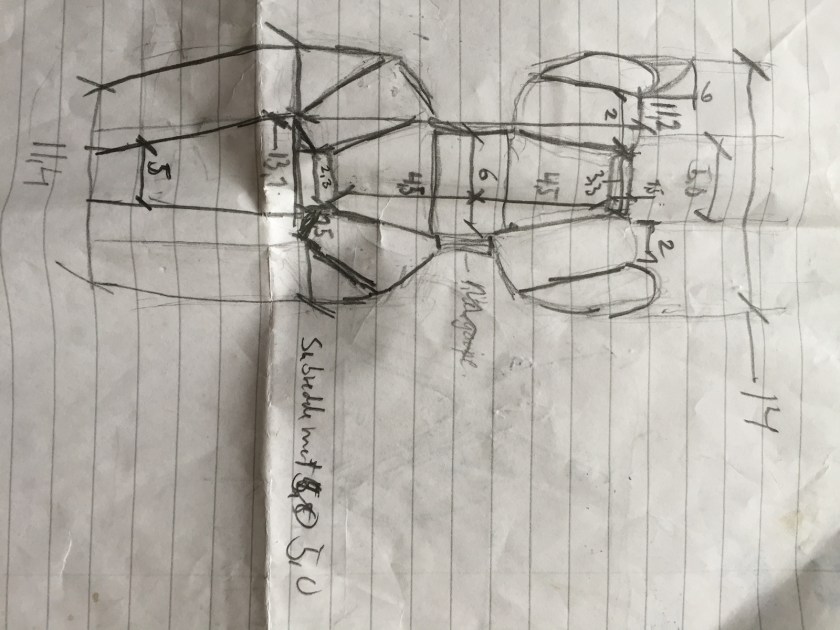
Vi gjorde en oppmåling og registrering av stokkene i to av veggene i bygningen der vi hadde fokus på dimensjoner, avsmalning og vridning. Som skissa antyder er relativt rettvoksen (noe høyrevridd og en og annen venstrevridd) material med liten avsmalnig i denne veggen.
OLYMPUS DIGITAL CAMERA
Vestveggen ble også undersøkt, her ble også funnene at det er mye rettvoksen material med noen untak som raftstokken som er kraftig venstrevridd. Kan det ha vært bevist at denne har blitt brukt her?
Som en oppsumering vil vi fastslå at tømmeret er av javnvokst furu med avsmalning ca. 5-10mm pr. meter. Det er javn årringetetthet, det er stort sett rettvokst, noen få med høyre og noen med venstrevridning. Det er lite kvist, og generellt små, ingen kvist er over 1 tomme i diameter. I snitt 2 ½ kvist pr meter, mens noen stokker har opp til 5 kvist pr. meter. Det er tydelig at tømmeret er hogd på dimensjon.Tømmeret er dimensjonert ned på tykkelsen i de groveste tykkelsene med øks. Bredden ligger da på ca. 5-6 1/2″ tomme.
Mandag 15/2 startet arbeidene med å mure under Heimtveiten, med tradisjonsmurer Eystein Greibrokk fra Setesdal som mentor. Eystein har jobbet med muring i mange år, og etter at han avviklet gårdsdriften for noen år siden, har han drevet på heltid med tørrmuring, muring av piper, ildsteder, bakerovner og mer til. Pionerarbeidet hans har vært å finne fram til god leire i Setesdal til muring. På kurs lærte han at god leire til muring måtte komme fra kyststrøk, men dette kunne ikke stemme med tradisjonen i Setesdal, og han hadde vanskelig for å tro at setesdølene fraktet leire opp fra kysten for å mure. Løsningen ble forsøk med moreneleire. Han fikk etter hvert bekreftet av den eldre generasjonen at de kunne erindre fra barndommen at det ble hentet ut leire fra morenerygger. Denne leiren inneholder allerede sand, og analysene viste at det at det hadde en veldig fin fordeling av ulik korning på sanden i leiren, noe som viste seg å være veldig gunstig.
Tv: Eystein Greibrokk, th: Magnus Wammen.(Foto: Henning Jensen)
Eystein hadde på forhånd skaffet stein fra Setesdal. Steinene spettet han ut, og sendte nedover lia til veien, i et gammelt steinras ikke langt fra gårdstunet på Tveiten, og faktisk på eiendommen der stallen er fra. Minst 10 tonn stein gikk med til muren. Steinen var grov, type Gneis som er veldig hard. Eystein fortalte at til grovere steinen er, til «røffere» blir muren, og motsatt, til finere stein du har, til finere må muren være. Det gjelder å ha øynene med seg når man ser på murene på gamle hus sier han, hva slags bygning? Hva slags miljø står bygningen i? En stall er ikke en stasbygning, og derfor skal heller ikke muren være for tett og fin. Men, den skal allikevel være godt murt, stabil og prinsippene med og hele tiden og tenke forband og tverrband er de samme. Steinen ble i liten grad bearbeidet eller tilhugget, og spor etter mye bearbeiding av steinen på slike murer er sjelden å se i Setesdal. Allikevel blir det av og til behov for å slå av et hjørne, eller en knott som stikker opp. Da brukte vi slegge og sett, eller en håndslegge og meisler.
Eystein bearbeider stein alene med slegge og sett. Ofte gjort av 2 stykker, en på slegge og en som styrer setten. Veldig effektivt, og etterlater seg verktøyspor i steinen man kan kjenne igjen også på gamle murer. (Foto: Magnus Wammen)
Illustrasjon: Espen Marthinsen
Hulsett. Illustrasjon: Espen Martinsen
Minst 10 tonn stein på plass. (Foto: Henning Jensen)
Det første vi startet med var å spre steinen litt utover, det forenkler arbeidet veldig, dersom steinen ikke ligger i en røys, men utover marka slik at man lett kan finne riktig stein, og plukke ut de beste steinene som kunne fungere som holdsteiner i hjørnene og under deleveggen. I alt blir stallen liggende på 6 punkter, holdsteiner, som tar det meste av bæringen, deretter mures det oppunder bunnsvillene mellom holdsteinene. Det er viktig at holdsteinene ligger stabilt, og at midtpunktet i novet treffer midt på holdsteinen, og rett ned, slik at det ikke blir skjevt trykk på steinen fra bygningen. Blir det skjev fordeling, kan det over tid, føre til at holdsteinen i verste fall trykkes ut av posisjon, og presser bunnsvillen ut. I tillegg er det viktig at man får god avrenning på toppen av steinen, og man kan gjerne legge en liten stein på toppen for å oppnå dette. Et annet viktig poeng er at enden på sylla skal ligge utenfor holdsteinen, slik at det ikke drypper vann fra novskallen og ned på steinen. Eystein ser også på lagene i steinen når han murer. Ofte kan man se de ulike lagene i steinen, og disse vil han horisontalt, og ikke vertikalt. Er lagene vertikalt kan vann kan trenge i mellom lagene og skape frostspreng av steinen. Å se på «retningen» på steinen er viktig.
I Setesdal er det vanlig med en avstand på mellom 5-10 cm fra ytterkant syll til ytterkant stein. Og slik ble det også på stallen.
Holdsteiner lagt klare. (Foto: Henning Jensen)
Eystein legger holdsteiner på plass. (Foto: Henning Jensen)
5-10 cm utstikk på steinen fra syll, novskallen stikker utenfor steinen. (Foto: Henning Jensen)
Å mure med grov naturstein krever et godt steiauge, eller steinauge, et godt blikk for hvilken stein som passer hvor. Dette krever trening, og Eystein jobbet svært effektivt og sikkert 3 ganger så fort som Magnus og meg. Han frigjør seg fullstendig fra å tenke skift, og jobber på et langt parti samtidig, for eksempel hele bakveggen. Han sørger hele tiden for forband. To steiner inntil hverandre, en stein over som låser, og tverrband. Det er fristende å legge den brede delen av steinen ut, slik fyller man ut muren raskere, men Eystein legger faktisk like mange stein med kortsiden ut, steinen blir da stikkende et godt stykke inn i muren og dette gir en mer stabil mur, og i en kistemur kalles dette tverrband. Retningen tar han på øyet, sikter. En og annen stein kan godt stikke litt ut av murlivet, og går man nærmere innpå ser man dette, men på hold ser muren helt rett ut.
Magnus murer oppunder den eneste originalsylla.(Foto: Henning Jensen)
Skisse: Espen Marthinsen.
I bakkant kiles steinen opp slik at den ligger stabilt, får en fin vis (utsiden av steinen), og en god flate på toppen til neste stein. Arbeidet på baksiden er svært viktig for å få en stabil mur. Med mindre stein, kult/pukk, «pakkes» muren fra baksiden slik at alle steinene i murlivet låses.
Og slik ble det. Forsiden av muren på baksiden av stallen.(Foto: Henning Jensen)
Baksiden av samme mur, legg merke til kilene under steinene, og at noen steiner ligger med langsiden inn (Foto: Henning Jensen).
I tadden, fjøsrommet, der sauene sto, tror vi det var talle på jordgulv. Vi bestemte oss for å fylle opp med maskinkult/pukk nesten til underkant av syll. Senere blir det lagt duk, jord og sauemøkk på toppen. I stalldelen der hestene sto, var det tregulv. Her legger vi ut tilfarere/bjelkelag på uavhengige steiner innenfor muren.
Tadden. (Foto: Henning Jensen)
Stalldelen. (Foto: Henning Jensen)
Torsdag ettermiddag sto muren ferdig. Takker Eystein for fire harde, men veldig lærerike dager om tørrmuring på setesdalsvis. Ps: Eislistis er vallemål og betyr: ens ærend.
Mye av denne muren blir ikke synlig etter terrengjustering. Foran hver inngang legger vi en stor helle, slik at det blir lettere for dyra tråkke over sylla. (Foto: Henning Jensen)
På Tirsdag 1 mars var vi en gruppe med studenter fra NTNU, Tradisjonelt bygghåndverk på befaring på loftet i Trondenes kirke. Her kikket vi nærmere på noen gamle tømmerstokker som hadde en spesiell knute. Den kan sammenlignes med knuten i Lydvaloftet og Storstova på Agatunet begge anslått til 1200 talls bygninger så vi kan vel si at den har alderdommelige trekk. Vi dokumenterte med foto, oppmålinger og tegning av knuten med tanke på å prøve å gjenskape den og da spesielt med tanke på arbeidsprosess og oppmåling, oppmerking.
Jeg velger å bruke begrepet knute da jeg bor og jobber i Verdal og det er tradisjonen her når man beskriver tømmerstokker som er felt sammen. Lengre nord er begrepet nov vanlig.
En av våre skisser med mål. Foto: Kai Johansen
Tilbake på Midt Troms museum i Målselv prøvde vi å tømre en knute med utgangspunkt i den informasjonen vi hadde fra Trondenes. Vi startet med å forme tømret ovalformet med omtrentlige like dimensjoner som originalen. Videre begynte vi å måle inn fastpunkter fra oppmålingene vi hadde gjort, men fant ut at vi ble nødt til å hugge litt på ”frihånd” og etterligne knuten etter foto, da målingene ikke gav alle vinkler. Knuten har en ”tapp” i underhugget, noe som gjør den sterk og imot strekk og dra krefter og bra mot trekk.
Det som også er verdt å merke seg er at knuten var tjærebredt, noe som ikke er vanlig på tømmer fra middelalderen, hvis det ikke da er snakk om kirketømmer, kirkene ble tjærebredt. Det kan jo være andre tradisjoner langs kysten med hensyn til klimaet. Vi fant to stokker merket 7 og 8 og de passet sammen i medraget og i dumlinghullet, det var borret med navar halveis inn fra over og undersiden, andre enden var hugget tvert av.
Det ble litt knapt med tid , men vi fikk en prøveknute som ble ganske tett opp mot originalen. Vi var i hovedsak tre studenter som jobbet med knuten, Henrik Jenssen, Målselv, Henning Jensen, Norsk Folkemuseum, Kai Johansen, Stiklestad Nasjonale Kultursenter.
Orginalknuten ligger her med måddåfaret opp, det som gjør den litt spesiell er den lille «tappen» i underhugget. Foto: Kai JohansenNærbilde av «tappen»og tydelige merker etter hvordan øksen er brukt. Foto: Kai JohansenStokken blir ovalformet med øks og pjål. Foto: Kai JohansenFørste nedhugget i understokken, her jobbet vi ganske nøye med oppmålingene vi hadde gjordt i kirka. Foto: Kai JohansenKinninger på overstokken ferdig og klar for nedstikking med passer. Foto: Kai JohansenTil siste nedfelling brukte vi sot for å se bedre hvor det var trangt. Foto: Kai JohansenDetalj av det bortkome trevet over koven på Lagmansstova på Aga. Hoggemåten som i Jutulstuggu frå Uv i Rennebu kan finnast elles i storstovo. Aga i Ullensvang. Kilde: Arne Berg, Norske tømmerhus frå mellomalderen, bind 5.Noen av knutene i Lydvaloftet på voss også kjent som Oppigardsloftet. Kilde Arne berg, Norske tømmerhus frå mellomalderen, bind 5.Det var to stokkar som høyrte saman. Stokkane var merka nummer 7 og nummer 8. Desse høvde saman med lengde, plassering av demling og medfar. Legg merke til at nova er tjærebredd. Det er også spor etter utvendig tjærebreing på utvendig vegg langs etter stokkane. Her er det innvendig vegg vi ser. Foto: Roald Renmælmo
På samlinga i faget tømring som vi har hatt i Målselv var vi på synfaring på Trondarnes kyrkje. Her fann vi nokre stokkar med spennande. Stokkane vart undersøkt og dokumentert med tanke på å prøvetømre på samlinga.
Det var to stokkar som høyrte saman. Stokkane var merka nummer 7 og nummer 8. Desse høvde saman med lengde, plassering av demling og medfar. Foto: Roald RenmælmoDetaljfoto av nova. Foto: Roald Renmælmo
Denne veka er alle studentane i tradisjonelt bygghandverk på kurs i tømring i Målselv. Her går vi gjennom tømring av ulike nover, tradisjonelt verktøy til tømring og dokumentasjon av verktøy og nover. I dag er vi på befaring på garden Eggen i Bardu og dokumenterer stabburet frå 1797 som finnast på garden. Vidare i veka vil vi prøve å tømre med dei novene som vi finn i dette bygget.
Studentane måler opp dimensjon på veggtømmeret i stabburet på Eggen
Studentane er delt i 5 grupper som kvar har sitt tema å dokumentere på stabburet. Systemet i tømmerkassa med rot/topp orientering, variasjon i dimensjonar og justering av dimensjon var tema for ei gruppe. Bjelkelag, grime og stabbar for ei gruppe. Nover, hogging og merking var tema for ei gruppe. Overflatebehandling av tømmeret var tema for ei gruppe. Kvalitet på tømmeret i ulike delar var tema for den siste gruppa.
Magnus har skrive litt om haldhakar og alternativ til haldhakar i samband med hogging av stokkane til stallen på Heimtveiten. Her kjem tekst og bilete som han har posta på Heimtveitenbloggen:
På gammeltømmeret finner vi ikke spor i tømmeret etter festehaker eller andre spor.
Festehaker eller holdhaker er en type hake med forskjellig retning på hakene- en på tvers og en på langs. Slik at den skal gå i vedretningen tømmeret og i lunnen som ligger på tvers under.
Det er nærliggende å tenke seg at de har hatt andre metoder for å feste stokken når den skal teljes til. Det er selvfølgelig mulig at det har vært holdhaker som er festet utenfor hode som kappes av, eller i veden utenfor magen. Så jeg har sett på en løsning med både nedtappa firkanta trestykker og kraftige dymlinger som feste for stokken under teljing.
Jeg har tappa ned firkant trestykker i en bredde litt over vanlig tømmerdimensjon. Samt en raskere løsning med å borre hull med 1 1/2″ naver, og dymlinger.
Jeg låser da tømmeret fast med grove trekiler, eller avhogde trebiter i den posisjonen som trengs. Dette fungerer kjempefint, og jeg savner ikke festehakene! Særlig det at man justerer stokken veldig lett, og får ikke en godt anlegg til å snu stokken imot. Dymlingene gjør jobben godt nok, og etter hvert når stokken blir tynnere kan det være greit å ha et hull litt nærmere så det ikke trengs så mange grove trekiler. De nedtappa tappene fungerer litt bedre med tanke på stabilitet.
På ene siden må tappen/dymlingen være enkel å ta opp og ned for å rulle tømmmeret inn og ut når en er ferdig.
Arvid Wold og hans kone Ulla bor på gården sul i Verdal i dag , på gården hans er det mange skatter, for den som er interessert i historie og folkekunst. Gården har fungert som en skysstasjon på vegen over til Sverige, i Snorres kongesagaer var dette gården Olav Haraldson (Olav Den Hellige) kom ned til når han kom til Norge i 1030 før han red ned til slaget på Stiklestad, så det er historisk grunn.
Benken som er på gården har en litt spesiell historie med seg , Arvid fortalte at i nødsårene i 1812 var det 3 familier som etablerte seg ved Stor-rensjøen (i Sverige), et vegløst område ganske høyt til fjells ligger på ca 500 m.o.h. De levde av jakt ,fiske og husdyrhold. Det var visst snakk om noen som var lyst i bann? Bosettningen her vokste til 3 gårder hvor det etterhvert ble en relativ stor smie, Edin Gjersin fra Verdal var smed lærling der i to år (1897-98) bl.annet
Da det er skjært inn årstall på benken 1798 er det trolig at de hadde den med seg til deres nye bosetning. I dag er det Wallenberg dynastiet som eier all grunn i disse områder. Benken ble reddet av Jon Suul da gårdene sto for forfall i nyere tid, han tok den med til Norge, ca 1985.
Høvelbenken har en spesiell utforming med hensyn til størrelse og feste anordning. Benkeplaten og beina er i furu mens gjengetappene og klemmene er i bjørk. Det har vært en del utskiftninger i senere tid bla annet 1 gjengetapp og føttene og begge håndtakene til å stamme/ slakke gjengetappene med.
Benken er 206 lang med baktangen, den er 30 cm brei, og 6,5 cm tykk., den er 78 cm høy, marg ned.
Føttene er 3” x 1”plassert 38 og 45 cm inn fra endene og 5 cm inn fra sidene . Det er 20 hull til tanger (fordelt på to rekker 9 og 11 hull)
Framtanga er i bjørk og er hengslet i hjørnet av benken, så den klemmer sammen nesten som en skottbenk.
Høvelbenken (tommestokken er 1m)
Framtang i bjørk, med hengsel i hjørnet, nytt håndtak til å stramme med (spilspik?)
Innfestningen for gjengestykket på siden er gjort med svalehale
Hengslingen festet med en treplugg
Hengslingen innfestningen
Innskripsjon med årstall 1798, (ny gjengetange)
Nakstykket innfestningen, nytt hode på gjengestangen og hantak , samt nye ”skinner” i hardved (eik) til styring
Stallen har skjulte dymlinger, dvs at de er borra fra hver side av stokken og ikke igjennom som har blitt vanlig etter at kraftige driller med spiralbor gjorde seg gjeldende.
Det er borra med 1 1/2″ navar, som er ganske kort i skjæret (butt). Dette er en typisk østnorsk navarform. Vi har et sett med navarer fra Johannes H.Fosse ifra Frekhaug utenfor Bergen, de er imidlertid litt lengre i skjæret enn hullene i stallen -så vi har en bestilling på en ny østnorsk «husnavar» på 1 1/2″ av smed Øystein Myhre ifra Sandefjord, som også har smidd øksene vi har kopiert. Se tidliger bloggpost: http://heimtveiten.blogspot.no/search/label/Smiing
Ny og gammel dymling. Vi ser den gamle er åttekanta og kort, og av furu
Her har jeg først vinklet over sidene av dymlingshullet i den gamle stokken (som har et hull fra før), ut på yttersiden av meddragsmotet, og i tilegg målt ut avstanden fra senter hull til meddragsmotet. Så er nystokken lagt oppå og merkene overføres til den.
Merkene overføres på nystokkens underside.Stokken borres med naver. Her er det viktig at stokken låses i lodd, sånn den vil stå i laftet, og at man da også borer i lodd. Ellers vil dymlingen og laftet bryte og ikke falle på plass.
Det er også viktig at man borer lengere enn lengden på dymlingen, så ikke stokken ligger å rir på den, men ligger nedpå i meddrag og laft.
Andre måter å merke opp skjult dymling er å spikke til en korter dymling som er spiss eller har en spiker i senter, som man setter nedi hullet på understokken og legger påstokken oppå og som vil gi et merke for den skjulte borringa.
Er det noen som merker opp dymlingene på anna måte? Så skriv gjerne en kommentar.
Innlegget er frå bloggposten på Heimtveitbloggen og er skrive av Magnus Wammen: http://heimtveiten.blogspot.no/2016/02/skjult-dymling.html
Denne veka er vi i skogen og hogger det siste tømmeret til smia vi tømrar på. Raftstokkar og åsar er det vi manglar. Samstundes tar vi ut nokre stokkar for å prøvetømre nokre nover av den typen vi studerte på stabburet på Eggen i Bardu. Det var slåande kor jamntjukke stokkane var på dette stabburet. Vi målte at det var mindre enn 0,5 cm avsmalning pr. meter. Snittet i diameter på stokkane var kring 6 ½», smått tømmer altså.
Furu med omlag 7″ diameter i brystmål og med kring 0,5 cm i avsmalning pr. meter. Det er den furua på midten som er blinka det er snakk om. Foto: Roald Renmælmo
Vi har funne nokre furuer som vi trur kan høve til prøvetømring. Det er langt mellom dei i det bestadet som vi har hogd i denne veka. Truleg er dette sjeldan vare. Vi har prøvd å ravle eit par av stokkane i skogen, medan dei andre har barken på. Vidare vil vi sjå korleis det er å gå vidare med pjåling av stokkane og korleis overflatene blir i ferdig stokk.
Videoklippet viser Magne Kleiveland som ravlar ein stokk i skogen. Det tek litt tid å bli kjent med ravelen og arbeidsmåten, men den høver godt til slikt jamnt småtømmer som dette.
Hoggarøks smidd av Mattias Helje. Dette er ein kopi av ei øks frå Snekkergården på Tolga i Østerdalen. Tilsvarande økser har også vore vanleg i Målselv. Foto: Roald Renmælmo
Alt tømmeret vart hogd med øks og vi sokka nederste del av furua før felling.
Det har passet seg å starte med noen kinnunger (korte laftestokker, som blir avbrutt av dør/vinduer) som har kun et laft i seg. Fortsatt er vi i gjengivelse av hver stokk for stokk og laft for laft. For å gjenskape en mest mulig autentisitet.
Oppmerking av opplaftetHer er det en av de «gamle stokkene» som byttes. De som er mageteljet med en tydeligere mage og som er pjålet. Se tidligere bloggpost:
Nedlaftet på ny og gammel. (Ingen tvil om utskiftning av denne denne!)
Opplegg for merking
Kinnungene som bare ligger i et laft kan være vanskelig å få til å ligge støtt når stokken skal merkes. Fordi den må stå i lodd og kan ikke forandre på seg før hele stokken er ferdig merket. Her har vi et par metoder for opplegging:
Laftetvinge, er et redskap vi har men som vi syntes er for tidsutypisk, samt at når en kommer ned på meddrag blir jernskruen som ligger oppå stokken i veien.
Noe som fungerer bedre syntes jeg er to vedskier som er festet med vinge på siden av tømmeret. De kan stå der fast, og ved hjelp av trekiler kan enkelt stokken justeres i lodd og i høyden en vil ha.
Noe som fungerer bedre syntes jeg er to vedskier som er festet med vinge på siden av tømmeret. De kan stå der fast, og ved hjelp av trekiler kan enkelt stokken justeres i lodd og i høyden en vil ha.
Og i sin enkleste form kan man bare legge opp stokken med et trestykke så den ligger stødig for merking!






























































 Stallen har skjulte dymlinger, dvs at de er borra fra hver side av stokken og ikke igjennom som har blitt vanlig etter at kraftige driller med spiralbor gjorde seg gjeldende.
Stallen har skjulte dymlinger, dvs at de er borra fra hver side av stokken og ikke igjennom som har blitt vanlig etter at kraftige driller med spiralbor gjorde seg gjeldende.
















