Da jeg for tiden jobber med trønderlaft (knutnov) er det den knuten av jeg vil prøve å beskrive fremgangsmåten på. Jeg har lært knuten av Jarle Vangstad på Stiklestad
Verktøy:
Bile + snekkerøks + bandkniv + barkespade
Sotsnor/ krittsnor
Loddefjøl/ vater ,passer, tommestokk og blyant
Tollekniv
Bindhaker + hammer
Medragsjern
Svans, sag
Evt. treklubbe og tappjern
I denne beskrivelsen er det rundstokk som er utgangspunktet for tømmringen. Stokkene blir først barket med øks, barkespade eller bandkniv.
Stokken blir kappet i rett lengde i forhold til hvilken vegg den skal legges i, gjerne med svans.
Stokken blir så vurdert om det er litt langslyng/ kuv i stokken , hvis det er det blir denne lagt opp, så blir stokken loddet i begge ender med loddefjøl, senterstrek med pil for å markere opp på stokken og 5” merker for å markere når endene på stokken skal ryes ned til 5”.
Så bruker vi krittsnor/ sotsnor og slår, slik at vi får 5” linjene på hele stokken, på begge sider , under og oversiden av stokken.
Videre ryr vi da ned endene ca 50 cm inn på stokken til 5” .
ferdig rydd ned til 5” og loddet
Stokken som da venter i veggen har vi målt høydeforskjellen på kryssende stokk og delt den i to loddet opp 5” bredde og sagd/ økset ut tappen slik at stokken på 5” som er rydd ned, passer ned i tapphullet. Dette gjøres i begge hjørner i veggen.
Legg merke til måssåpipa V sporet, (skal pakkes mose I når kassen settes opp på tomta) vi hugger i knuten for å hindre sniktrekk inn i bygget.
Vi legger stokken opp i veggen , lodder den og lodder opp sidene på stokken den skal felles ned i, tar passeren og finner høydeforskjellen mellom stokkene, legger passeren på toppen av tapphullet og merker av høydeforskjellen mellom stokkene, så mye skal den felles ned, før meddraging.
Vi får nå en firkant som sages/ økses bort.
Stokken legges opp i veggen igjen og loddes. Nå er den klar for meddraging. Hele stokken meddras. Husk også utenfor knuten, meddrags avstanden settes av oppå stokken, denne skal vi overføre til tapphullet, i og med at vi senker hele stokken med ca 22mm (i dette tilfellet) må også tapphullet senkes med samme avstand eller litt mer så vi er sikker på at ikke stokken henger på knuten, men på meddraget når det blir siging i tømmerkassen.
Meddragslinjene kan merkes opp med blyant for så å hugges ut , klyv meddragslinja når du hugger, så passer stokken. Legg stokken opp i veggen og slipp den ned, den skal passe nå . Vær nøye her, det får du igjen for når stokken legges opp i veggen igjen.
meddraget hugges ut med øks.
Jeg vil anbefale alle å prøve å tømre, men ikke start å tømre uten å ha noen med litt erfaring med på tømmerprosjektet, mange grublerier og feil unngås fort når man er sammen med noen som viser og forklarer etterhvert som utfordringene dukker opp, og hvorfor enkelte små detaljer er svært viktig.
Tømring er et praktisk fag og det er vanskelig å forklare alt med ord eller stillbilder, hvis det er snakk om arbeidsteknikk, eggvinkler på øks, hvilken øks til forskjellige oppgaver, kvalitet på stokken, planlegge flere stokker fremover o.s.v.
Dette er eit forsøk på å tolke og beskrive ein hypotetisk arbeidsprosess ut frå ei gammal nov i ein bygning som står. Mine føresetnader for å tolke nova er litt erfaring med kurslafting med ein form for raulandslaft, og synfaringar til Røsslistova ilag med Trond Oalann, Jørn Berget og Kjell Gunnar Haraldseid. Me har også tidlegare lafta ein fjoskasse med rundtømmer. Her fekk eg til dømes erfaring i det å merke med passar.
Utvendig liknar laftet på Røsslistova på det kurslaftet eg har erfaring med frå tidlegare med flathogge tømmer og kinningar, men dette laftet har avsmalande rektangulære hovud. Innvendig vert alt annleis. Der er tømmeret fint avrunda og der er ikkje kinningar. I alle fall ikkje synlege kinningar. Eg tenkjer at stokkforma må vera tillaga før ein høgg nova og vil difor også ta med litt om korleis ein sansynleg har tilverka stokkane. Arbeidet med å forstå nova starta med å lage ei skisse (figur 1 og 2) som viser både utsida og innsida av ein stokk. Dette er ei god øving då ein må finne svar på ein del ting for at ein skal kunne trekke ein strek på papiret.
Figur 1
Veggtjukna er om lag 5 tommar[1]. Dette er midt på magen på stokken. Ytterst ute på hovudet er tjukna 4″. Den rektangulære forma til hovudet passar innføre tverrsnittet på innsida av nova. Dette tolkar eg til at forma på hovudet er tillaga etter at nova er hoggen. Men korleis har dei produsert stokkane med mageform på innsida og mergen oftast i midten eller nærare innsida? På Røsslistova nytta me ei snor til å kontrollere om stokkane kunne ha vore
Figur 2
snorslegne langs sua. Dei aller fleste var snorbeine, men nokre var, etter det me tolka, snorslegne to gonger. Altså der det var for mykje kryl på ein stokk har dei ikkje retta denne heilt opp. Eller at dei har tilpassa ryggen på ein stokk til forma på neste stokk. Eller ein kombinasjon. Dei har nok tidleg hatt ein viss peiling på kva som vert den neste stokken. Somme stader er der ein viss fløykant[2] med ganske skarp overgang til mageforma på innsida. Der det er noko glipe mellom stokkane finn me spor etter øks. Dette vitnar om at ryggen er øksa, på innsida. Detter er ikkje tilfelle på utsida der det er vannkant (me finn restar av bast[3]).
Figur 3. Eksempel frå ei anna veggtjukne på framgangsmåte for å lage mageforma
Kort utgreiing om korleis me tolkar tillaginga av stokkforma: Stokkane er sannsynleg øksa flate på begge sider fyrst. Når stokken ligg på flasken vert det snorslege for å få rett overlinje. Overlinja vert øksa til med ein vinkel som gjer at ein får ei slags møneform etter midten på stokktjukna. Stokken vert sett opp på kant og snorslegen om lag 1,5″ frå innsida. Dette er målet me fant frå loddplanet på innsida og inn til medfaret[4]. Dette er ei linje som ein kan økse etter i fleire plan for å lage den ovale forma på magen (sjå figur 3). Det er sannsynleg nytta høvlar i den vidare prosessen med å runde innsida fint til.
På Røsslistova er stokkane i det fyrse omfaret lagt ut med rotendane same vegen. Altså at dei nederste, i gavlaveggane, ikkje ligg anføtes. Det same gjeld stokkane på langs som har rotendane i same gavlaveggen. Det er ikkje nytta halvstokk for å få plan underlinje, men der er lagt inn ei lus[5] i eine langveggen ned mot muren.
For å forstå oppmerkinga av nova har me fått lite hjelp i form av spor på Røsslistova. Men der er nokre mål som ser ut til å gå att i fleire stokkar.
Om me konsentrerar oss om overhogget fyrst. Kan dette la seg hogge ut utan at stokken over nødvendigvis har lege på. Vinkelen på den løynde kinningen svingar rundt 30° til 35°, og der kan sjå ut som om det er målt frå utsida av stokken og inn til skjæringspunktet for kinning/overhogg. Dette målet er 5/4» og målet vidare over ryggen til neste skjærinkspunkt er om lag 2″. Summerer ein måla vert der 1/4» omlegg mellom fløykant og skjæringspunktet mellom løynd kinning og overhogget. Sentrere me overhogget på underliggande stokk og har ei bredd i botnen på 21/4» og 3,5″ i toppen, får me skjæringspunkta til kinningane i øvre kant. Langs stokken er kinningane trekte om lag 2″ ut frå veggtjukna. Den løynde kinningen må ikkje hoggast over loddlinja frå innsida av underliggande stokk. Alle kinningar er hogge med øks og er tilnerma plane. Djupna på overhogget ser ut til å passe med om lag ¼ av stokkhøgda. Eller ½ av fallhøgda til neste overliggande stokk. Alt er tydeleg hogge ut med øks. Det er verdt å merke seg at dette er mål som ikkje stemmer på alle stokkane. Kan det bety at der ikkje er nytta ein fast mal eller mål til oppmerkinga?
Når overhogget er ferdig kan me legge opp neste stokk. Den er det allerede laga mageform på men ikkje med markert fløykant på undersida slik som på oversida. Den er meir avrunda på undersida (før den er ferdig medregen). Ein merkar opp breiddane på overhogget som blir til barken i underhogget. Ein merkar opp veggtjukna (loddar opp frå underliggande stokk). Ein merkar av med passaren, innstilt på fallhøgda, for å få lodde opp punkta langs den løynde kinningen. Denne innstillinga på passaren vert og nytta rundt heile nova for å merke opp alle skjæringspunkt med fallhøgda på overliggande stokk. Merk og av vinkelen på den løynde kinningen i underkanten av overliggaren. Den vert hoggen med noko buttare vinkel i underhogget.
Det er viktig å trekke merkingane litt utføre der det skal hoggast slik at ein ikkje høgg vekk merking ein har bruk for. Om ein nyttar ei mindre innstilling på passaren enn fallhøgda sikrar ein seg betre kontroll med tilpassinga.
Eg tenkjer at dette er ei nov som sannsynleg er felt saman i ein tre trinns prosess på grunn av den løynde kinningen. Det er lett å ta ut for mykje her. Kanskje dette endrar seg når ein vert meir røynd og sikker på oppmerkinga?
Figur 5
Etter at garpet og kinningane er hogge ut. Legg me stokken oppatt på plass. Pass på at den er i same loddplanet som tidlegare. Om stokken nå er klar til å medragast eller må fellast meir ned går ut på eitt. Det er i så fall same prosessen ein gong til. Men når me er klare for meddraging, stiller me passaren inn på litt mindre enn medragsbreidda. Dette for at det skal knipe meir i nova enn langs stokken. Dette viser i Røsslistova som tydelege pressmerker i kinningane (figur 5). Medragsbridda tilpassast etter kor stor fløykant ein vil ha. Alternativt kan ein
Figur 6
høvle litt av på avsluttninga på magen inn mot risset etter meddraget. Dette er lettast å gjere på den stokken som vert felt ned. Bere små justeringar kan gjerast på underliggande stokk.
Om det skulle bli slik at midten på magen ikkje stemmer overeins med fløykanten på den stokken den vert felt ned på. Kan dette justerast til ved at ein høvlar eller på anna vis tek av på stokktjukna ved den løynde kinningen (Figur 6) . Dette må gjerast før ein medreg siste gongen. På dette viset kan ein flytte litt på midtpunktet på magen. Dette oppdagar ein allereie når stokken er lagt opp for merking fyrste gongen, og kan takast omsyn til. Då til slutt kan ein finjustere stokkforma med høvelen mot passarrisset langs den løynde kinningen. Slik vil overflatane på stokkane passa overeins i gjerdinga.
Når det gjeld dublungane[6], har me ikkje sett noko til dei i Røsslistova. Men eg er sikker på at dei er der. Skal eg sjå på andre tilsvarande bygg er der ein spissa dublunge som står fast i eit navarhol på ryggen av underliggande stokk. Om den er satt i før oppmerkinga er starta er sansynleg. Då merkar den sjølv av på overliggande stokk plasseringa ved fyrste oppmerking.
Figur 7
Beitskia (figur 7) er tillaga av ein kraftig stokk som grip om ein tapp i kinnungane[7]. Den er noko tynnare en veggtjukna slik at magen på stokkane vert fasa av mot beitskia. Utvendig ligg den plant med veggen. Der er sansynleg ein tapp oppe og nede.
[1] 1 norsk tomme er 26,75 mm. I forts. merka som «.
[2] Fløykant er den delen av ryggen på understokken som kjem utanfor medfaret
I veke 14, 4 – 8. april, hadde studentane på Tradisjonelt bygghandverk eit vekeskurs i sponstikking og spontekking på Stiklestad i Nord-Trøndelag. Studentane vart delt inn i grupper som fekk ansvar for kvar si takflate som skulle tekkast. Til takflata skulle dei sjølv ta ut tømmer i skogen og koke sponkubbar, stikke spon og tekke med denne spona. Arbeidet skulle dei sjølv dokumentere undervegs. Gruppe 3 med studentane Magnus Wammen, Henrik Jenssen og Sven Hoftun har levert inn dokumentasjonen under. Dei hadde også med seg verktøysmeden Jon Dahlmo i delar av arbeidet. Studentane starta med å dokumentere ei eldre spontekking som låg på den takflata dei skulle tekke om.
Dokumentasjon av stikketak
Bur på Stiklestad var objektet gruppa arbeidde på. Denne takflata hadde spon på eit papp undertak.
Laftet bygning med åstak, ståendes tro, 22 mm tykk. Taket er tekket med stikker eller spon som det kalles i Trøndelag. Spona er av rekklyvd gran. Det er noe småkvist i spona, men ikke mye. Årringetettheten i spona er veldig varierende fra noe veldig tettvokst med årringetetthet rundt 1 mm til noen opp imot 3,5 mm mellom årringene. Men i snitt ligger de rundt 2 mm mellom årringene. Spona er stikki ut radiert og det varierer i tykkelse, noen er veldig smekre og fine med 3,5-4 mm i ytesida og rundt 2 mm inn mot marg, mens andre er opp mot 7-8 mm i yta og 4-5 mm inn mot marg. Snittet ligger rundt 4-5 i yta og 3 inn mot marg. Bredden på spona var rundt 3ˮ breie, mens det var spon som var 2ˮ, og noen opp imot 4 ¾ ˮ breie.
Denne takflata vart dokumentert før spona vart fjerna.
Leggemønster
Det er tre lag med spon. Opptrekket er 4ˮ, og spona er rundt 14ˮ lange. Det er startet et lag med støttespon nede mot raftet som var 5ˮ lange. De var lagt kant i kant, og avslutta jamt med troborda ute ved raftet. Videre var det et lag med 8ˮ spon som var lagt med retning fra venstre mot høyre, med omlegg over hverandre. De også avsluta jamt med troborda ved raftet. Sist kom det full lengde på spona på ca. 14ˮ, de også lagt fra venstre mot høyre. Videre kommer det full lengde på spona, helt opp til mønet. Lengden opp til neste rast (opptrekket) var 4ˮ. Hele taket var lagt fra venstre mot høyre, og med omlegg på ½ -1/½ˮ, men mest vanlig omlegg var 1ˮ. Spona var spikra med 2 x 40 galv trådstift. Det var en spiker i hver spon spikret ca. midt i spona, og gjerne en tomme fra ytekanten (den tykkeste delen av spona). Når det ikke var plass til å legge flere raster med full lengde spon opp mot mønet, var det trappa ned med samme lengder som nede. Først ei rast med 8ˮ lange spon, og så til slutt med 5ˮ lange. Som mønetetting var det brukt 1ˮx6ˮ bord som mønekam. I snitt var det 156 spon pr m2.
Spona ble fjerna. Under låg ein underlagspapp som førte til fuktig klima.
Det var i snitt ca 2 mm breie årringer på spona.
Leggemåte av spona fra rafta.
Uttak av tømmer i skogen
Vi brukte eit område i Verdal til uttak av gran til spon. I teigen var det småkupert terreng med etasjemose, tyttebærlyng og blåbærlyng. Grana som ble tatt ut stor i austhelling. Det var tydelig hengekvist på grana. Det ble fyllt ut et eget skjema for dette treet. Utfylt skjema kan du lese her. Skjema spon i skogen.
Skogen der grana ble tatt ut.
Ved å slinne av barken og prøve med knivspissen kan vi se om det er vridd eller rett vekst i grana.
Henrik feller med svans.
Grana var 157 år gamal.
Stikking av spon
Kapping av sponkubb med tverrvedsag.
Sponkubb med merking
Kubben ble kløvd opp i 4 eller 5 sponskier.
Sponskiene ble kokt i minst 2 timer. Foto: Roald Renmælmo
De kokte sponskiene ble stukket til spon mens dei var varme. Foto: Roald Renmælmo
Spontekking
Starten på raft ble gjort slik som på den tekkinga som låg frå tidlegare.
Tekking
Tekkinga blir gjort mot rei slik det var vanleg.
Detalj av spontekkinga. Den svakt høyrevridde spona åpner seg nede når det blir lagt fra venstre mot høyre.
Naustet på Kvenna er ein kopi av det naustet som stod der opphaveleg. Det står på samme tomt og held samme mål. Det originale naustet vart datert til 1850 ved denro-prøver. Naustet har truleg hatt funksjon som naustløe. Det er lem over heile og ei luke/glugg i gavlen som vender mot land. Denne luka kan indikere at lemmen har vorte nytta til høyberging. Naustet er tømra og har saltak med treungsrøst. Den totale takflata er i overkant av 60m2. Never og torv vart nytta til tekking. Naustet på Kvenna var den avsluttande næmingeoppgåva til Torgeir Leivdal, i regi av Geitbåtmuseet si avdeling, Husasnotra.
Sjølve tekkinga og dei vala som er gjort med tanke på leggemønster, sortering, torv osb. er gjort på bakgrunn av undersøkingar av lokale nevertak og opplysningar frå Torbjørn Fjærli, (fødd 1929) Halsa Nordmøre. Nevra er delvis henta i Hemne kommune, og delvis russenever, men av relativt lik kvalitet og storleik. Torvhalskrokane er smidd av Per Øyehaug, Surnadal, og er ei etterlikning av dei opphavelege krokane på naustet. Torva er sur og mager, slik som lokal tradisjon etter Torbjørn Fjærli tilseier. Kva type torv som ligg oppå eit nevertak har vist seg å vere viktig for å få varige og tette nevertak. Tekkinga vart utført av Torgeir Leivdal, Ole Otnes, Karstein Sættem og Håkon Telnes Fjågesund. Jon Godal var rettleiar og instruktør under arbeidet. Denne teksten er meint som ein dokumentasjon av arbeidsprosessen med litt bakgrunn for dei vala som er gjort.
Gjennomgang av prosessen:
Når ein skal leggje nevertak er det visse føresetnader som må ligge til grunn. Blant anna er det viktig å ha eit tro med god lufting, då never er eit materiale som pustar og treng ventilering. Utan lufting vil fukt bli sperra inne, og dette fører med seg ein del uheldige konsekvensar som eg ikkje vil gå nærare inn på. Troet på naustet er lagt med høveleg mellomrom. Det vil seie rundt ¾ tomme. Om troet har vankant så vert det ofte ei naturleg glipe mellom borda som høver godt.
Me sorterte never i tre grader av tjukne. Mjuk, mellom, og stiv. Denne sorteringa er viktig for den fyrste rasta (rad bortetter i taket si lengderetning). Sjølve tekkinga byrja med innfestinga av torvhaldskrokane. Torvhaldskrokane held torvhaldaren, som hindrar torva i å gli av taket, på plass. Torvhaldaren kallast også torvvol, eller ringved. Torvhaldskrokane vart slegne i på kvar sperre, ti på kvar side. Under kvar torvhaldskrok vart det lagt tre lag med never, alle med kvitsida ned. Mellomstiv nedst, mjuk oppå der, og stiv på toppen. Den mellomstive hadde eit nevegrep utstikk frå trokanten. Eit nevegrep vil seie avstanden frå utstrakt fingertupp og inn i tommelgropa, altså om lag 15cm. Den mjuke nevra vart så lagt ein tomme innanfor kanten på den mellomstive nevra, og den stive vart lagt i flukt med trokanten. Torvhaldskroken vart så slegen gjennom desse tre laga og ned i sperra, slik at ytterkant av kroken flukta med kanten på troet. Dette vart gjort på same vis bortetter på alle sperrene.
Bilete syner innfesting og plassering av torvhaldskrok og never
Det vart så fylt i never mellom alle krokane med same leggjemønster som nevra under krokane. Mellomstiv, mjuk og stiv øvst. Regelen var at det skulle leggjast med om lag ein tidel av nevra si lengde i omlegg sidevegs. Grunnen til at nevra leggast i denne rekkefølgja har med dryppkant å gjere. Den nedste vil krulle inn mot veggen og den midtre vil krulle seg på same vis, men lage ein ny fold, samstundes som ho vert halden nede av den øvste stive nevra. Dryppkanten vil dannast på den midtre nevra, og soleis komme godt utom trokanten og framleis ha den nedste nevra som ei ekstra sikring.
Ut mot vindskia på kvar side vart det lagt ei stiv never nedst med kvitsida opp. Denne går om lag ut til midten av vindskibordet si tjukne. Den tekkande nevra som kom oppå vart trekt om lag ein tomme utom vinskibordet. Den tykke nevra i botn vil ”lyfte” den tekkande nevra i enden slik at vatnet vert ført inn på taket og vekk frå vindskia. Dette er eit grep ein gjer for å verne vindskia.
Bilete syner avslutninga ut mot vindskibordet
Torvhaldaren leggjast på og kort never med brunsida mot torvhaldaren vart lagt på. Desse har som funksjon og verne torvhaldaren ved at dei krullar seg rundt torva og fører vatnet ned og under torvhaldaren. Det vart også lagt ein liten neverbit over den delen av torvhaldskroken som undersida av torvhaldaren ligg mot. Dette er for å verne den tekkande nevra som kjem oppå mot mekanisk slitasje frå torvhaldskroken.
Neste steg i prosessen er å snu leggjemønsteret frå rett nedkant til rett overkant. I tekkinga er det overkanten som er referanselina for vidare legging. Det er også viktig at fiberretninga på nevra ligg ståande på taket, altså i retning opp ned og ikkje sidevegs. Ei rast med korte nevrar vart lagt inn mot torvhaldaren. Taket vart lagt med trelags leggemønster, og det vil seie at ein har ein tredjedel av kortaste never i rasta som opptrekk i neste rast. Toppen av kortaste never i fyrste rasta, altså den som ligg mot torvhaldaren vert soleis å rekne som referanselinje. Opptrekket i neste rast skal då vere ein tredjedel av lengda på kortaste never i den føregåande rasta. Sidevegs gjeld framleis tinedelsomlegget. Denne framgangsmåten vart nytta heilt opp til mønet, og torva vart lagt på undervegs ettersom rastane kraup oppover. Ein lyt leggje torv fortlaupande då denne vektar ned og held nevra på plass.
Bilete syner never lagt med rett overkant og opptrekket til neste rast visast lengst bort
Sorteringa med tanke på stivleik gjeld berre i nedste rasta, der ein skal ha dryppkant. Den øvrige nevra vart sortert etter lengde. Dei kortaste vart nytta fyrst for å raskare få retta inn overkanten som referanseline, og oppover i taket vart stadig lengre never nytta. Dei lengste, vart spart til mønenever. Desse vart lagt midt over mønet.
Bilete syner mønet. Heildekkande lang never tvers over mønet, og likeeins med mønetorvene
Til slutt vart det lagt stein oppå torva. Steinane som vart lagt var flata i alle fall på ei side slik at han ikkje skulle rulle ned og vog 5-20kg. Steinlegginga fylgjer ytterkanten av taket, vindskiene og torvhaldarar, og ei rad vart lagt langsetter kvar side av mønet.
Onsdag 13 april var Kai Johansen og Per Steinar Brevik i Stjørdal og holdt et foredrag på museet om middelaldergården Stiklastadir. I den forbindelse tok vi turen innom Værnes kirke for å se på verktøyspor i sperreverket, som er nylig datert til 1140.
Værnes kirke er en langkirke i Stjørdal kommune, Nord-Trøndelag fylke. Kirken er i stein og har 320 plasser. Den er bygd ca. 1140 i romansk stil. Kirken er en av de eldste bevarte steinbygningene i Norge. Den er restaurert ca 1400 tallet ,1600 tallet og siste restaurering var 1966.
Værnes kirke er kalket utvendig, og har en del klberstein elementer som dekor på ytre fasade. Innvendig er det flere vakre detaljer og legge merke til, bland annet …. korsene med lyseholder i , disse korsene går igjen i alle steinkirkene i Trøndelag , men bare Værnes har bevart lyseholderne i veggen.
Vårt mål med turen var å se på verktøy spor i sperreverket , da skipet er åpent er det ikke mulig å studere det uten lift eller stilasje, så klatret opp først på sakrestitaket så videre opp på kortaket som er hvelvet med tre buer. Vi fikk absolutt innfridd våre forventninger når vi kom opp der. Både taktro , su tak og sperrer har det som vi i dag kaller glepphogger eller spretteteljing som bearbeid overflate, i virkelig jevne fine mønstre. Sammenføyningene i sperrebandene var svært nøyaktig utført og så langt vi kunne se var de tappet ut med øks.
Bonusen fikk vi på vei ut igjen i sperreverket over sakristiet der fant vi 6 takspon som var brukt som kiler mellom noen konstruksjonsdeler, det har vært lett lenge etter spon på Værnes kirke og nå har vi 6 og studere.
Røsslistova er flytta frå plasset Røsslio under Våge til Kolbeinstveit på 1950-talet
I faget tradisjonsfagleg utøving 1 har me på Ryfylkemuseet valgt ei husmannstove, Røsselistova, frå omlag 1820 som førebilete. Dette er ei forseggjort stove med fint avrunda stokkar i veggane på innsida, utan synlege kinningar. Utvendig er det ein grovare utføring med øksa overflate og rektangulære hovud og kinningar i nova.
Ernst Berge Drange, bygdebokskrivaren på Ryfylkemuseet, skriv på forespurnad av underteikna om plasset Røsselio:
«Svein Villeiksen frå Selland i Hylsfjorden og kona Anna Olsdtr. bygslet plasset i 1817 etter å ha tent hos lensmannen i Vågje. Dette var eit velståande par utan born, og kan godt ha hatt pengar til å leggja meir i eit hus enn det som var vanleg på eit husmannsplass. Plasset blei fråflytta mellom 1904 og 1910 ein gong.»
Utvendig er veggene øksa til, nova har kinningar og rektangulære hovud.Innsida har fint maga tømmer og skjulte kinningar
Etter nokre rundar med oppmåling og skissing av laftet er me i gang med å hogge ei modellnov. Me har fått med oss Jørn Berget frå Bø i Telemark i denne prosessen.
Under tillaginga av dei fyrste stokkane til modellen har hovudfokuset vore å gjennskape forma. Målet er etterkvart å prøve å tilnerme oss ein framgangsmåte og verktøybruk som sansynleg er nytta på Røsslistova då ho vart sett opp.
Jeg har tidligere skrevet en bloggpost om hvordan vi på prosjektet Heimtveiten har utført laft med skjult dymling. Se tidligere blogpost:Skjult dymling
Under laftesamlinga i Målselv i forbindelse med dette studiet viste Roald Renmælmo måten han har lært å lafte etter Roald Haugli, måten Haugli gjorde var å merke av for dymling under grovmerking, både opp og ned i stokkene, som så blei bora når stokken blei snudd for å hogge laftet. Dette var interesant for meg, og jeg har prøvd det ut på vår rekonstruksjon av laftemetoden på stallen. Stallen har ikke dymlinger annet enn i kinnungene, og oppe i røstet. Jeg fant det best ved å bore og sette i dymling i underliggende stokk først, og så legge på den nye stokken over.
Grovmerking av stokk, med merking av skjult dymling.Foto Magnus Wammen
Tanken her er at nå ligger kinnungen i garpehogget og oppå dymlingen i siden mot døra. Dymlingen er omtrent 3″høy, dvs. omtrent det grovmerkina og stokken skal ned i første runde. Tanken med å ha med dymlingen først, er å redusere mulighetene med halvparten av en mulig forskyvning når jeg borrer opp for den oppmerkede dymlingen.
Merking av dymling Foto Magnus WammenMeddraging med den skjulte dymlingen i stokken. Foto Magnus Wammen
Her er stokken grovhogd og er nede på meddrag, med ferdig borra dymling i seg.
Dette syntes å fungere kjempefint. Vi har kontroll på stokken sideveis mot døra, og det er ingen arbeid mere med den under merking for siste merking (meddraginga)
Det ble lagt ut to høvelbenker for salg på Finn.no, etter en kort dialog med Roald kontaktet jeg selger og avtalte å møtes.
Gården disse to benkene kom fra ble satt opp 1840 Grøtem , evt Myrplassen kan ha vært hovedgårdene denne soknet under. På meg virket det som om det var en husmannsplass, det var ingen driftsbygninger der annet enn små vedskjul på tunet. Siste beboer ( Lars Grøtte) der har vært ungkar og samlet på det meste uten å kaste noe,så det var mye huskeråd i dette lille huset. Selger mente at benken måtte ha kommet til gården som medgift en gang da bumerket som er skjært inn under sammen med årstallet ikke tilhører denne gården, men en annen i Selbu. Veldig mye av huskerådet har gårdens bumerke og ute var det laget stort på ene langveggen mot veien så alle som passerte kunne se det.
Benken er i furu og bjørk, de tekniske målene er lengde 222cm( 217cm+5 cm framtangen), bredde 24cm-40cm ved baktangen, tykkelsen på furuplaten er 3″(7,5 cm). Framtangen er 4″ tykk. Det er 17 hull for benkhaken +1 i framtangen. Gjengetappen er i bjørk og er 2″ i diameter.
Denne benken har ikke føtter, den har vært festet i veggen ved baktangen og muligens stått på en løs bukk lengre frem, jeg finner ikke noen spor etter føtter noen steder. Kort enden ved baktangen på benken er den økset av , og mye av undersiden er bearbeidet med øks, relativt gtrovt bearbeidet, oversiden er høvlet, sidene er det en del vannkant.
haldhaken er påfallende liten og passer kun i framtangen de andre hullene er hugd litt større og det er en del store utrivninger på undersiden, dette er gjort sekundært.
Den ⅓ i 2016 var vi på befaring på stabburet på Eggen nedre i Bardu. Kai Rune Johansen, Pål Sneve Prestbakk og Henning Jensen hadde som oppgave å undersøke og dokumentere overflatebehandling på bygningstømmeret med fokus på pjål, og eventuelt barking. Da tømmeret var svært værslitt utvendig, som gjør det vanskelig å lese verktøyspor, hadde vi mest fokus innvendig i tømmerkassa. Dette er resultatene av det vi fant:
Stabburet på Eggen, nedre i Bardu. Foto: Kai Rune Johansen.
Førsteinntrykket er at det var en veldig jevn størrelse på alt tømmeret alle stokkene virket lik i utforming (rund) og størrelse.
Det som var litt for stort i rotenden var blitt rydd inn og pjålet glatt i overflaten.
Det var svært lite kvist og de kvistene vi så, var småkvist.
Overflatene var, i all hovedsak, pjåla. Overflaten hadde beholdt stokkens naturlige form, det vil si, ikke oval eller flatrydd mage.
Pjålinga har, mest sannsynlig, vært gjort før inntømring i veggen, da sporene forsvinner inn i mosefaret.
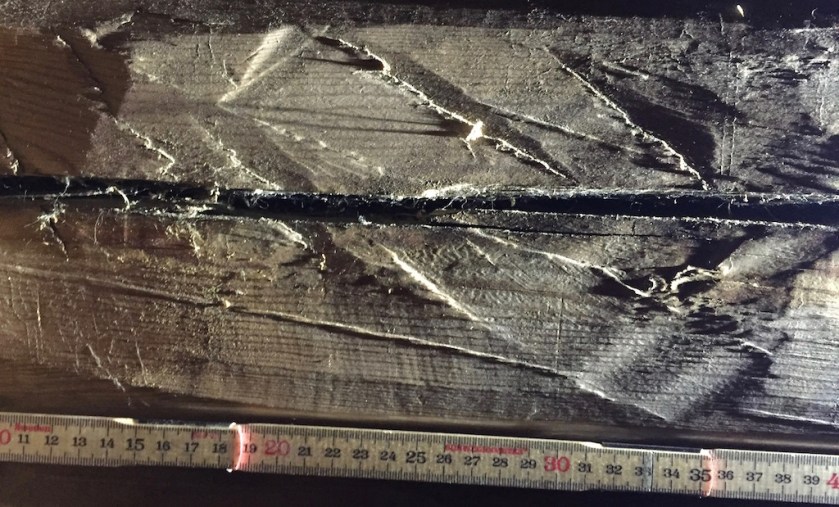
Fra 6. omfaret har det oppstått en skade i pjåleggen, sporet som oppstår har reist seg betydelig, noe som kan tyde på at det er tømret i rått tømmer.
Her ser man tydelig flere signaturspor etter en skadet egg. Foto: Kai Rune Johansen
På 10. omfaret, nord og sørvegg, virker det som om det har vært brukt en mindre pjål og mer nervøs, altså mer tydelige vibrasjonspor, en ellers.
10. omfar, med svært markerte vibrasjonsspor. Foto: Kai Rune Johansen.
I andre etasje var det litt vanskelig å være grundig på grunn av råte i gulvet. Men, det vi fant, var at de tre øverste omfarene i begge røstene er synes å være nytømret. Omfar 17-20. Østveggen er tømret med litt grovere tømmer og rydd inn på magen .Vårt inntrykk er at det er jevnere tømmer i første etasje, enn i andre etasje. Vi fant også at, skoftungene/raftesperrene er saget på oppgangssag.
I all hovedsak kan vi si at vi fant spor etter to verktøy på tømmerkassa, det er pjål med flatt eggstål og anslagsvis 6-10 cm bred og en 15cm svakt buet øks.
Gulvbordene har bredde på 7”-11”, vi studerte undersiden, og synes det virker som det har blitt bearbeidet med høvel.
Gulvbordene sett underifra, verktøysporene ser ut til å være fra en høvel. Foto: Kai Rune Johansen.
Gulvåsene ser ut som om de er bearbeidet med pjål, pent arbeid. Vibrasjonssporene vi finner på åsene er rettvinklet og viser hvilken vinkel pjålen har hatt når den har jobbet over materialene, vinkelrett på.
Gulvås, med vinkelrette vibrasjonsspor, men også spor etter en øks med svakt buet egg. Foto: Kai Rune Johansen.
Vi fant noen stoppspor som var 34-37 mm breie, og mulige startspor som var 30-39mm.
Summert opp: Etter vår mening bærer tømmerkassa preg av håndverkmessig godt utført arbeid , både i valg av tømmer og bearbeiding og fremstår som en forseggjort og ”vakker” tømmerkasse.
Vi skraverte også på veggen med papir og blyant for å overføre verktøyspor til papiret, det fungerte godt, men kan ikke være en selvstendig informasjon fra en vegg da det lett kan mistolkes de verktøysporene som oppsto, mener det er utfyllende informasjon sammen med foto .
Skravering av det 10. omfaret, med svært tydelige vibrasjonsspor. Det kan være en fordel å skravere med blyanten, både vertikalt og horisontalt, på to tegninger, for å få frem forskjellig informasjon av verktøysporene.
Under samlinga i tømring i Bardufoss i februar var ei av oppgåvene tømring av 2 stk. prøvenover med utgangspunkt i novene frå stabburet på Eggen gard i Bardu.
Stabburet på Eggen gard er truleg eit ev dei eldste bygga som står att i Bardu. I enkelte kjelder er det og omtalt som eit loft.
Under dokumentasjonen og prøvetømringa av nova, synte det seg etterkvart at dei tre medlemmane på gruppa hadde noko ulike innfallsvinklar på arbeidet. Det vart ei lite tema i seg sjølv. Medan Henrik med sine arkitektgener teikna nova i ulike vinklar ut i frå våre observasjonar, så var Jens oppteken av å måle opp faste stader i kvar enkelt nov i kvart omfar i den nova vi studerte i andre høgda av buret.
Eg valte å fokusere på fotografering kombinert med å forsøkje å sette meg inn i korleis ein kunne sjå spor etter framgangsmåten i tømringa i den originale nova. Eg prøvde på eit vis å memorere den tredimensjonale nova, ut i frå å studere den og tenkje prosess for å få hogd dei ulike elementa. Samstundes tok eg nokre få mål, for å sjå etter mønster og faste dimensjonar i nova, men eg la lite vekt på detaljert oppmåling.
Nova vi studerte i andre høgda i buret, frå innsida. (nordvestre nova)
Vi fann få tydelege faste mål, og såg ikkje noko som tydde på at tømrarane på sluten av 1700-talet var opptatt av å gjere kvart enkelt omfars nov svært lik den førre.
Nova er svært utgliden, så det var ganske lett å sjå inni. Lysforholda var derimot ikkje egna for fotografering, og det blei tildels store kontrastar.)
Sjølv om novene særleg i andre høgda i dag er svært opne og luftige, skyldas dette nok over 200 års hard medfart av vær og vind. Eg oppfattar novene som svært godt hogne, og dei har nok opphavleg vore tette og fine å sjå til. Mitt inntrykk på synfaringa var og at dei såg ut til å vere som skapt for å formas med øks, og da kanskje berre med ei eller to for handa.
Verktyspor og novas form var tydelege.
Spor i kinningane tydar på at i alle fall ei øks som er bruka i tømringa hadde ein eggbreidde på om lag 4 norske tommar, ei slik øks kan nok i utgangspunktet vere tilstrekkeleg for å forme heile nova. Å ha ei noko smalare øks i tillegg ville nok vere greitt, men vi såg ikkje sikre spor etter dette.
Skisse av nova for måltaking av ulike detaljar. Skisse: Henrik Jenssen
Denne nova er nært i slekt med tradisjonen frå Østerdalsområdet. Den kan kanskje beskrivas som ei form av østerdalsnov med tilnærma midtstilt femkanta hals og v-forma overhogg og tilsvarande spiss barke. Kinningane er hogne med ei nokså jamn lengde, omkring 4-5 tommar.
Utsida av buret, med dei fint tilhogne novhovudene.
Her er mitt forslag til framgangsmåte ved tømringa av denne nova, ut i frå observasjonar av originalen og tre dagar prøvetømring.
Hogge kinningar og overhogg i understokken.
En mulig veg kan vere å først hogge inn eit skår midt i der kinningane skal møtast. Dette er og midt i understokken, så det er greitt å sikte etter midten av den. Om ein hadde slått ei midtline på stokkane med sotsnor på førehand, ville det gjøre det lett å sikte inn midten av kinningar og overhogg. Skåringa gjør det lettare å hogge kinningane, og ein har midten av kinningane og botnen av overhogget klart for seg.
Kinningane trur eg ein tek etter det mål ein har bestemt seg for, og bruker deretter kinningane i stokken under som førebilete. I runde stokkar med noko varierande dimensjon vil kinningane nok kunne bli noko lengre på større stokkar. Om ein da ikkje ryr dei kraftigaste stokkane ned til passande dimensjon på førehand. Tømmeret i stabburet her var temmeleg jamntjukt, men dei grøvste stokkane var rydd inn til omkring same dimensjon som dei grannare stokkane.
Etter å ha hogge ut kinningane hogger ein ut overhogget, eit v-forma skår. Breidda på dette er eg litt usikker på korleis ein lettast bestemmer. Vi fant at ein måte er å ta det litt smalare enn breidda på overstokken, så ein er sikker på at ein ikkje havnar utafor stokklivet med underhogget. Djupna på dette varierte mye, men låg nok oftast innafor 1/3 av stokkhøgda.
Førebu overstokken
Her er det vanskeleg å vite kva for operasjon som har gått først. Ein løysning som eg syntes fungerte greitt var kappe stokken i rette lengda, og så bestemme kva side om er opp. Denne sida legg ein så ned, og merker opp midtline i endane med loddfjøl, og ein merker og opp dimensjonen på hovudet. Det er og god hjelp i å snorslå undersida etter midtlina. Novhovudene er hogne rette på stabburet. Sidan stokken er kappa i rett lengde, kan ein bruke eit fast mål frå novhovudet og inn til senter av nova. Så høgg ein kinningar ut i frå sentermålet frå enden av stokken, og så forma på novhovudet. Alt dette før stokken har vore lagt opp i veggen.
Overstokken ligg her opp ned. Kinningar og novhovudet er forma.
Felle stokken til medraging
Ein legg så stokken opp i veggen, i overhogget i understokken, i lodd og rett plassert i lengderetning.
No kan ein med passar måle opp avstanden ned til stokken under, og så bruke passar til å stikke opp både underhogget, og kor underkant av barken kjem.
Passar brukast til å stikke opp kinningar og barke.
Så snur ein stokken, og hogger ut underhogg og barke. For å finne breidda av barken mot halsen, kan ein bruke passaren som klave og måle breidda på overhogget den skal ned i.
Etter dette skal stokken i teorien falle ned og bli klar til médraging. Men etter eiga erfaring kan det hende ein blir nøydt til å finjustere litt for å får den på plass…
Médraging
Når stokken er komen så godt som ned til den under, kan den médras. Det gjekk å bruke same médragsjarnet til både å médra mellom stokkane og i kinningane. Men médraget vi hadde var ikkje heilt optimalt, og skulle ha hatt ein annan slip og vinkel.
Etter medraging høgg ein ut mosefaret, og ein høgg til streken i underhogget. Ein må og ta tilsvarande médragsmålet på barken. Så skal forhåpentlegvis stokken falle på plass.
Nova slik den er forsøkt retømra. Ikkje helt ulik originalen, men er framgangsmåten den same?
Verkty ein treng:
Øks(er). Vi brukte i hovudsak ei lita bile som var omkring 12 cm bred, samt ei skogsøks/ smaløks.
Loddefjøl (gjerne tilpassa breidda ein ønskjer på novhovudet)