I løpet av praksisperioden på læringsarena Stiklestad har vi hatt i oppdrag å gjenskape vinduene som sto i boligen på småbruket Rye. Vi har sett på gamle bilder fra før bygget ble flyttet til museet, hvor det fikk torvtak og småruta vinduer. Opprinnelig var det 1800-talls vinduer med store ruter som sto i bygget. Nede var det tre ruter i hver ramme og i 2. etasje mener vi det bare kunne vært 2 ruter i hver. Her kommer en framgangsmåte for produksjon av ramma til et av vinduene i andre etasje. Metoden har jeg/vi utviklet etter å ha produsert 7 rammer hver, hvor vi har testet litt ulike fremgangsmetoder og mange ulike jigger/hjelpemidler som vi har finjustert underveis. Nedenfor har jeg prøvd å forklare kort fremgangsmåten oppdelt i 10 steg.
Steg 1. Dimensjonering: Emnene måtte høvles og dimensjoneres. Dette ble gjort kun med tradisjonelle verktøy (grindsag og høvler). Til en vindusramme trengte vi 2. stk side-ramtre, en sprosse og 2stk tverr-ramtre. Dimensjonen på ramtreet satte vi til 32,5(5/4’’) x 45mm og sprossa ble 30 x 20mm. Dimensjonene hentet vi fra en vindusramme produsert på 1800-tallet. Det var også fra denne gamle ramma at vi hentet ut målene og profilen til glasshøvelen.
Steg 2. Oppmerking:
Når emnene var ferdig dimensjonerte, var det på tide å sette av de ulike målene vi trengte på emnene. Først var det å orientere emnene. Altså å bestemme seg for hva som skulle være innside, utside, opp og ned. Dette ble angitt med trekantmerking (se bilde). Det beste emnet gikk som bunn-ramtre og utenom dette orienterte vi stort sett slik at hjørnet på emnet som var nærmest marg, var der falsen ble plassert. Dette var hovedsakelig for å få mest mulig kjerneved vendt ut (margside ut).
Vi lagde oss en lekt som vi hadde satt av alle målene vi trengte på. For side-ramtreene brukte jeg lysmål som referansemål, mens for tver-ramtre og sprossa brukte jeg falsmålet som referanse.
Lysmål betegner avstanden mellom sprosse og sprosse eller ramtre og sprosse.
Falsmål er avstanden fra inni fals til inn i neste fals og er derfor lysmål + 2x fals.
På vinkelen min hadde jeg et merke som indikerte differansen mellom falsmål og lysmål. Denne brukte jeg for å overføre lysmålet på den ene siden av tverramtreene når jeg risset/vinklet målene rundt emnene.
Bredder for tappene/slissene markerte jeg med et ripmott. Jeg lagde meg et fast ripmott med to pigger i, slik at de risset begge merkene samtidig. I dette tilfellet var avstanden mellom ripene 8 mm.
Steg 3. Tapp og sliss:
På tver-ramtreene sagde jeg først ned «nakkingen» med en bakksag. Deretter var det å sage ut tappene og slissene. Dette gjorde jeg med en litt fin-tanna grindsag(slissesag). Jeg satte to og to emner i benken samtidig for å få litt fortgang. Jeg traff som regel godt med sagingen, men om det sklei ut litt, så pusset jeg vekk dette med en gang med et stemjern.
Steg 4. Tapphull og sliss:
Neste steg var å tappe vekk slissen og å tappe ut tapphullet for sprossa. Dette gjorde jeg med en 8 mm lockbeitel. Arbeidet gjorde jeg på en sittebenk. Jeg la ned begge side-ramtreene og satt på dem mens jeg tappet. Dette var overaskende effektivt! Se bilde under.
Steg 5. Glashøvelen:
For å komme videre, så var det på tide å høvle på fals og profil på emnene. Dette gjorde vi med en kombihøvel som ofte kalles «glashøvel» og som vi produserte i første uka av praksisperioden vår. Du kan lese mer om glashøvelen og hvordan vi lagde denne i Olav Erik Kvaal sitt blogginnlegg.
For å få emnene til å ligge godt, så lagde vi oss et «høvelbrett» som emnene lå godt nedi. Dette var spesielt nødvendig for å få sprossene til å ligge godt. Vi brukte «morhøvelen» til glashøvelen for å høvle en kontraprofil i brettet som sprossene lå godt nedi. Høvelbrettet hadde også dybdestopp for profilsiden av sprossa slik at den ikke ble skjevt høvlet.
Steg 6. Gjæringer:
Når profilen var på plass, kunne jeg ta ut gjæringene i emnene. Dette hadde jeg også en egen «jigg» til som vi kalte «gjærings-mal». Dette er en kloss som har kontraprofilen til emnene slik at den legger seg godt og stødig over emnet. Den har en 45 graders skrå flate i begge ender som er fin å legge stemjernet imot når man «stikker» ut gjæringen. Erfaringsmessig var det greit å sette igjen en halv millimeter til streken. Da ble gjæringene tette.
Steg 7. Sprosser:
Gjæringene og tappene i sprossene ble tatt ut i en egen jigg. Vi lagde en gjæringskasse for sprossene som hadde en stoppekloss på fals-siden og som indikerte hvor gjæringene skulle kappes. Dette gjorde arbeidet forholdsvis nøyaktig, men man måtte følge litt med. Kassen ble etter hvert litt rom og man må passe på at gjæringene møttes i en spiss i senter av sprossa og ikke blir sidestilt.
Steg 8. Montering:
Når alle delene var ferdige, så var det bare å montere de sammen. Vi satte på skrutvinger for å presse sammen i hjørnene og mot sprossene. Det hendte seg at det måtte justeres noe i sammenføyningene, men etter å ha produsert et par rammer, så merker man fort hvilke punkter som er kritiske. Vi fant også ut at mye går sammen med kompresjon når man setter på tvingene.
Steg 9. Plugging:
Sammenføyningene ble gjort fast med tre plugger. Vi boret med 6mm navar fra innsiden av ramma og lagde 4 kanta koniske plugger som vi slo godt inn. Vi lagde en jigg også til pluggene, en «plugg-løe» som vi la grovemnene nedi. Den hadde dybdestopp for høvelen slik at alle pluggene ble dimensjonert like.
Steg 10. Finpuss:
Pluggene ble kappet og pusset over med støthøvel. Sammenføyningene ble også ren-skjært og ujevnheter ble høvlet vekk før jeg til slutt tilpasset ramma inn i karmen.
På Læringsarena innlandet startet vi med Jarle Hugstmyr som veileder for å lage høvler. Vi laget hver vår vindus høvel som laget profil og kittfalls samtidig da dette kunne bli tydet ut ifra spor på de originale vinduene vi kopierte profilen fra.
Vindus produksjon ble startet med å velge ut ideelle emner for rammer og sprosser, vi bruker gran i vårt tilfelle. Vi fikk god veiledning av Hans Andreas Lien i å finne en effektiv fremgangs måte på verktøy bruk. Vi laget også merke lekt med dimensjoner for bredde og høyde med karm og plassering på sprosser basert på det originale vinduet
Vi merket at en ulempe med denne typen høvel er at vi uansett vil treffe på motved på en side av emnet grunnet måten det her blir høvlet på. Men det er en effektiv høvel i bruk som sørger for at alle deler blir like, en må bare være nøye med dimensjoneringa.
Til profilering på sprossene laget vi en seng til å legge delene i da vi trengte at de lå stabilt (kunne nok vært gjort bedre, men funket).
Rammene er sett sammen med sliss og tapp og plugget. Sprossene er tappet inn i rammene i siden, de stående sprossene er bare gjæret sammen.
Gjæringene på sprossene og rammene er merket med merkekniv og en god vinkel med store flater slik at vinkelen kunne brukes som anlegg for hoggjern for å få nøyaktige gjæringer på en effektiv måte.
Det blir boret ut for tre plugger med en navar mens rammen fortsatt er i tvinger.
Tre pluggene blir kappet og blir pusset over med en fint stilt høvel.
Emner til karm og midt post blir dimensjonert. Høvlet profil og fals på midtpost og karm før de blir sinket sammen. En annen student skriver om dette så jeg går ikke inn i detaljer på høvling og sinking av karm.
Vindus rammene blir justert og tilpasset til karmen i bredde og høyde til slutt.
Vi får en gjennomgang i skjæring av glass, underkitt, stifting og kitting av glass.
Vinduene er kittet ferdig og fraktet bort for mellomlagring. Vi veit ikke om vinduene skal males eller ikke. Vinduene er ikke hengslet pr nå da vi ikke veit om de skal være hengslet eller hvilket antall som eventuelt skal hengsles. Vi hadde heller ikke hengsler.
Det mangler en karm da vi mente emnene som var igjen rett og slett ble for dårlige og for vridde til å kunne brukes.
Vi har hatt 10 lærerike uker på lærings arene innlandet takket være dyktige veiledere som Jarle Hugstmyr og Hans Andreas lien. Vi har igjen en samling nå der vi skal gjøre eventuelle siste justeringer før det hele avsluttes med en eksamen.
Folkemuseet på Bygdøy arbeider våren 2025 med å oppføre et nytt bygg til formidling og undervisning i sløydhåndverk for skoleelever. Bygningen heter TradLab og vi som er studenter ved Tradisjonelt bygghåndverk har fått i oppgave å lage enkelte dører og vinduer til dette bygget. Under veiledning av tidligere student Håkon Fjågesund og med bakgrunn i bacheloroppgaven; Kva kan ei dør fortelje om korleis ho vart snikra? – Forslag til opphavleg arbeidsgang og verktøybruk, basert på gransking av ei 1700-tals fyllingsdør ( Fjågesund/ Brennvik), så ønsket jeg å forsøke å lage en innvendig fyllingsdør med tre fyllinger, etter forbilder fra perioden senempire(1835-1870). Den påfølgende beskrivelsen tar for seg fremgangsmåten jeg benyttet ved høvling og oppretting av fyllingene til denne døren.
Tidligere har jeg klart meg med en skrubbokse og stor langhøvel i arbeidet med å rette opp fyllinger eller andre større og limte emner. Da har jeg justert grovheten på høveltanna for begge høvlene og langhøvelen har jeg justert særlig fint på den siste finpussen. Jeg vil med denne beskrivelsen forsøke en arbeidsprosess hvor jeg bruker flere høvler og raskere skifte mellom høvlene, med intensjon om å spare tid og ha bedre kontroll på vindskjevheter underveis.
Verktøy
Verktøyet jeg har benyttet er et alminnelig høvelbenk med fremtang, baktang og to haker samt siktestikker. Jeg har valgt meg ut fire høvler til rettingen; en liten skrubbhøvel, en skrubbokse, en sletthøvel og en stor langhøvel(rubank).
Emnet
Det skulle lages tre fyllinger til døren og hver fylling bestod av to sammenlimte emner av furu med høy andel kjerneved. Furu av en slik kvalitet er unødvendig for innerdører og jeg ville foretrukket gran. Det var likevel interessant å se hvordan høvlene virket på feit kjerneved.
Fremgangsmåte
Høvling med svært grovstilt smal skrubbhøvel:
Jeg startet med oppretting av referansesiden på fyllingen. Denne hadde et visuelt avvik på i overkant av ¼» når jeg la på siktestikkene. I tillegg til avviket i overflaten så skal jeg høvle bort vindskjevheter og sagskuren – da skal jeg mellom ⅛” og ¼” ned i overflaten på hele emnet. Jeg startet med å finne de største «ryggene» over marg og vindskjevheter med siktestikkene. Jeg arbeidet hovedsakelig diagonalt og dermed så var det ikke et problem med utriving. Jeg la merke til at fordelen med en så liten og lett høvel er at jeg kan skifte retning og bevege meg raskere. En lett og smal høvel med krane gjør at jeg jobber enkelt både på skyv og trekk rundt store kvister og der fibrene er rotete. Jeg tok godt i og stoppet når jeg hadde en grov men plan overflate. Det var fremdeles så ujevnt etter denne høvelingen at jeg aksepterte om siktestikkene fremdeles viste noe skjevheter. Jeg gikk raskt videre til neste høvel.
Høvling med grovstilt skrubbokse:
Høveltanna på min okshøvel hadde en svak bue langs hele eggen og var tydelig avrundet ut mot sidene. Jeg høvlet parallelt med vedretningen og tok enkelt ned de høye diagonale rillene etter skrubbhøvelen. Jeg jobbet også diagonalt på vedretningen for å effektivt få bort ved. Et fint forvarsel på at jeg var i mål med denne høvelen og måtte skifte til neste var at høvelen driver ut hele og lange spon. Da var jeg kommet ned til et nivå i emnet som var rett nok for denne høvelen. Små sagflis i sagskuren satt seg fast i sponrommet og det var derfor en fordel å få høvlet bort alle disse med skrubbhøvlene, ettersom de har stor sponåpning.
Høvling med finstilt sletthøvel:
Jeg gikk over til en sletthøvel som måler 20” lengde og ca 2” bredde på høveltanna. Denne hadde også en svak bue langs hele eggen, men den var så svak at det var under 1mm høydeforskjell til sidene. Når høveltanna ligger 45 grader så utgjør dette enda mindre på høvlingen. Jeg jobber i lengderetning av veden og nå tar høvelen alle ryggene som okshøvelen har satt igjen. Jeg kontrollerer med siktestikkene at rettingen på hele fyllingen er rett og retter denne så nøyaktig som mulig. Den siste høvlingen med langhøvel tar såpass lite at jeg ønsker ikke å bruke denne mye for å rette inn skjevheter. På samme måte som for okshøvelen så ser jeg at sletthøvelen stadig driver ut lange spon i hele emnet lengde – da stopper jeg og går over til neste høvel.
Høvling med finstilt langhøvel(rubank):
Jeg bruker en langhøvel som måler 28” lengde og 2 ¼” bredde på høveltanna. Eggen på høveltanna er ikke slipt med noen bue, men den er svakt avrundet på kantene med lett bryning. Denne høvelen er så lang at den nesten dekker hele emnets lengde og den fungerer nærmest som en siktestikke. Den fanger opp vindskjevheter og får med alle hjørnene og kantene i fyllingen. Slik som tidligere så høvlet jeg med denne helt til jeg får hele og sammenhengende spon i hele fyllingens lengde. Da vet jeg at den tar likt hele veien og i teorien skal overflaten være uten vindskjevheter og rett. Dette betinger selvfølgelig at høvelen i seg selv er rett og kontrollert på forhånd.
Konklusjon:
Ved å ta i bruk flere høvler og gjøre hyppige skift mellom høvlene, gav meg raskere og bedre resultat på overflaten, sammenliknet med å bruke kun to høvler som stadig må justeres i grovhet. Den største fordelen jeg merker meg er at jeg har bedre kontroll på vindskjevheter i overflaten. Ved å først gjøre en grovoppretting og så stadig jobbe med “rillene” avsatt fra forrige høvel så opplever jeg at prosessen er mer kontrollert enn å hoppe rett på langhøvelen. Det klare signalet fra høvelen ved at den tar i stadig mer sammenhengende og til slutt heldekkende spon er en veldig enkel måte å få kontroll på resultatet. Dette gjelder kanskje spesielt for en som ikke har mye erfaring med oppretting av overflater med håndhøvel. En litt forenklet sammenlikning med sliping, enten med sandpapir eller bryner, er at en sjelden går direkte fra en grov til fin gradering. Derfor virker det også naturlig å dele høvlingen opp i flere graderinger.
På vårens Læringsarena Vestland har vi hatt en ukes smiskurs med smeden på Hardanger Fartøyvernsenter “Seppe”. Her har vi blant annet smidd spiker, dor, rissnål, hengsler, øks kniv og annet herdet eggverktøy. Vi har også vært igjennom prosessen med normalisering, herding og anløping i forskjellige varianter. Dette har gitt os mye ny kunnskap og forståelse av eggverkøy og hvilke faktorer som spiller inn for å lykkes med produksjon og vedlikehold av disse.
Jeg vil i dette innlegget ta for meg prosessor for smiing av middelalderøks. Da dette er ganske hektisk når det drar gang har det blitt smått med bilder men jeg vil prøve å skissere teknikkene for å gi en så tydelig visualisering av prosessen som mulig.
Vi begynte med å tegne opp formen på øksen, sett fra siden og ovenifra/nedenfra.
Jeg brukte i dette tilfellet en islandsk modell som utgangspunkt.
Det finnes flere måter å gå frem i denne prosessen men jeg valgte å brette stålet rundt øyet for å laminere det symmetrisk med eggstål i midten. Vi har også eksperimentert med andre teknikker, blant annet å kløyve emnet i begge ender, for så å legge eggstålet inn in den ene enden, og lage øyet med essesveist nakke på tvers i andre enden, noe som vi har kommet frem til etter analysering av flere originale hordabiler, og som har vist seg å fungere veldig bra i praksis.
Når formen på øksen er bestemt fant jeg frem et emne. Her kan man ta utgangspunkt i høyden rundt nakken da dette gjerne er det tykkeste området med kun ett lag stål. Resten av øksen smis ut og formes utifra hvor tykt godset på emnet er. Dette er noe som kan være vanskelig å beregne men man vil etterhvert få en erfaring med hvor mye gods man trenger for å forme en spesifikk modell.
Man må tenke at øksen skal brettes rundt et øye. Derfor brukte jeg en forhåndslaget dor med den formen jeg ville bruke for å lage øyet. Her legger man doren midt på emnet først på høykant, så ut på tvers på hver side for å få den totale lengden stål rundt øyet. Man må også kompensere for vinkelen for hver gang man flytter doren for merking, da denne er konisk men selve øyet merkes ut i en rett vinkel med øyets åpning større i nedre del enn øvre del. Her er det fort å gå på en smell. Det resterende ut på hver side av denne oppmerkingen vil være mengden gods i øksens frempart i trippel bredde (to lag stål brettet rundt øyet med eggstål i midten).
Når dette er oppmerket er man klar for å begynne formingen av øksen. Man begynner med å varme opp emnet til gult, og markere merkene etter øyet med rette linjer der det skal brettes rundt. Dette gjøre det lettere å få bøyingen til å skje på riktig plass, og gjør utformingen av øyet til slutt lettere. Det er også en fordel å forme kanten der de to endene vil møtes i skjøten (økseøyets frampart) for at det blir en skarp, definert kant for en sterkere sammenføring.
Det er viktig å varme emnet opp til gult når man jobber med dette. Jo mørkere farge, desto stivere er emnet å jobbe med og det kan fort oppstå brudd og svakheter hvis ikke stålet er skikkelig gjennomvarmt og mykt.
Når man har brettet rundt øyet, fått linet opp de to partene som skal møtes og er fornøyd med utformingen er man klar for første del av av lamineringen. Dette gjøres ved å essesveise partene sammen, som er en teknikk der det er veldig viktig å ha riktig og nok temperatur uten å ødelegge stålet. Dette er kanskje det mest kritiske med hele prosessen av å smi øks, men med litt trening er det mulig å få det bra. Mye av selve bindingen i lamineringsprosessen foregår faktisk i oppvarmingen og ikke selve bankingen. Her er det viktig å banke forsiktig delene sammen slik at de hefter seg, å “pakke”. Etterhvert kan man slå hardere men uten å få delene til å sprike.
Etter at disse delene er heftet sammen kan man åpne opp igjen fremparten av lamineringen og legge inn eggstålet. Dette er et lite stykke med herdbart stål som tradisjonelt har vært dyrt og ofte bare brukt der det var nødvendig. Dette lamineres på samme måte, og pakkes sammen til det er god heft.
Nå sitter man igjen med et ferdig laminert stykke som er klart til grovforming. Her gjelder det å banke ut formen på øksens frampart til ønsket fasong og tykkelse. Det er viktig å bruke god varme og banke ut effektivt for å unngå unødvendig stress på emnet. Til slutt går man over øyet på nytt og gjør en finforming, gjerne sammen med øyekilen. Deretter tar man finformingen av øksens frampart og sjekket for symmetri, vridning osv.
Dette er stort sett prosessen med å smi en øks. Nå gjenstår normalisering, herding og anløping i henhold til stålets kvalitet. Dette er en omstendig prosess og vil bli omtalt i et senere innlegg.
Som en del av læringsarena Innlandet Fylke dette semesteret, har vi studentene Vidar, Martin og Jonathan snekret to drevspondører, eller det som også ganske presis kan kalles borddør med inngradet labank.
Bilde 1: Vidar Ringelien, tilnærmet ferdig resultat av borddør #2
En drevspondør består av stående bord – dørbladet, og et kileformet og gradet tverrstykke – drevsponen.
En del spørsmål oppstår når en skal snekre en drevspondør. Verktøy, begreper, plassering, utforming og orientering av drevspon, avsmalning for drevspon, dybde på gratspor.
Sammen med våre to veiledere, Jarle Hugstmyr og Hans Andreas Lien, gjorde vi studentene oss opp en del meninger om de ulike momentene, og gjennomførte etter de ulike erfaringene vi hadde samlet fra tidligere drevspondører og konvensjoner innenfor snekkerfaget. En god kilde til kunnskap fikk vi også fra en masteroppgave av Alexander Myrseth, “Borddør med inngradet labank – dragspondør” (Myrseth, 2017). I oppgaven er det registrert 27 drevspondører, og to okedører. Her kan man blant annet lese noe mer utfyllende om terminologien, som jeg bare kort vil liste opp her.
Bilde 2 og 3: Gradhøvel og ulike gradsager
Begreper, navn, terminologi Drevspon-, dragspon-, rekspon-, labank-, bord-, og plankedør.
Drevspondør er et begrep som jeg ofte hører brukt, slik at det ligger meg nærmest å bruke ordene drevspondør eller borddør her. Drevspon, rekspon, labank og tverrtre er det samme og her vil jeg bruke drevspon som navn på denne bygningsdelen.
Plassering
Gratsporet ble plassert fra endene ca ⅙ avstand av total lengde av dørbladet. Vidar kjente til denne regelen fra tidligere.
Bilde 4: ⅙ fra topp og bunn finner vi også i eksempeldøra (s. 27, Myrseth, 2017)
Vi drøfter om drevsponene skal ligge i vinkel på dørbladet, sentrert, eller skråstilt. Hans Andreas nevner at en svakhet med drevspondører er at de kan begynne å henge litt etter tid. Skråstilte drevspon kan potensielt motvirke dette, da de også ville fungert som skråavstivere. Siden vi ser flest eksempler på drevspon som ligger parallelt i overkant og underkant med topp og bunn av dørbladet, bruker vi den standarden.
Utforming av drevsponen
En av dørene lagde vi med drevspon uten skulder, en av dem med drevspon med skulder.
Bilde 5 og 6: Drevspon/tverrtre uten og med skulder
De to framgangsmåtene er veldig like når det kommer til utforming av dørbladet og av gratsporet. Hovedforskjellen jeg ser mellom drevspon med og uten skulder, er at når det er skulder har vi anledning til å bruke en gradhøvel som gjør arbeidet med å lage en sinking, eller grat, i drevsponstykket veldig effektivt. Med skulder kan vi også til en viss grad skjule en fremtidig kryping og glipper mellom drevspon og gratspor i dørbladet.
Begge typene drevspon krever at borda i dørbladet utgjør en slett flate. Dette er fordi drevsponen gjerne skal ligge godt på flata i bunn, og presse likt opp mot støtflatene i gratsporet. Ligger ikke drevsponen godt vil den enten bli for stram på feil plass, eller for slakk slik at det blir glippe og dårlig sammenføyning. Bruker vi grunthøvel til å lage flate i sporet, er dørbladet anlegg for dybden i gratsporet, derfor er det nyttig med veldimensjonerte bord. Om man stemmer ut hele gratsporet har dette mindre å si.
Akkurat bredde på gratsporet var oppe til drøfting under snekring av begge dørene. Vi kunne ikke finne en klar regel eller gjennomsnitt på gratsporbredda i litteraturen, og det ble en skjønnsmessig vurdering. Vi brukte et sted mellom 5 og 8 cm bredde fra smaleste til breieste del av de to drevsponene, med 1,5 og 2 cm avsmalning på meteren.
Ved utbedring av et spor som ligger godt, lærte vi å høvle av drevsponen på motsatt side av der det presser på. Dette er ganske vanlig framgangsmåte for tilpasning i all snekkerpraksis, men det er allikevel et moment som kan framstå litt unaturlig, siden det gjerne er der arbeidsstykket ligger best i sporet at man blir nødt til å fjerne ved. I dette tilfellet er det ingen tilgang for å meddra arbeidststykket. Prosessen blir dermed å ta litt og litt, å måte til, en skjønnsmessig utprøving for å oppnå tette møtende flater langs hele forbindelsen mellom grat og gratspor.
Noe utjevning av dimensjonsavvik mellom borda i dørbladet ble også del av prosessen.
Dybde på gratsporet
Borddimensjonen var I den første borddøra 5/4, og da brukte vi en tredels borddimensjon som dybde. I den andre borddøra var dimensjonen 1” og vi brukte ⅜ ” dybde. Myrseth skriver i sin oppgave “Gjærder (1952) skriver at de første borddørene på 1600-tallet ble lagt med inngrading på halv tykkelse. Tallene fra dokumentasjonsprotokollen viser derimot at inngrading ligger 1/3 eller 1/4 av tykkelsen på de dørene som er besiktet.” (s. 24, Myrseth, 2017)
Orientering av materialet
Som hovedregel er vi kjent med at margsiden alltid er vendt ut, gitt at døra er en ytterdør. Samtidig er drevsponen aller oftest plassert på innsiden. Drevsponen ligger alltid med margen ut fra dørbladet, og døra slår inn i rommet (s. 23, Myrseth, 2017). Vi brukte kun disse fremgangsmåtene.
Avsmalning i tverrtreet
Vi fant at en typisk avsmalning kunne ligge på mellom 1,5 og 2 cm på meteren. Med Hans Andreas tar vi 5/8″ per meter avsmalning på drevsponen. Med Jarle valgte vi å bruke 2 cm på meteren.
Drevsponen uten skulder har i dette tilfellet vi valgt til en avsmalning på 2 cm per meter. Sinken har vinkel på 15 grader.
Bilde 7: drevspon uten skulder
Øvrige detaljer av byggeprosessen
I begge dørbladene pløyde vi not og fjær i bordene. Dette gjorde vi med en skottbenk og not- og fjærhøvel.
Vi tester ut ulike fremgangsmåter.
I mangel på lange nok skrutvinger, spenner vi fast døra med tilpassede lekter som har påfestet en kloss i hver ende, og kiler for å stramme bordene sammen, slik at de ikke forskyver seg mens man feller inn drevsponen.
Bilde 8: Dørbladet ligger spent sammen.
Da vi brukte drevspon uten skulder, kunne vi bruke drevsponen selv som anlegg for skråflata i gratsporet.
Bilde 9: drevspon som anlegg og bakksag
Når vi brukte gratsag brukte vi ikke fastspent anlegg, og var derfor avhengig av et godt riss som saga kunne ligge i.
Bilde 10: Vi risser for sagsnittet
Vi bruker en gratsag, med hjelp av en kloss kan vi bruke siden på høvelen som anlegg i lodd, for å holde en jevn skråvinkel på sagsnittet. Vi lager drevspon med nakke og bruker høvel og gratsag. Dybda på saga og høvelen, samt vinkelen må stemme overens. Dybda på saga og høvelen er på 3/8″, pluss litt mer på saga for å ha klaring.
Graden ligger på 12,5 grader.
Bilde 11: Gratsag med kloss for anlegg
Vi sager et spor i midten av gratsporet, for å muliggjøre utstemming av veden.
Bilde 12: Sagsnitt i midten av gratsporet
Vi stemmer ut veden av gratsporet, men ikke til full dybde.
Bilde 13: Utstemming av gratsporet
Grunthøvelen gjør resten av jobben. Den kan ikke stilles altfor dypt av gangen (fordi det blir for tungt og fare for utrift), så vi tar uthøvlingen i to etapper. I endene av gratsporet svinger en inn grunthøvelen for å unngå utriving. Langs sidene av gratsporet passer en på å holde høvelen litt i viknkel slik at en ikke treffer og ødelegger kanten. Til slutt går en over med kniv eller stemjern langsmed hjørnet i bunn av sporet.
Bilde 14: Grathøvelen brukes på skrått i enden av sporet
Å bruke en semshøvel er et alternativ for å høvle deler av gratsporet.
Bilde 15: Semshøvel i gratsporet
Her tilhøvles første grat i drevsponen med skulder. Gratflatene i sinken i drevsponen kan være ca like breie så de blir solide.
Bilde 16: Graten i drevspon med skulder
Her gjør Hans Andreas Lien siste tilpasninger av drevsponen med gradhøvelen.
Bilde 17: Høvling av grat i drevspon med skulder
Her går Jarle Hugstmyr over en platte i profilen med semshøvel, etter at drevsponen er slått inn.
Bilde 18: Semshøvling, finjustering av overgang mellom staff og platte i profil, drevspon uten skulder
Fordi det er en stund til døra skal installeres, kan man etterslå drevsponene og kappe dem før montering.
Bilde 19: Bilde av drevspondør før drevsponene er kappet.
Blogginnlegget blir etter hvert oppdatert med sluttbilder av installert dør
Litteratur
MYRSETH, Alexander, 2017, Borddør med inngradet labank – dragspondør. Masteroppgave, Gøteborgs Universitet
På læringsarena Stiklestad hadde vi besøk av Jarle Hugstmyr, han var instruktør for oss den første uka av praksisperioden vår. Oppdraget hans var å veilede oss i prosessen med lage glass høvel for en produksjon av 20 vindusrammer til Husmannsplassen Rye som står på Stiklestad museum. Vi hadde som forbilde ett typisk vindu vi ofte finner i trønderske hus fra 1800 tallet. Vi ønsket å fordype oss i en produksjonsmetode hvor man høvler sprossen fra siden, slik at kittfals og profilering skjer samtidig. Samme høvel brukes for å høvle kittfals og profilering i ram tre.
Dimensjonene på vårt forbilde er:
Bredde ramtre 45 mm
Tykkelse ramtre 32 mm og sprosse 30 mm
Tapp og sliss 8 mm
Høvelstokk
Vi hadde høvel tenner levert av Lien smie, de var bestilt som filbar noe som betyr at herding og anløping er utført slik at ei vanlig fil biter i stålet. Dette er veldig gunstig med tanke på at vi skal forme stålet ganske mye.
Jeg startet med å måle bredden på høveltanna og la til 16 mm, da fikk jeg en bredde på 50 mm som da ble bredden på høvelstokken. Inspirert av en gammel høvel Jarle hadde med valgte jeg at høyden på høvelstokken skulle være 68 mm. Jeg kappet 2 fine emner av bjørk på lengde 33 cm og dimensjonerte disse til dimensjon 50 mm bredde og 68 mm høyde. Jeg valgte ut det beste emnet og merket meg den siden emnet var best og høvle på, jeg merket oversiden av høvelstokken slik at retning og sålen er bestemt. Det beste emnet skulle bli til glass høvelen min. Det andre emnet skulle bli til det som kalles mor høvel.
Mor høvelen har en omvendt profil som man kan bruke til å høvle ut sålen på glass høvelen.
Jeg starter med å ta ut spon rommet i emnet som skal bli mor høvel. Senga er 45 grader, kjakene er 8mm og grades ned til 4 mm i bunn , kilegangen 35 grader.
Sålen på mora
Nå må det tas noen valg i forhold til de vinduene vi skal lage, først må vi bestemme størrelsen på kittfalsen. Det er ønskelig at kittet ligger 45 grader mot glasset og siden vi skal bruke 3 mm glass valgte vi en høyde i kittfalsen på 11 mm. Vi valgte ut fra vinduet vi har som forbilde, en bredde på 7 mm i kittfalsen. Totalt skal sprossa ha en høyde på 30 mm, og siden vi har brukt 11 mm på kittfals er det 19 mm igen til platte og profilering. Ut fra vårt forbilde valgte vi at platten skulle måle 10 mm. Det er verdt å merke seg at bredden på platten bør være litt bredere enn tapp/sliss i ramtre, hadde vi for eksempel valgt en platte på bredde 8 mm, ville det blitt sårbart for hull i gjæringen mellom sprosse og ramtre. Med platte på 10 mm fikk vi 9 mm til profilering. Profilene i forbildet vårt er en Staff og en liten hulkil.
Her er ser vi målene på sprossa som ligger i glass høvelen, det er disse målene man må ha klart forhold til før man kan lage sålen på mor høvelen. Man må må ta høyde for at tanna i mor høvelen vil stikke litt ut fra sålen og påvirke målene når den skal høvle sålen i glass høvelen, man kan godt runde ned en mm i målene for sålen i mor høvelen.
For at man skal være sikker på at målene stemmer og for at man kan planlegge hvordan man vil høvle ut sålen på mor høvelen, er det lurt og tegne den i ett litt stort format, det letter prosessen mye.
Jeg bruker en fals høvel for å sette av de eksakte breddene og dybdene på de flate kantene, jeg bruker en liten Sems for å ta meg ned mot det som skal bli profiler. Arbeidet med profilene er enklest om man benytter en kloss for å legge an profil høvlene mot, denne enkle og effektive teknikken demonstrerte Jarle for meg etter at jeg hadde knotet litt på fri hånd.
Ett land ble skrudd til mora, høvel tanna ble formet på smergel, filt og brynet slik at vi kunne høvle sålen på glass høvelen.
Glass høvelen
Det beste emnet merket jeg opp for uttak av seng, kjaker, spon åpning og spon rom. Det er verdt å merke seg at sålen skal stikke 17 mm ned i emnet, man må ta hensyn til dette når man bestemmer spon rommet. Jeg tok høyde for at senga blir litt romslig slik at tanna kan justeres noe sideveis. Når spon rommet er tatt ut høvler jeg på sålen med mor høvelen. Man må høvle så langt ned at man kan få ett land. Mitt land satte jeg på venstre side av høvelen, landet stikker ned ca 5 mm. Glass høvelen har en dybde-stopp i midten av sålen, det er platten i sprossa som utgjør dybde-stoppen. Dette er vist lengre ned i teksten under bilde av tanna.
Kilen
Jeg finner meg ett emne av bjørk som er noe lengre enn den lengden kilen skal få, dette er for at det skal gå an å spenne fast emnet i høvelbenken med en hold-fast. Jeg retter emnet og får rette vinkler. Jeg risser opp ca 10 grader på emnet, sager etter risset, legger emnet oppå ei litt tykk fjøl (1 tomme) slik at enden på emnet mitt stikker litt ut fra enden på fjøla, da kan jeg enkelt høvle siste biten ned til risset med en stuss høvel. Nå kapper jeg lengden på kilen med litt overmål med tanke på tilpasning mot kjakene.
Kilen skal stramme jevnt på tanna og stramme jevnt på begge kjakene, når kilen er helt jevnt tilpasset er det nesten så den fester seg bare med å klemme den inn med fingrene. Når man setter inn tanna og strammer kilen og holder høvelen opp mot lyset skal det ikke være mulig å se lys mellom senga og tanna, dette er en god målestokk for å se om senga er plan i forhold til tanna. For å sjekke planet i senga kan man sverte baksiden av tanna med en blyant, og gni tanna frem og tilbake mens man presser den mot senga, dette vil gi sverting i senga og indikere om tanna ligger jevnt.
Kilen kan med fordel være en anelse for bred i forhold til veggene i spon rommet slik at den tetter godt mot sidene og ikke tillater spon å kile seg fast. Er det en liten glippe kan man være sikker på at det kiler seg spon. Det er veldig viktig at man er nøyaktig med tilpasningen av kile, kilen er utrolig viktig med tanke på høvelens funksjon. Ligger ikke tanna med jevnt trykk mot senga kan man få vibrasjoner under høvling. En dårlig tilpasset kile kan gi kiling/pakking av spon, noe som vil være til stor irritasjon under høvling.
Armene på kilen skal stramme mot sidene i spon rommet, armene skal følge formen på kjakene. På denne kilen er arma på høyre side justert litt på lengden, dette for at jeg hadde noe utfordring med pakking av spon under høvling av profilen i sprossa. Små justeringer er det som kan velte lasset i forhold til en god og en mindre god høvel. Ofte kan utfordringer skyldes kilen.
Tanna
Jeg sverter fremsiden av tanna med en tusj, setter den i høvelen og merker i tanna etter sålen med risse nål. Dette etter tips fra Jarle, og det viste seg å fungerte godt for meg. Risset blir tynnere enn å sette strek med tusj/penn og det forsvinner ikke når man avkjøler tanna i vann under smerglingen.
Jeg setter tanna 90 grader ut fra smergelen og tar meg ned til nærheten av risset, på dette viset slipper man å ta hensyn til tynne små kanter, som lett kan bli blå og miste noe av herdingen, denne metoden gjør at man får fjernet stål litt raskere. Når jeg har nådd i nærheten av risset setter jeg tanna ca 35 grader på smergelen og sliper sånn at eggen får en frivinkel på 10 grader i forhold til at senga er 45 grader. Jarle viste oss at dette godt kan gjøres enklest på frihånd.
For å file tanna til den formen man vil ha, er det viktig å kile den fast i høvelen slik at man får så nøye referanse som mulig. Siden man må ut og inn med tanna flere ganger er det fristende å holde den fast med tommelen mens man sikter, men dette gir ikke god nok nøyaktighet etter min erfaring.
Etter smergelen jobber jeg med forskjellige filer for å komme så nærme sålen i form som mulig, det er viktig at alle kanter og profiler får en fri-vinkel slik at tanna tar godt i hele profilen. Tilslutt jobber jeg med forskjellige bryner. Fremsiden av tanna planes og brynes. Midten av tanna er tatt ned til under nivået på sålen, dette for at platten, som er i midten av sprossa er dybde stoppen på glass høvelen.
Forming av tanna kan være en møysommelig prosess, men det er viktig å ta seg tid til alle detaljene. Det er tanna som til slutt bestemmer hvordan sprossa og ram treet blir tilslutt. Jeg bruker forskjellige filer i forminga, de filene jeg bruker mest er en liten trekantet fil og ei rund motorsag fil.
Tilbehør
Sprossen høvles først på en side, da ligger den godt på den flate siden under høvling, så må man snu sprossa for å høvle den andre siden, da er det vanskelig å få den til å ligge stødig på høvelbenken.
Jeg har tidligere lagd en kasse for å dimensjonere emner til vindus produksjon, på baksiden av denne kassen lagde jeg ett spor med hjelp av mor høvelen, dette sporet følger formen til sprossa slik at den kan ligge stødig under høvling.
Sprossa ligger stødig under høvling. Midten av høvelen, nærmere bestemt platten i sprossa utgjør dybdestoppen i høvelen.Jeg lagde også ett spor jeg kunne legge ramtreet i under høvling.Ramtre og sprosse sammenføyd.
Oppsummering
Glass høvelen var komplisert, men utrolig interesant å lage. Høvelen inngår i ett system vi har forsøkt å gjenskape fra tradisjoner forbundet med vindus produksjon fra 1800 tallet, diverse merke verktøy og jigger er en viktig del av systemet. Jeg og Ludvik Kringen Bye hadde gleden av å lage til sammen 20 vindusrammer med hver vår glass høvel, etter noe småjusteringer på tann og kile så gikk høvlene våre veldig godt. Det viser seg at det er de små detaljene som avgjør om en høvel går godt.
I følge vår instruktør Jarle Hugstmyr så er det viktig at «øynene får sitt». I dette legger han at utsmykning av høvelen er også viktig, noe som også viser seg å ha vært viktig for håndverkerne før oss. Jeg valgte å kopiere utsmykningen på den gamle høvelen Jarle hadde med
Fagemnet i 2024 har vært stavkonstruksjoner. Læringsarena Innlandet (Haverstad) har tatt fatt på emnet gjennom et variert utvalg av mindre og større konstruksjoner og prosjekter.
I dette blogginnlegget vil jeg fokusere på en “formidlingsoppgave” vi studentene ble tildelt: å lære bort tradisjonelle tømreroppgaver til VGS-skolelærere på byggfaglinjer i Innlandet. Innlandet Fylke inviterte til seminar om tradisjonshåndverk, med formål om å øke innholdet av denne faggrenen i skolene. Min oppgave var å vise hvordan vi tømrer et fotingsrøst i tradisjonen av Oddvar Myrdal (Hadeland) slik det er blitt overført til oss studentene, gjennom veileder Hans Høgnes hovedsakelig.
I formidlingsoppgaven brukte jeg en annen oppmerkingsmetode (loddsnor, passer og tømmermannsvinkel) enn det som skulle være Oddbjørn Myrdal sin standard metode (kun vinkel) og tradisjon. Tømringa var i praksis en hybrid av flere tradisjoner.
Innføringen i fotingsrøst:
Røstmal
Oppmerking av bygningsdeler med loddsnor/vinkel
Uthogging av sammenføyninger
Røstmal
Først tegner vi et 1:1 oppslag av røstet for å finne sperrelengde og mål for tapp på sperrelunnen. Vi brukte treungs ( ⅓ ) røsting. Dette kan gjøres på et avbindingsgulv, på fjøler eller liknende.
Prinsippskisse for oppslag av røstet
Husets bredde deles på tre og vi setter av mønepunktet i midten av gavlen. Fra mønepunktet slår vi da en skrå linje ned til ytterkant husbredde på sperrelunnen. Vi flyttet åsplanet inn omtrent en tomme anleggsflate for troa, i sperrelunnen.
Deretter trekkes fra denne linja en parallell linje i åsplanet og får da to nye krysningspunkt og en linje mellom som svarer til sperreplanet. Denne brukes for å finne sperrelengda pluss tapp ned i sperrelunn, og fellinga i toppen av sperra med tilstøtende sperre.
Sperrene er felt ned i sperrelunnen med midtstilt tapp og med halv ved der sperrene møtes i mønet.
Oppmerking av bygningsdelene
Det første sperrebindet ble merket og tømret med målene fra røstmalen og første sperrebindet ble brukt som mal for resten av sperrebindene. Her kunne vi også ha brukt røstmalen, som i praksis blir en merkelekt, til å merke over resten av sperrebindene.
Vi klosset opp mellom malsperrebind og bygningsdelen som skulle merkes fra den, slik at det skulle bli plass til å lodde for oppmerking. Med bruk av lodd, var det et vilkår at malen lå i vater. Vi hektet på noen stoppeklosser i ytterkant slik at emnene raskt kunne bli plassert helt parallelt over malen. Disse var viktige å få i lodd. Da ble det en solid merkestasjon for sperrer og sperrelunn, og effektivt å produsere x-antall sperrebind.
Ved bruken av lodd og snor, gjorde vi opp for virkesfeil fra sagskurd, vridning og deformasjon fra tørking mm, som vi ellers ikke ville tatt opp i like stor grad med bruk av vinkel.
Til presis merking av tapphull, tapper og halv ved i toppen av sperrene, bruker vi faste rissmål der referansesida må brukes mot anlegget.
Uthugging av sammenføyninger
Vi tok ut virke med tappjern og sag eller øks.
På kort tid var sperrebindene slått sammen. Merkinga tar noe tid, men går raskere etter hvert som man blir dreven.
På læringsarena Vestland driv vi med eit bygg i tungt bindingsverk. Instruktør er Robert Klumpp som har lang erfaring med desse bygga både frå den tyske og den norske tradisjonen. Dette er eit arbeidssystem som har opphav i ein stor handverkskultur med tidlege ordningar for utdanning og handverkslaug. Ein merkar at kunnskap i matematikk og geometri er meir framtredande i dette systemet enn i stavlinesystemet, spesiellt når ein kjem til takkonstruksjonen med hengeverk og skifting. Vi veit likevel at dette var vanleg kunnskap også i Norge då det låg inne som ein vesentleg del av svenneprøva for tømrarar fram til industrien etterkvart tok over produksjonen av takkonstruksjonane og det etterkvart vart mindre aktuelt å utføre utreikningane på byggeplass. Desse bygga er tenkt på ein litt annan måte enn våre. Der vi brukar strevarar og kledninga som stivande prinsipp, er det her djupe tappar og plugging som gjeld. Tradisjonellt er desse bygga helst utmurte med tegelstein og leirmørtel. I dei eldste husa kan ein i staden for tegel finne flettverk i tre som er fyllt opp med leire. Den samla tyngda i bygget vil difor verte høg, og dette gjer at konstruksjonen er sterk og stabil når alt verkar i hop.
Det må og nevnas at Robert Klumpp legg vekt på at alle seksjonar skal «spenne», det skal ikkje vere for stramt, men heller ikkje slakt. Balansegangen er medviten og kontrollert gjennom måten delane vert lagt opp og målsett. I prosessen vart det terpa på nøyaktigheit i denne delen av arbeidet. Det grunnleggande er å ha sikre mål og bevisst prosedyre i uttak av stavlengde, tappar og tapphol.
Dette byggesystemet krev at grunnmuren er i vater sidan rettinga av rafta er gjort i syllomfaret via lik stavlengde. Slik sett skiljer dette seg frå td nordmørsk stavline der stav og strevarlengde vert avgjort på tufta. Utmurt bindingsverk finn ein serleg i Oslo og kvadraturen, men og til dømes i Kristiansund, Vågen. Mange av desse bygga er i dag kledd slik at det ikkje er så lett å oppdage.
Teksten er ein stegvis gjennomgang av prosedyra Robert Klumpp går etter når han legg ut veggane, merkar stavar, losholtar, og justerer eventuell vridning.
Overføring av mål.
1. Ein legg svill og raft på bukkar eller i låsbenk for paralelloverføring av mål
2. Stavane delas inn i rom etter mål frå teikning eller plan.
3. Sett inn merke for støtpunkta på skråstivarane
4. Svill og raft leggas ut liggande med rett avstand. Viktig å ha klossar som underlag for å kunne justere. Avstanden settas med målsatt lekt eller fjøl som har rett kant. Råskakken målast inn med å legge ein langfota linjal på sida av lekta. Dette vert nære, eller godt nok til innmåling av avstanden.
Stavane leggas direkte over syll og raft
5. Stavane leggas oftast med rota ned i sylla. NB: Her er det lurt å legge staven slik at ein får ferdig målt inn tapplengde på den eine sida. I dette systemet er det 3’’ tapp.
6. Vridninga i stavane takast opp slik at staven fylgjer sylla nede. I toppen måler ein inn vridningshøgda med passar og set måla av direkte. Dette gjer at tappen opp får rett vridning. Staven sitt ytste hjørne følger rafta slik at veggliv ikkje vert forstyrra, eller at vatn kan trenge inn frå topp stav. (Må ikkje stikke utanom veggliv)
Ferdig merka for uttak av tapp.
7. Lengda på stavane settas av. For å få rett avstreking brukar ein langfota linjal. Det siktas over for å få rett avmerking på oversida av staven.
MERK: Nummerer delane etter det merkesystemet du har valgt deg før du tek dei vekk. Sett merke for svill/utside som er referanseside.
8. Stavane sagas inn for tappane. Det er viktig å fjerne meir ved enn du trur i tappen. Alle streker skal vekk bortsett frå lengdestreken. Der er det halv strek som gjeld. I tillegg skal tappane ha fas alle vegar i enden. Det er betre at dei er noko for tynne enn omvendt når ein skal smette inn mange stavar, losholtar og skråstivarar på same tid.
Stavane settas inn før skråstivarar og losholtar leggas på
9. Når stavane er fjerna veltar ein syll og raft for tapping.
10. Stavane settas inn i hola og deretter strammas det opp med jekkestroppar eller liknande. Tenk plassering av stroppane slik at ein ikkje får nedbøying.
Skråstivar vert merka slik at ein har noko å justere på.
11. Råskakken målast nøyaktig før strevarane vert lagt over og merkas av.
12.Skråstivarar sagas for tapp og leggas inn der dei skal. Viktig: La strevartappen vere litt lang på framsida (skråtapp) for mogleg justering av vinkelen ein siste gong. Bygget strammas opp og diagonalane justerast nok ein gong.
Målelekta vert lagt på. Her står og høgdene for losholtar i tillegg til mål mellom syll og raft.
13. Målelekta med fastmål leggast over og eventuelle losholtar merkas av. Losholtar merkas av for tapp og leggast på bukkar for uttak av tappar.
14. Slepp opp stramminga og snu delane for uttaking av tapphol for losholtar i stavane.
Naglehola vert borra tvers gjennom i alle tapphol. Stavar og losholtar vert lagt inn etterpå og får merke før dei vert tatt ut og borra for seg.
15. MERKSEMD: Alle tapphola borras for nagle tvers gjennom tapphola. Boret skal gå inn i lodd for at det skal vere like mykje ved att på båe sider av tappholet. Det er ca 2cm nedanfor innkanten på desse tappane. Tappane må vere sopass lange som 3 tommar slik at det er nok endeved i tappen til å halde naglen som kjem inn litt forskutt. Dette for at naglen skal tvinge delane ihop.
16. Losholtane leggas inn og bygget strammas og justerast dønn slik at alt stemmer. Det skal vere tett i alle samanføydde flater på utsida, men innsida er ikkje like avgjerande. Det er likevel å strebe etter tette samanføyingar heile vegen.
Boret vert sett inn på skrå og rettas raskt opp. Nagleholet vil bli litt høgt og dermed dra staven nedover og i hop med syll/raft.
17. Kjøyr boren inn i tappen slik at den set av eit merke. Deretter løysast bygget og tappane boras forskutt. Sett boren i merke og start boringa med nok vinkel til at boret grev seg nokre mm oppover før du rettar opp i lodd og borar gjennom.
18. Sjå over at alle delane er nummererte og merka etter plana/merketeikninga. Sett delane vekk og gå vidare.
Røynsler og ettertanke frå novhogging av rått virke med mé og maur som oppmerkingsverktøy
I dette blogginnlegget visar eg fleire gonger til ei bacheloroppgåve av Selsjord, Høgnes og Aabol, 2022 NTNU. Nokre gonger nemnt her som “bacheloroppgåva”. Eg visar òg til Om Det å Lafte, band 2. Godal, J. B. Olstad, H og Moldal, S. 2018 Fagbokforlaget.
Litt om det praktiske utgangspunktet
Byggeprosjektet som har gitt anledning til å røyne og reflektere over dette emnet er ein tilnærma kopi av eit hønsehus som står på Haverstad i Sør-Fron kommune.
Bilde av referansebygget «hønsehuset» slik det står
Mesteparten av det gjenbrukte tømmeret (frå tredje kvarv og opp) er antatt å stamme frå eitt eller fleire andre bygg som utfrå novskalleform og smekre dimensjonar kan sjå ut til å vere opprinneleg oppført på siste halvdel av 1800-talet (etter samtale med Aabol).
Dei første to kvarva er av annan kvalitet enn resten, har ikkje tilforma novskallar, og har reint barkelaft med rett barke, saga. Så denne delen har eg antatt å vere frå første halvdel av 1900-talet. Stavkonstruksjonen som utgjer andre etasje ser òg ut til å vere frå 1900-talet.
Bilde av kopien under tilvirking
Ein tilnærma kopi av hønsehuset: Vi har hatt visse fridomar i utføringa og tilpassing for ny bruk. Dei første to kvarva vart rydd og hogd, men i same dimensjon og med same barke som på referansebygget. Vi har derfor også fått anledning til å prøve ut oppmerkingsverktøy ulike tilnærmingar i tømringa av dette bygget. Her står huset snart klart for heil lengde over dør og vindaugsopningar.
Mé og maur
For å hogge saman novene har vi brukt mé og maur til å merke. Akkurat dette dømet på mé- og maurdrag kjem frå ein original som har sitt opphav i Melhus ifølge auksjonisten som solgte han til Roald Renmælmo, og formen er ifølge sistnemnde ikkje uvanleg å finne vidare i Trøndelag og Nord-Gudbrandsdalen. Kopien vi brukte er smidd av Pål Lien.
Rått virke og heng
Vi tok i bruk mé og maur til å lafte, og etter noko utprøving i starten, falt vi på forholdet mellom liten maur til laftet og stor mé til méfaret.
I mm svarar dette til
liten maur: 6 mm (ca ¼ tomme)
stor mé: 24 mm (ca 7/8 tomme)
Kinningsfallet på tømra vår varierte mellom 50-68 grader. Dette ga oss eit heng på gjennomsnittleg 6 mm, eller ¼’’, som vi med rettleiarane vurderte til passande heng for å lafte med den dimensjonen tømmer, 6’’sidetelja og opp til 12’’ høgde, som kom rått frå skogen utan å ha lege til tørk. På eit anna bygg på læringsarena, hadde vi større rundtømmer opp til 20’’. Her var henget vald til 12 mm , eller ½ ’’, grunna meir eigenvekt, og truleg meir romfangsendring i samsvar med større dimensjonar.
Kopi av stallen frå Haugøy med 1/2» (12 mm) heng
Etter kvart som våren kjem og vi held fram med å lafte, vil tømmeret naturlegvis vere meir tørt og allereie ha krympa noko. Til det kjem vurderinga om å knipe inn henget utover i sesongen. Men kanskje også taklasten ville få bygget til å gå nok i saman. Vekta frå stokkane over ein gitt stokk, blir òg lågare jo høgare opp i bygget ein kjem. Så her er fleire argument for å redusere henget jo lenger opp ein kjem, og etter kvart som tømmeret tørkar.
Sidetelja tømmer med heng. Den øverste rundstokken ligg på i midten, av eigen vekt.
Nærbilde av 1/4» (6mm) heng.
Cosinus og invertert cosinus – korleis fungerer mauringa?
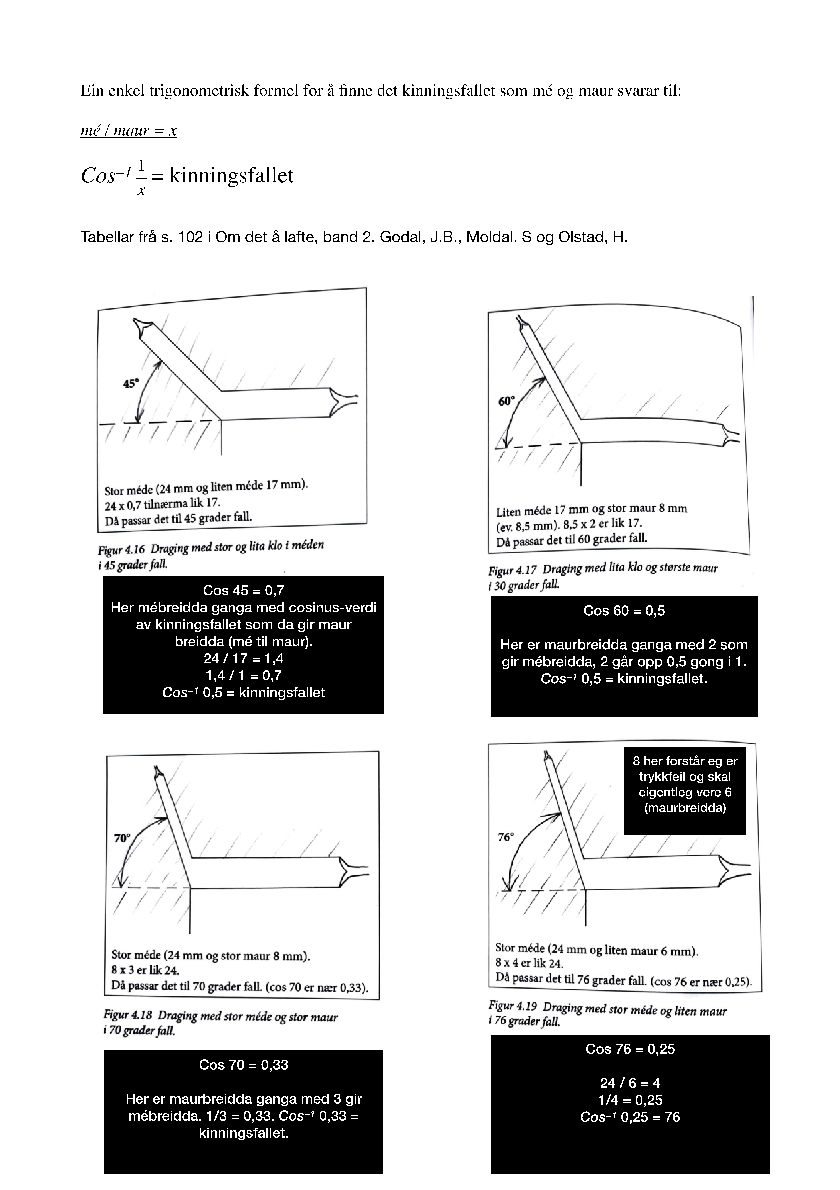
På byggeplass er det kanskje ikkje nødvendig å gjere nokre fleire utrekningar enn berre å prøve seg fram til ønska heng, der justerar ein det på skjønn utfrå erfaring. Det oppstod for min del ein trong til for å forstå kva som ligg i å maure. Det finst noko lesestoff som kan hjelpe til i forståinga av oppmerkingsreiskapen mé og maur. I bacheloroppgåva Høgnes, Aabol, Selsjord, NTNU 2022, visast det blant anna til tabellane i Om Det å Lafte band 2, s 102.
Etter første gjennomlesing av tabellane i Om Det å Lafte band 2, s 102, oppnådde eg ikkje tilfredsstillande innsikt. Og etter å ha komme tilbake til problemet fleire gonger, har eg gjort eit forsøk på å finne ein logikk som gjev meining for meg. Eg vil dele noko av denne prosessen her, då eg håpar det kan vere nyttig for andre som er på same søken.
Her er eit utsnitt av tabellane i Om Det å Lafte band 2, s 102, med ei lita omstokking av innhaldet, og med kommentarar/gjennomgang i dei svarte bolkane. Det kan vere nyttig å lese heile kapittelet desse tabellane er ein del av.
For å bryte det ned kan det vere greitt å sjå litt på trigonometri. Her er eit forsøk på ein gjennomgang som vonleg vil gjere det enkelt å forstå:
Utan verdiar innslått er
Cos = 1
Cos−1 = 90°
Her er ein enkel framgangsmåte for å finne det kinningsfallet som mé og maur svarar til:
mé / maur = x
1 / x = y
Cos−1 (y) ≈ kinningsfall
Først reknar ein ut kva for tal ein får om ein deler mébreidda på maurbreidda:
Td. 24 / 6 = 4
Så deler ein 1 på det talet og får eit desimaltal
Td. 1/4 = 0,25
Så trykkar ein inn på kalkulator: invertert cosinus og desimaltalet.
Td. Cos−1 (0,25) ≈ 76
76 grader er kinningsfallet.
Desse tabellane visar ein teoretisk samanheng mellom mé og maur som svarar til eit kinningsfall. Dei tek ikkje omsyn til heng.
Det er fleire andre omsyn å ta ved justering av kinningsfall til å passe eit mé- og maurdrag. Og det kinningsfallet som er teoretisk rett for ein viss kombinasjon mé- og maurbreidde, er ikkje nødvendigvis det ein ønskar å bruke. Om virket er rått, sig i bygget frå eigen vekt og taklast spelar inn.
Med kalkulator tek vi moderne hjelpemiddel i bruk og eg har ikkje klart å komme fram til ein enklare måte å rekne ut kinningsfallet ifrå eit forhald mé- og maurbreidde, ved hjelp av hovudrekning. Våre forgjengarar som lafta hadde ikkje moderne kalkulator i lomma, og kanskje ikkje kunnskapen til å rekne trigonometri, utan at eg vil anta noko om kva dei visste og ikkje visste. Uansett meiner eg at fortidas utstrakte bruk av mé og maur synar, om ikkje ei uttalt så, ei ibuande forståing av trigonometri i tillegg til ei solid forståing av det levande materialet og bygningsmekanikk.
Kvifor gjere det meir vanskeleg enn å overføre loddet med passar? Eg trur det er fordi maur er overlegent til å merke opp, då den kan ligge an på kinninga heilt inntil underhogget som skal rissast opp, og framleis gir eit godt resultat innanfor eit spenn av kinningsfall. Den tek opp ujamnskapar i kinningsflata.
I praksis viser det seg at det ikkje er nødvendig å ha kjennskap til matematikken bak. Og når vi kjem til å lafte med heng og å lafte med rått virke, blir det i mi oppleving at å røyne seg fram og eventuelt justere mé- og maurbreiddene ein god veg til målet. Og sidan ein uansett vil få ein viss grad av kompresjon i laftet, og sig i bygget, blir det ein skjønnsmessig vurdering uavhengig av trigonometrien, på kva som blir rett kinningsfall eller høve mé/maur i kvart tilfelle.
Justeringar for å oppnå ønska heng
Det er to måtar vi på læringsarena fann at kan hjelpe oss å justere henget når ein laftar med mé og maur:
Den eine er å endre maur- og mébreidda, den andre er å justere fallet på kinningane.
Eit mé- og maurdrag har ofte to maurdrag og to médrag. På læringsarena Innlandet bruka vi mé og maurdrag som hadde desse måla:
maur: lita opning 1/4» (6 mm) og stor 1/2» (12 mm);
mé: lita opning 11/16» (18 mm) og stor 15/16 (24 mm)
Utan å tenke på heng svarar gjennom tabellformelen liten maur og lita mé til kinning på 70°.
Stor mé og maur gir 75°. Det blir relativt bratte kinningar. Gitt at ein har nøyaktig dette kinningsfallet vil stokken ifølge tabellen ligge på både i nov og mefar når han er ferdig hogd. Brattleik, romfangsendring og vekt vil gi utslag ved at stokken fell saman eit stykke i nova, legg seg på mefaret og på sikt blir utett mellom underhogg og kinning. Derfor er det ein god idé at anten kinningsfallet er lågare eller at det er mellomrom til méfaret, slik at stokken har anledning til å komme ned ein viss mengde i laftet, utan at méfaret (resten av stokken) hindrar det.
Det er her ein, i mi forståing, ser at ein ikkje har eller kan ha eit fasitsvar på kva som er rett forhold mellom mé og maur. Gitt at den mengda stokken vil komme ned i laftet kan ha med mange faktorar å gjere, igjen; brattleik, romfangsendring og vekt – og kanskje også særvekt i tørrstoffet.
I tillegg vil brattare kinning gi meir sig og slakare kinning mindre. Så dersom ein nyttar same maur i rot som i topp, kan ein etter kvart få eit avvik på ønska heng, der det på grunn av slakare kinning i toppen ikke blir hogd ut nok i nova, og i tillegg sig mindre når det kjem vekt på. Om dette er eit forløp som jamnar seg ut når taklasta kjem på, er framleis et spørsmål for meg.
-Sjølv hellar eg litt mot å tru at det ikkje jamnar seg ut, men at henget bør vere likt langs heile mefaret, eller viss noko, vere litt mindre mot nova som har slake kinningar fordi her vil det antakeleg falle mindre saman i laftet. For å oppnå det, kan ein ofte ikkje bruke same maur på nova i rota som den i toppen.
Det førre avsnittet prøvar å støtte opp argumentet om at det kan ha blitt bruka liten maur på oppsåte rot og stor maur på oppsåte topp, slik som vart nemnt av tradisjonsberar Oddbjørn Myrdal: “Langsmed kinningene ble den andre enden brukt (maurene). Disse hadde forskjellig bredde og den smale ble brukt i rota der kinningene var brattere og den brede ble brukt i toppen der kinningen var slakere. Og det vart da tett sånn” i samtale med Hans Høgnes, gjengitt i Hans sin del av bacheloppgåva s. 62.
Det å bruke liten maur til høg oppsåte og stor maur til låg, kan kanskje gjelde mest ved lange lengder og stor avsmalning. Om maurane vart tenkt brukt til dette formålet, er ikkje godt å seie, – men at det mogleg synast eg er verdt å merke seg.
Praksis på læringsarena
Slik novhogginga på kopien av hønsehuset på Haverstad ble utført, hadde vi i grunn to parametrar å forhalde oss til som avgjorde kinningsfallet.
Det eine var ønsket om at mefaret (og dermed kinning på underhogget) skulle treffe omtrent der kinninga på oppsåta botna, men også slik at øverst på kinninga til stokken som låg parallelt under også traff omtrent på nemnte plass, slik at det ikkje kunne komme glipe i møtet mellom méfar og nov.
Bilde av at underkinning, botn kinning og topp kinning treffast
Dette vart avgjort med to faste mål:
–Den faste dimensjonen gjennom nova , i dette tilfellet 6”
–Og méfarsbreidda, i dette tilfellet omtrent 1/3-1/2 dimensjon (eller der topp kinning råka dimensjonen).
Og det andre som gjorde at kinningsfallet varierte på hønsehuskopien, var høgda på stokken. Frå rot til topp kan kinningsfallet endre seg såpass at det vart synleg meir heng i toppen der det blei lågare kinningsfall. Her spelte avsmalinga på stokken inn. Ein hadde litt slingringsmonn på utforminga til kinninga ved at ein kunne trekke toppen av kinninga lenger ut eller inn frå vegglivet. Dette kunne føre til at når ein médrog méfaret til påstokken ville den kunne treffe nede i kinningsflata på stokken under. Dét igjen kunne motverkast ved at ein lot det vere litt smalare méfar ut mot den enden. Men i fleire eldre bygg vi har sett på har dei ikkje alltid tatt omsyn til det, og det er glipe inn i méfar der han møtar kinning på stokken under.
Det vart fleire små knep og justeringar ein lærte seg undervegs på læringsarenaen, og som rettleiarane kunne dele med oss. I referansebygg ser ein ofte at méfarsbreidda varierar men held seg rundt nokonlunde faste mål, og ein kan fabulere om at lafterane i X tidsperiode har gjort same røynsle og stod i tilsvarande utfordringar som vi har gjort i denne perioden.
I samtale med John Ola Selsjord kunne vi også underholde tanken om at maur og mé vart justert etter slik huset, eller stokkane ville at det skulle vere, og at laftarane kunne kaldsmi sine médrags- og maurjern på byggeplass etter slik dei ville ha måla. Om ein hadde ein dimensjon som ikkje var tilpassa sitt merkeverktøy, vart kanskje det mest effektive å justere han.
Når ein skal gjere justeringar for å oppnå optimalt heng for at det skal sige tett i nova og samstundes bli tett i måsafaret, er det dei ukjente faktorane om korleis stokken oppførar seg medan det tørker og får vekt ovanfrå og kva utslag dei vil gje som fordrar ein skjønnsmessig vurdering. Og sjølv om vi kanskje ikkje er klokare på nøyaktig korleis dei forskjellige tømrarane gjorde det i si tid, kunne vi komme fram til meir eller mindre tilfredsstillande resultat i forsøka våre. Når bygget får stått med taklast og sig på plass, får vi sjå om vi har truffe rett.
Vi har fått utdelt eit laft frå Bryggen i Bergen. Det er rydd på begge sider og ca 3 tommar breidt.
Det er og eit bildemateriale som syner oppmerking som truleg har relasjon til laftinga. Hypotesa er at merkinga er gjort i samband med å lafte nedpå ein stokk som har ferdig opplaft. Vi vil difor prøve ut om denne oppmerkinga kan vere ein måte å merke nedlaftet på utan bruk av andre verktøy enn eit risseverktøy. Det kan vere til dømes kniv eller øks.
Stokk som har oppmerking og nedhogg med kinningar. Stokken vart brukt på ein anna stad i veggen slik at den ikkje fekk opplaft. Merkinga over nedhogget vart difor bevart.Vi startar med å forme stokken mot den andre slik at det vert fint å meddra.Halvkløyvingane må rundas på kantane slik at meddraget får plass.Opplaftet hoggas frå ei markering av midten. Nedhogget skal stoppe litt over halva ned til stokken under.Etter markering av midten opnas det opp for kinningane. Denne bør gå ned til stokken underHer er 1/3 av stokkbreidde markert med øksa. Øksa kan settas ned på augemål og førast i staden for å hogge. Det skal kinnast inn til merka/ 1/3 av stokkbreidda.Kinning inn mot merka. Kinninga skal treffe subreidda nede
Påstokken leggas opp og loddas. Det er sannsynlegvis lodda frå senter av stokken på Bryggen originalt, men det kan og vere at ut eller innsida har vore bruka.
Øksa vert bruka til å markere breidda på nedhogget. Det er viktig å ikkje gå ut over stokkebreidda på 3 tommar.Her er markeringslinjene. Følg kinningsfallet paralellt og forbi kryssningspunktet. Her er det øving og sikting som gjeld. Fallhøgde vert tilsvarande punktet der dei to linjene framleis er 1 tomme frå kvarandre.Det kan fort bli for liten fallhøgde når ein ikkje har målt denne. Det ser ikkje ut som om oppmerkinga frå Bryggen har noko eksakt merke for dette.Snu stokken og hogg ut etter markeringa. Det skal kan hoggast ned til halv høgde av fallhøgda før ein høgg ut for barken og kverkenBarken skal vere 1 tomme eller litt mindre i breidda. Kverken vert da tilsvarande 1 tomme på kvar side.Kinningane hoggas inn mot 1 tomme avstand også i underhogget. Det ser ut som dei ikkje går heilt ned/opp til kverken på originalstokkenStokken er klar til meddraging, men åpninga i botnen vart for brei. Dette er laftarens øvingsmoment, å finne balansen mellom for mykje og for lite.
Tek ein ut for mykje i nedhogget før meddraging så klarer ein ikkje å hente det innatt utan mykje meirarbeid med å auke på meddrag og maur. Osterøyingane som lafta Bryggen etter brannen i 1702 fekk god anledning til å øve mykje. Det er berre å studere mengden med tømmer og arbeid som skulle gjerast på få år. Dette har gått raskt, og bryggene skulle ikkje vere varme.