På Læringsarena innlandet startet vi med Jarle Hugstmyr som veileder for å lage høvler. Vi laget hver vår vindus høvel som laget profil og kittfalls samtidig da dette kunne bli tydet ut ifra spor på de originale vinduene vi kopierte profilen fra.
Vindus produksjon ble startet med å velge ut ideelle emner for rammer og sprosser, vi bruker gran i vårt tilfelle. Vi fikk god veiledning av Hans Andreas Lien i å finne en effektiv fremgangs måte på verktøy bruk. Vi laget også merke lekt med dimensjoner for bredde og høyde med karm og plassering på sprosser basert på det originale vinduet
Vi merket at en ulempe med denne typen høvel er at vi uansett vil treffe på motved på en side av emnet grunnet måten det her blir høvlet på. Men det er en effektiv høvel i bruk som sørger for at alle deler blir like, en må bare være nøye med dimensjoneringa.
Til profilering på sprossene laget vi en seng til å legge delene i da vi trengte at de lå stabilt (kunne nok vært gjort bedre, men funket).
Rammene er sett sammen med sliss og tapp og plugget. Sprossene er tappet inn i rammene i siden, de stående sprossene er bare gjæret sammen.
Gjæringene på sprossene og rammene er merket med merkekniv og en god vinkel med store flater slik at vinkelen kunne brukes som anlegg for hoggjern for å få nøyaktige gjæringer på en effektiv måte.
Det blir boret ut for tre plugger med en navar mens rammen fortsatt er i tvinger.
Tre pluggene blir kappet og blir pusset over med en fint stilt høvel.
Emner til karm og midt post blir dimensjonert. Høvlet profil og fals på midtpost og karm før de blir sinket sammen. En annen student skriver om dette så jeg går ikke inn i detaljer på høvling og sinking av karm.
Vindus rammene blir justert og tilpasset til karmen i bredde og høyde til slutt.
Vi får en gjennomgang i skjæring av glass, underkitt, stifting og kitting av glass.
Vinduene er kittet ferdig og fraktet bort for mellomlagring. Vi veit ikke om vinduene skal males eller ikke. Vinduene er ikke hengslet pr nå da vi ikke veit om de skal være hengslet eller hvilket antall som eventuelt skal hengsles. Vi hadde heller ikke hengsler.
Det mangler en karm da vi mente emnene som var igjen rett og slett ble for dårlige og for vridde til å kunne brukes.
Vi har hatt 10 lærerike uker på lærings arene innlandet takket være dyktige veiledere som Jarle Hugstmyr og Hans Andreas lien. Vi har igjen en samling nå der vi skal gjøre eventuelle siste justeringer før det hele avsluttes med en eksamen.
På læringsarena Stiklestad hadde vi besøk av Jarle Hugstmyr, han var instruktør for oss den første uka av praksisperioden vår. Oppdraget hans var å veilede oss i prosessen med lage glass høvel for en produksjon av 20 vindusrammer til Husmannsplassen Rye som står på Stiklestad museum. Vi hadde som forbilde ett typisk vindu vi ofte finner i trønderske hus fra 1800 tallet. Vi ønsket å fordype oss i en produksjonsmetode hvor man høvler sprossen fra siden, slik at kittfals og profilering skjer samtidig. Samme høvel brukes for å høvle kittfals og profilering i ram tre.
Dimensjonene på vårt forbilde er:
Bredde ramtre 45 mm
Tykkelse ramtre 32 mm og sprosse 30 mm
Tapp og sliss 8 mm
Høvelstokk
Vi hadde høvel tenner levert av Lien smie, de var bestilt som filbar noe som betyr at herding og anløping er utført slik at ei vanlig fil biter i stålet. Dette er veldig gunstig med tanke på at vi skal forme stålet ganske mye.
Jeg startet med å måle bredden på høveltanna og la til 16 mm, da fikk jeg en bredde på 50 mm som da ble bredden på høvelstokken. Inspirert av en gammel høvel Jarle hadde med valgte jeg at høyden på høvelstokken skulle være 68 mm. Jeg kappet 2 fine emner av bjørk på lengde 33 cm og dimensjonerte disse til dimensjon 50 mm bredde og 68 mm høyde. Jeg valgte ut det beste emnet og merket meg den siden emnet var best og høvle på, jeg merket oversiden av høvelstokken slik at retning og sålen er bestemt. Det beste emnet skulle bli til glass høvelen min. Det andre emnet skulle bli til det som kalles mor høvel.
Mor høvelen har en omvendt profil som man kan bruke til å høvle ut sålen på glass høvelen.
Jeg starter med å ta ut spon rommet i emnet som skal bli mor høvel. Senga er 45 grader, kjakene er 8mm og grades ned til 4 mm i bunn , kilegangen 35 grader.
Sålen på mora
Nå må det tas noen valg i forhold til de vinduene vi skal lage, først må vi bestemme størrelsen på kittfalsen. Det er ønskelig at kittet ligger 45 grader mot glasset og siden vi skal bruke 3 mm glass valgte vi en høyde i kittfalsen på 11 mm. Vi valgte ut fra vinduet vi har som forbilde, en bredde på 7 mm i kittfalsen. Totalt skal sprossa ha en høyde på 30 mm, og siden vi har brukt 11 mm på kittfals er det 19 mm igen til platte og profilering. Ut fra vårt forbilde valgte vi at platten skulle måle 10 mm. Det er verdt å merke seg at bredden på platten bør være litt bredere enn tapp/sliss i ramtre, hadde vi for eksempel valgt en platte på bredde 8 mm, ville det blitt sårbart for hull i gjæringen mellom sprosse og ramtre. Med platte på 10 mm fikk vi 9 mm til profilering. Profilene i forbildet vårt er en Staff og en liten hulkil.
Her er ser vi målene på sprossa som ligger i glass høvelen, det er disse målene man må ha klart forhold til før man kan lage sålen på mor høvelen. Man må må ta høyde for at tanna i mor høvelen vil stikke litt ut fra sålen og påvirke målene når den skal høvle sålen i glass høvelen, man kan godt runde ned en mm i målene for sålen i mor høvelen.
For at man skal være sikker på at målene stemmer og for at man kan planlegge hvordan man vil høvle ut sålen på mor høvelen, er det lurt og tegne den i ett litt stort format, det letter prosessen mye.
Jeg bruker en fals høvel for å sette av de eksakte breddene og dybdene på de flate kantene, jeg bruker en liten Sems for å ta meg ned mot det som skal bli profiler. Arbeidet med profilene er enklest om man benytter en kloss for å legge an profil høvlene mot, denne enkle og effektive teknikken demonstrerte Jarle for meg etter at jeg hadde knotet litt på fri hånd.
Ett land ble skrudd til mora, høvel tanna ble formet på smergel, filt og brynet slik at vi kunne høvle sålen på glass høvelen.
Glass høvelen
Det beste emnet merket jeg opp for uttak av seng, kjaker, spon åpning og spon rom. Det er verdt å merke seg at sålen skal stikke 17 mm ned i emnet, man må ta hensyn til dette når man bestemmer spon rommet. Jeg tok høyde for at senga blir litt romslig slik at tanna kan justeres noe sideveis. Når spon rommet er tatt ut høvler jeg på sålen med mor høvelen. Man må høvle så langt ned at man kan få ett land. Mitt land satte jeg på venstre side av høvelen, landet stikker ned ca 5 mm. Glass høvelen har en dybde-stopp i midten av sålen, det er platten i sprossa som utgjør dybde-stoppen. Dette er vist lengre ned i teksten under bilde av tanna.
Kilen
Jeg finner meg ett emne av bjørk som er noe lengre enn den lengden kilen skal få, dette er for at det skal gå an å spenne fast emnet i høvelbenken med en hold-fast. Jeg retter emnet og får rette vinkler. Jeg risser opp ca 10 grader på emnet, sager etter risset, legger emnet oppå ei litt tykk fjøl (1 tomme) slik at enden på emnet mitt stikker litt ut fra enden på fjøla, da kan jeg enkelt høvle siste biten ned til risset med en stuss høvel. Nå kapper jeg lengden på kilen med litt overmål med tanke på tilpasning mot kjakene.
Kilen skal stramme jevnt på tanna og stramme jevnt på begge kjakene, når kilen er helt jevnt tilpasset er det nesten så den fester seg bare med å klemme den inn med fingrene. Når man setter inn tanna og strammer kilen og holder høvelen opp mot lyset skal det ikke være mulig å se lys mellom senga og tanna, dette er en god målestokk for å se om senga er plan i forhold til tanna. For å sjekke planet i senga kan man sverte baksiden av tanna med en blyant, og gni tanna frem og tilbake mens man presser den mot senga, dette vil gi sverting i senga og indikere om tanna ligger jevnt.
Kilen kan med fordel være en anelse for bred i forhold til veggene i spon rommet slik at den tetter godt mot sidene og ikke tillater spon å kile seg fast. Er det en liten glippe kan man være sikker på at det kiler seg spon. Det er veldig viktig at man er nøyaktig med tilpasningen av kile, kilen er utrolig viktig med tanke på høvelens funksjon. Ligger ikke tanna med jevnt trykk mot senga kan man få vibrasjoner under høvling. En dårlig tilpasset kile kan gi kiling/pakking av spon, noe som vil være til stor irritasjon under høvling.
Armene på kilen skal stramme mot sidene i spon rommet, armene skal følge formen på kjakene. På denne kilen er arma på høyre side justert litt på lengden, dette for at jeg hadde noe utfordring med pakking av spon under høvling av profilen i sprossa. Små justeringer er det som kan velte lasset i forhold til en god og en mindre god høvel. Ofte kan utfordringer skyldes kilen.
Tanna
Jeg sverter fremsiden av tanna med en tusj, setter den i høvelen og merker i tanna etter sålen med risse nål. Dette etter tips fra Jarle, og det viste seg å fungerte godt for meg. Risset blir tynnere enn å sette strek med tusj/penn og det forsvinner ikke når man avkjøler tanna i vann under smerglingen.
Jeg setter tanna 90 grader ut fra smergelen og tar meg ned til nærheten av risset, på dette viset slipper man å ta hensyn til tynne små kanter, som lett kan bli blå og miste noe av herdingen, denne metoden gjør at man får fjernet stål litt raskere. Når jeg har nådd i nærheten av risset setter jeg tanna ca 35 grader på smergelen og sliper sånn at eggen får en frivinkel på 10 grader i forhold til at senga er 45 grader. Jarle viste oss at dette godt kan gjøres enklest på frihånd.
For å file tanna til den formen man vil ha, er det viktig å kile den fast i høvelen slik at man får så nøye referanse som mulig. Siden man må ut og inn med tanna flere ganger er det fristende å holde den fast med tommelen mens man sikter, men dette gir ikke god nok nøyaktighet etter min erfaring.
Etter smergelen jobber jeg med forskjellige filer for å komme så nærme sålen i form som mulig, det er viktig at alle kanter og profiler får en fri-vinkel slik at tanna tar godt i hele profilen. Tilslutt jobber jeg med forskjellige bryner. Fremsiden av tanna planes og brynes. Midten av tanna er tatt ned til under nivået på sålen, dette for at platten, som er i midten av sprossa er dybde stoppen på glass høvelen.
Forming av tanna kan være en møysommelig prosess, men det er viktig å ta seg tid til alle detaljene. Det er tanna som til slutt bestemmer hvordan sprossa og ram treet blir tilslutt. Jeg bruker forskjellige filer i forminga, de filene jeg bruker mest er en liten trekantet fil og ei rund motorsag fil.
Tilbehør
Sprossen høvles først på en side, da ligger den godt på den flate siden under høvling, så må man snu sprossa for å høvle den andre siden, da er det vanskelig å få den til å ligge stødig på høvelbenken.
Jeg har tidligere lagd en kasse for å dimensjonere emner til vindus produksjon, på baksiden av denne kassen lagde jeg ett spor med hjelp av mor høvelen, dette sporet følger formen til sprossa slik at den kan ligge stødig under høvling.
Sprossa ligger stødig under høvling. Midten av høvelen, nærmere bestemt platten i sprossa utgjør dybdestoppen i høvelen.Jeg lagde også ett spor jeg kunne legge ramtreet i under høvling.Ramtre og sprosse sammenføyd.
Oppsummering
Glass høvelen var komplisert, men utrolig interesant å lage. Høvelen inngår i ett system vi har forsøkt å gjenskape fra tradisjoner forbundet med vindus produksjon fra 1800 tallet, diverse merke verktøy og jigger er en viktig del av systemet. Jeg og Ludvik Kringen Bye hadde gleden av å lage til sammen 20 vindusrammer med hver vår glass høvel, etter noe småjusteringer på tann og kile så gikk høvlene våre veldig godt. Det viser seg at det er de små detaljene som avgjør om en høvel går godt.
I følge vår instruktør Jarle Hugstmyr så er det viktig at «øynene får sitt». I dette legger han at utsmykning av høvelen er også viktig, noe som også viser seg å ha vært viktig for håndverkerne før oss. Jeg valgte å kopiere utsmykningen på den gamle høvelen Jarle hadde med
Røynsler og ettertanke frå novhogging av rått virke med mé og maur som oppmerkingsverktøy
I dette blogginnlegget visar eg fleire gonger til ei bacheloroppgåve av Selsjord, Høgnes og Aabol, 2022 NTNU. Nokre gonger nemnt her som “bacheloroppgåva”. Eg visar òg til Om Det å Lafte, band 2. Godal, J. B. Olstad, H og Moldal, S. 2018 Fagbokforlaget.
Litt om det praktiske utgangspunktet
Byggeprosjektet som har gitt anledning til å røyne og reflektere over dette emnet er ein tilnærma kopi av eit hønsehus som står på Haverstad i Sør-Fron kommune.
Bilde av referansebygget «hønsehuset» slik det står
Mesteparten av det gjenbrukte tømmeret (frå tredje kvarv og opp) er antatt å stamme frå eitt eller fleire andre bygg som utfrå novskalleform og smekre dimensjonar kan sjå ut til å vere opprinneleg oppført på siste halvdel av 1800-talet (etter samtale med Aabol).
Dei første to kvarva er av annan kvalitet enn resten, har ikkje tilforma novskallar, og har reint barkelaft med rett barke, saga. Så denne delen har eg antatt å vere frå første halvdel av 1900-talet. Stavkonstruksjonen som utgjer andre etasje ser òg ut til å vere frå 1900-talet.
Bilde av kopien under tilvirking
Ein tilnærma kopi av hønsehuset: Vi har hatt visse fridomar i utføringa og tilpassing for ny bruk. Dei første to kvarva vart rydd og hogd, men i same dimensjon og med same barke som på referansebygget. Vi har derfor også fått anledning til å prøve ut oppmerkingsverktøy ulike tilnærmingar i tømringa av dette bygget. Her står huset snart klart for heil lengde over dør og vindaugsopningar.
Mé og maur
For å hogge saman novene har vi brukt mé og maur til å merke. Akkurat dette dømet på mé- og maurdrag kjem frå ein original som har sitt opphav i Melhus ifølge auksjonisten som solgte han til Roald Renmælmo, og formen er ifølge sistnemnde ikkje uvanleg å finne vidare i Trøndelag og Nord-Gudbrandsdalen. Kopien vi brukte er smidd av Pål Lien.
Rått virke og heng
Vi tok i bruk mé og maur til å lafte, og etter noko utprøving i starten, falt vi på forholdet mellom liten maur til laftet og stor mé til méfaret.
I mm svarar dette til
liten maur: 6 mm (ca ¼ tomme)
stor mé: 24 mm (ca 7/8 tomme)
Kinningsfallet på tømra vår varierte mellom 50-68 grader. Dette ga oss eit heng på gjennomsnittleg 6 mm, eller ¼’’, som vi med rettleiarane vurderte til passande heng for å lafte med den dimensjonen tømmer, 6’’sidetelja og opp til 12’’ høgde, som kom rått frå skogen utan å ha lege til tørk. På eit anna bygg på læringsarena, hadde vi større rundtømmer opp til 20’’. Her var henget vald til 12 mm , eller ½ ’’, grunna meir eigenvekt, og truleg meir romfangsendring i samsvar med større dimensjonar.
Kopi av stallen frå Haugøy med 1/2» (12 mm) heng
Etter kvart som våren kjem og vi held fram med å lafte, vil tømmeret naturlegvis vere meir tørt og allereie ha krympa noko. Til det kjem vurderinga om å knipe inn henget utover i sesongen. Men kanskje også taklasten ville få bygget til å gå nok i saman. Vekta frå stokkane over ein gitt stokk, blir òg lågare jo høgare opp i bygget ein kjem. Så her er fleire argument for å redusere henget jo lenger opp ein kjem, og etter kvart som tømmeret tørkar.
Sidetelja tømmer med heng. Den øverste rundstokken ligg på i midten, av eigen vekt.
Nærbilde av 1/4» (6mm) heng.
Cosinus og invertert cosinus – korleis fungerer mauringa?
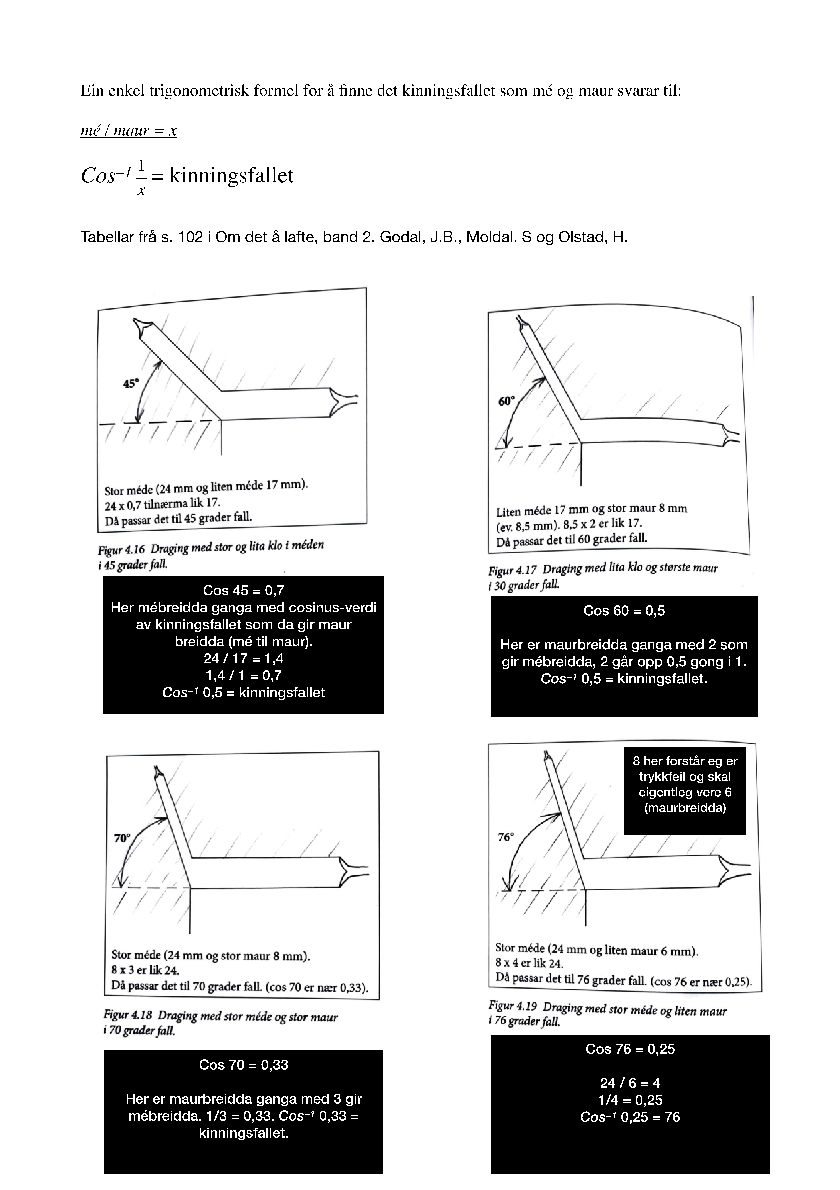
På byggeplass er det kanskje ikkje nødvendig å gjere nokre fleire utrekningar enn berre å prøve seg fram til ønska heng, der justerar ein det på skjønn utfrå erfaring. Det oppstod for min del ein trong til for å forstå kva som ligg i å maure. Det finst noko lesestoff som kan hjelpe til i forståinga av oppmerkingsreiskapen mé og maur. I bacheloroppgåva Høgnes, Aabol, Selsjord, NTNU 2022, visast det blant anna til tabellane i Om Det å Lafte band 2, s 102.
Etter første gjennomlesing av tabellane i Om Det å Lafte band 2, s 102, oppnådde eg ikkje tilfredsstillande innsikt. Og etter å ha komme tilbake til problemet fleire gonger, har eg gjort eit forsøk på å finne ein logikk som gjev meining for meg. Eg vil dele noko av denne prosessen her, då eg håpar det kan vere nyttig for andre som er på same søken.
Her er eit utsnitt av tabellane i Om Det å Lafte band 2, s 102, med ei lita omstokking av innhaldet, og med kommentarar/gjennomgang i dei svarte bolkane. Det kan vere nyttig å lese heile kapittelet desse tabellane er ein del av.
For å bryte det ned kan det vere greitt å sjå litt på trigonometri. Her er eit forsøk på ein gjennomgang som vonleg vil gjere det enkelt å forstå:
Utan verdiar innslått er
Cos = 1
Cos−1 = 90°
Her er ein enkel framgangsmåte for å finne det kinningsfallet som mé og maur svarar til:
mé / maur = x
1 / x = y
Cos−1 (y) ≈ kinningsfall
Først reknar ein ut kva for tal ein får om ein deler mébreidda på maurbreidda:
Td. 24 / 6 = 4
Så deler ein 1 på det talet og får eit desimaltal
Td. 1/4 = 0,25
Så trykkar ein inn på kalkulator: invertert cosinus og desimaltalet.
Td. Cos−1 (0,25) ≈ 76
76 grader er kinningsfallet.
Desse tabellane visar ein teoretisk samanheng mellom mé og maur som svarar til eit kinningsfall. Dei tek ikkje omsyn til heng.
Det er fleire andre omsyn å ta ved justering av kinningsfall til å passe eit mé- og maurdrag. Og det kinningsfallet som er teoretisk rett for ein viss kombinasjon mé- og maurbreidde, er ikkje nødvendigvis det ein ønskar å bruke. Om virket er rått, sig i bygget frå eigen vekt og taklast spelar inn.
Med kalkulator tek vi moderne hjelpemiddel i bruk og eg har ikkje klart å komme fram til ein enklare måte å rekne ut kinningsfallet ifrå eit forhald mé- og maurbreidde, ved hjelp av hovudrekning. Våre forgjengarar som lafta hadde ikkje moderne kalkulator i lomma, og kanskje ikkje kunnskapen til å rekne trigonometri, utan at eg vil anta noko om kva dei visste og ikkje visste. Uansett meiner eg at fortidas utstrakte bruk av mé og maur synar, om ikkje ei uttalt så, ei ibuande forståing av trigonometri i tillegg til ei solid forståing av det levande materialet og bygningsmekanikk.
Kvifor gjere det meir vanskeleg enn å overføre loddet med passar? Eg trur det er fordi maur er overlegent til å merke opp, då den kan ligge an på kinninga heilt inntil underhogget som skal rissast opp, og framleis gir eit godt resultat innanfor eit spenn av kinningsfall. Den tek opp ujamnskapar i kinningsflata.
I praksis viser det seg at det ikkje er nødvendig å ha kjennskap til matematikken bak. Og når vi kjem til å lafte med heng og å lafte med rått virke, blir det i mi oppleving at å røyne seg fram og eventuelt justere mé- og maurbreiddene ein god veg til målet. Og sidan ein uansett vil få ein viss grad av kompresjon i laftet, og sig i bygget, blir det ein skjønnsmessig vurdering uavhengig av trigonometrien, på kva som blir rett kinningsfall eller høve mé/maur i kvart tilfelle.
Justeringar for å oppnå ønska heng
Det er to måtar vi på læringsarena fann at kan hjelpe oss å justere henget når ein laftar med mé og maur:
Den eine er å endre maur- og mébreidda, den andre er å justere fallet på kinningane.
Eit mé- og maurdrag har ofte to maurdrag og to médrag. På læringsarena Innlandet bruka vi mé og maurdrag som hadde desse måla:
maur: lita opning 1/4» (6 mm) og stor 1/2» (12 mm);
mé: lita opning 11/16» (18 mm) og stor 15/16 (24 mm)
Utan å tenke på heng svarar gjennom tabellformelen liten maur og lita mé til kinning på 70°.
Stor mé og maur gir 75°. Det blir relativt bratte kinningar. Gitt at ein har nøyaktig dette kinningsfallet vil stokken ifølge tabellen ligge på både i nov og mefar når han er ferdig hogd. Brattleik, romfangsendring og vekt vil gi utslag ved at stokken fell saman eit stykke i nova, legg seg på mefaret og på sikt blir utett mellom underhogg og kinning. Derfor er det ein god idé at anten kinningsfallet er lågare eller at det er mellomrom til méfaret, slik at stokken har anledning til å komme ned ein viss mengde i laftet, utan at méfaret (resten av stokken) hindrar det.
Det er her ein, i mi forståing, ser at ein ikkje har eller kan ha eit fasitsvar på kva som er rett forhold mellom mé og maur. Gitt at den mengda stokken vil komme ned i laftet kan ha med mange faktorar å gjere, igjen; brattleik, romfangsendring og vekt – og kanskje også særvekt i tørrstoffet.
I tillegg vil brattare kinning gi meir sig og slakare kinning mindre. Så dersom ein nyttar same maur i rot som i topp, kan ein etter kvart få eit avvik på ønska heng, der det på grunn av slakare kinning i toppen ikke blir hogd ut nok i nova, og i tillegg sig mindre når det kjem vekt på. Om dette er eit forløp som jamnar seg ut når taklasta kjem på, er framleis et spørsmål for meg.
-Sjølv hellar eg litt mot å tru at det ikkje jamnar seg ut, men at henget bør vere likt langs heile mefaret, eller viss noko, vere litt mindre mot nova som har slake kinningar fordi her vil det antakeleg falle mindre saman i laftet. For å oppnå det, kan ein ofte ikkje bruke same maur på nova i rota som den i toppen.
Det førre avsnittet prøvar å støtte opp argumentet om at det kan ha blitt bruka liten maur på oppsåte rot og stor maur på oppsåte topp, slik som vart nemnt av tradisjonsberar Oddbjørn Myrdal: “Langsmed kinningene ble den andre enden brukt (maurene). Disse hadde forskjellig bredde og den smale ble brukt i rota der kinningene var brattere og den brede ble brukt i toppen der kinningen var slakere. Og det vart da tett sånn” i samtale med Hans Høgnes, gjengitt i Hans sin del av bacheloppgåva s. 62.
Det å bruke liten maur til høg oppsåte og stor maur til låg, kan kanskje gjelde mest ved lange lengder og stor avsmalning. Om maurane vart tenkt brukt til dette formålet, er ikkje godt å seie, – men at det mogleg synast eg er verdt å merke seg.
Praksis på læringsarena
Slik novhogginga på kopien av hønsehuset på Haverstad ble utført, hadde vi i grunn to parametrar å forhalde oss til som avgjorde kinningsfallet.
Det eine var ønsket om at mefaret (og dermed kinning på underhogget) skulle treffe omtrent der kinninga på oppsåta botna, men også slik at øverst på kinninga til stokken som låg parallelt under også traff omtrent på nemnte plass, slik at det ikkje kunne komme glipe i møtet mellom méfar og nov.
Bilde av at underkinning, botn kinning og topp kinning treffast
Dette vart avgjort med to faste mål:
–Den faste dimensjonen gjennom nova , i dette tilfellet 6”
–Og méfarsbreidda, i dette tilfellet omtrent 1/3-1/2 dimensjon (eller der topp kinning råka dimensjonen).
Og det andre som gjorde at kinningsfallet varierte på hønsehuskopien, var høgda på stokken. Frå rot til topp kan kinningsfallet endre seg såpass at det vart synleg meir heng i toppen der det blei lågare kinningsfall. Her spelte avsmalinga på stokken inn. Ein hadde litt slingringsmonn på utforminga til kinninga ved at ein kunne trekke toppen av kinninga lenger ut eller inn frå vegglivet. Dette kunne føre til at når ein médrog méfaret til påstokken ville den kunne treffe nede i kinningsflata på stokken under. Dét igjen kunne motverkast ved at ein lot det vere litt smalare méfar ut mot den enden. Men i fleire eldre bygg vi har sett på har dei ikkje alltid tatt omsyn til det, og det er glipe inn i méfar der han møtar kinning på stokken under.
Det vart fleire små knep og justeringar ein lærte seg undervegs på læringsarenaen, og som rettleiarane kunne dele med oss. I referansebygg ser ein ofte at méfarsbreidda varierar men held seg rundt nokonlunde faste mål, og ein kan fabulere om at lafterane i X tidsperiode har gjort same røynsle og stod i tilsvarande utfordringar som vi har gjort i denne perioden.
I samtale med John Ola Selsjord kunne vi også underholde tanken om at maur og mé vart justert etter slik huset, eller stokkane ville at det skulle vere, og at laftarane kunne kaldsmi sine médrags- og maurjern på byggeplass etter slik dei ville ha måla. Om ein hadde ein dimensjon som ikkje var tilpassa sitt merkeverktøy, vart kanskje det mest effektive å justere han.
Når ein skal gjere justeringar for å oppnå optimalt heng for at det skal sige tett i nova og samstundes bli tett i måsafaret, er det dei ukjente faktorane om korleis stokken oppførar seg medan det tørker og får vekt ovanfrå og kva utslag dei vil gje som fordrar ein skjønnsmessig vurdering. Og sjølv om vi kanskje ikkje er klokare på nøyaktig korleis dei forskjellige tømrarane gjorde det i si tid, kunne vi komme fram til meir eller mindre tilfredsstillande resultat i forsøka våre. Når bygget får stått med taklast og sig på plass, får vi sjå om vi har truffe rett.
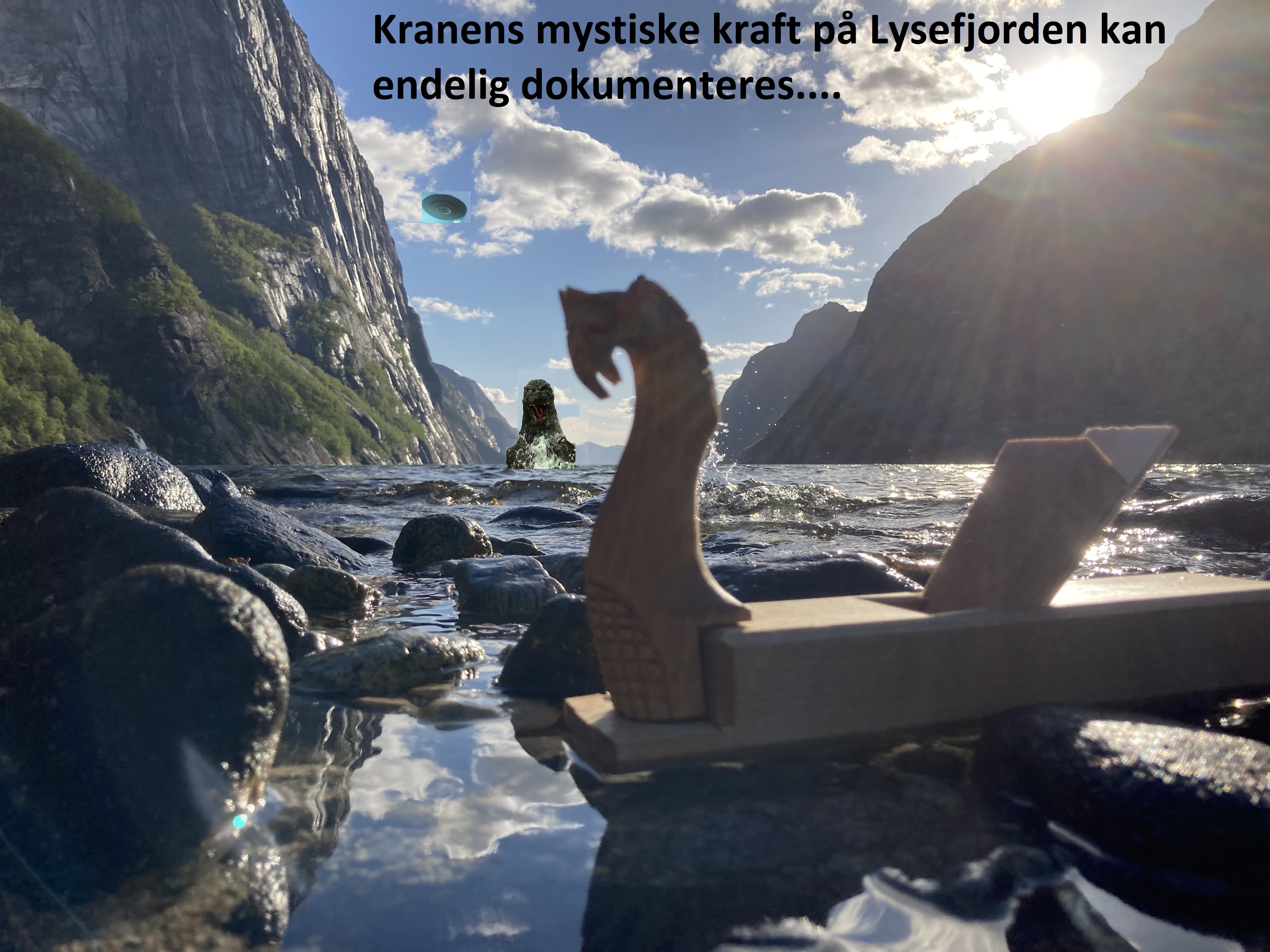
Mang en gang har jeg etter en fuktig og lystig kveld i Lysebotn`s mørke bakgater vandret ustø hjemover og stirret utover på en blikk stille fjord og følt et ondt blikk stirre tilbake på meg fra der ute i mørket en plass. Noe mystisk og stort som holder til i dypet av Lysefjorden. Jeg har kun sett konturene av skapningen og i forbindelse med at vi skal skrive blogginnlegg angående hva vi har lært på årets læringsarena tenkte jeg at dette måtte være en ypperlig anledning til å forme konturene av det jeg har sett der ute i mørket til en funksjonell høvelkrane.
Det har seg nemlig sånn at på læringsarena Vestlandet får vi prøve oss med mye forskjellige ting. Årets læringsarena var intet unntak fra regelen og en av samlings ukene hadde vi besøk av en profesjonell treskjærer som underviser til daglig i treskjærerkunsten på Hjerleid handverksskole.
Vi startet uken med en gjennomgang i det grunnleggende innenfor treskjæring, nemlig utførelsen av en veldig enkel karveskurd. Etter vi hadde prøvd oss litt med dette og fått litt generell innsikt, følelse og informasjon om hvordan treskjæring fungerer mente vår fagleder for LA Vestlandet Trond Oalann at vi burde prøve oss på utformingen av en høvelkrane. Siden vår fagleder er vanskelig å overtale når han først har satt seg en ide, ble det resten av uken fokusert på tilvirkingen av en Hardanger krane.
Siden jeg er av det smarteste slaget (NTNU student tross alt), tok jeg jo selvfølgelig ikke bilder av denne prosessen når vi holdt på med dette på læringsarena og måtte dermed gjenskape prosessen etter hjemkomst. Dog med en liten vri… istedenfor Hardanger krane har jeg valgt å forme konturene av den mystiske skapningen som jeg nevnte innledningsvis.
Kort om høvel krane.
Så hva er egentlig en høvelkrane? For dem som måtte lure er en krane rett og slett bare et annet navn på håndtak som er plassert lengst framme på en høvel for å plassere hånden på og hjelpe til å styre høvelen når man skyver den framover. En krane kan ha utallige utforminger og utsmykninger. Alt etter hvor i landet den stammer fra og snekkeren som har utsmykket den. Her finner vi alt fra det helt enkle til rene kunstverk på høyde med hvilket som helst Munch maleri. Det er kun fantasien og evnene eller lysten til snekkeren som setter grenser på utformingen og det dekorative med kraner. Til syvende og sist er det viktigste aspektet med kranen at den er god å holde i og solid nok til å kunne skyve/styre høvelen fram uten å knekke.
En høvel med en krane i sin enkleste form.
Problemstillinger
I forbindelse med lagingen av høvel krane på læringsarena ble følgende problemstillinger da aktuell når det gjaldt tilvirkningen av høvel krane.
Hva er den grunnleggende prosessen for å forme et rektangulært emne til en funksjonell krane som har en relativ enkel treskjærerdekor på seg og hva er de viktigste verktøyene når dette skal utføres på tradisjonelt vis.? Og hvordan er tre forbindelsen som sikrer/fester kranen til høvelen utformet? Disse problemstillingene danner grunnlaget for denne blogg posten og blir forsøkt besvart på grunnlag av det jeg lærte i den aktuelle uken på læringsarena Vestlandet.
Del 1 valg av emne og tilvirkning av tre forbindelsene.
Når det gjelder valg av emne er det en fordel at emnet består av et treslag som ikke fliser seg for mye opp når det blir bearbeidet med treskjærer jern. Furu er for eksempel ikke det beste til treskjæring, vertfall ikke for en amatør som meg. Bjørk derimot er en bedre kandidat og siden den aktuelle høvelen som skal ha denne kranen består av bjørk faller det da naturlig at også kranen blir laget av samme tresort. Det er også en stor fordel at emnet er noenlunde kvistfritt og rettfibret. Kantskåret virke er å foretrekke. Når valget av emne er tatt dimensjoneres det ned på tradisjonelt vis til en rektangulær kloss og formingen til krane kan da begynne.
Det sages ned så langt man kommer, før stemmjernet tas i bruk langs rissestrekene. Graden har vinkel etter forholdet 1:6.
Det er en ide å lage tre forbindelsene som skalfeste kranen til høvelen før man lager kranens fasong, og vi kommer da til en av de nevnte problemstillingene. Hvilke tre forbindelser er gjeldene her? Etter å ha sett over en del høvler med krane fra området i Hardanger og omegn som Trond Oalann kom dumpende med, virker det som tradisjonen består av en grad/rekspon forbindelse der selve graden som er på kranen går ned i et gradspor i høvelstokken. Det var også noen høvler som i tillegg til graden hadde en grunntapp/styringstapp i enden på kranen. Dette var også framgangsmåten som vi valgte å utføre på våre kraner.
Dermed får kranen altså i tillegg til grad også en grunntapp/styringstapp i endeveden..
Graden merkes opp før tappen. Dette utføres med å bruke forholdet 1:6 for vinkelen og det brukes rissenål for mest mulig presisjon. Denne merkingen blir satt i endeveden. Graden blir også forskjøvet 5 mm inn fra ytterkant så gradsporet skjules under en avsats. Total høyden på graden inkludert tappehøyden settes av og riss avsettes med ripmoten. Det sages langs risset så langt som det er mulig og det resterende blir fjernet med et kvest stemmjern. Når selve graden er tilvirket plasseres kranen oppå høvelen og man kan da merke av med rissenål omrisset til gradsporet. Gradsporet lages så og man tester at graden passer perfekt i denne. Her er det presisjon som gjelder for litt unøyaktigheter her fører til at kranen blir slarkete. (Dyrekjøpt egenerfaring) Det skal være en perfekt passform for å unngå dette. Passformen skal være så trang at man må banke den forsiktig ned, men ikke så trang at man sprenger veden i høvelstokken.
Neste skritt er nå å lage selve grunntappen/styringstappen. Tappen merkes og tilvirkes stort sett på samme vis som graden.. Når tappen er ferdig, setter man kranen på tilbake på plass og risser rundt tappen. Tapphullet kan så lages.. Tre forbindelsene er nå ferdig å selve grovformingen av fasongen til kranen kan ta til. Viktigste verktøy til denne prosessen har vært finntannet bakksag, rissenål, ripmot og stemjern.
Her er tre forbindelsene ferdig. Graden og tappen er forskjøvet 5 mm fra ytterkanten for å skjule hullet til gradsporet. For ordens skyld så er rissemerkene synlige på tappen her feilmerking etter nok en fuktig aften i mørke bakgater.. .
Del 2 Forming av selve kranen.
Kranens utforming tegnes på og denne skjæres så til med en løvsag som følger kurvene lett. Når kranens utforming er saget ut, sages så en konisk form sett fra framsiden av kranen.
Etter konturen og koningen er saget ut brukes en støthøvel for å slett høvle de koniske sidene helt plane og fjerne alle spor etter sagingen. I kurvene brukes en sponhøvel for samme formål.
En løvsag brukes til å sage ut konturene av kranen og koningen. Etter saging slett høvles den koniske formen med støthøvel før sponhøvelen brukes til å slette konturen.
Nå skal kranen avrundes for å ha et behagelig grep og avrundingen formes enkelt med å merke opp linjer på alle 4 sider midt i emnet. Linjene følger kurvene til kranen. Det benyttes så treskjærer jern med hulkil profil og kurvene grov formes med å fjerne veden på tvers av fiberretningen. Hele tiden holder jeg meg innenfor midt strekene og ved hjelp av øyemål formes kranens fra 4 kvadratiske sider til en mer avrundet form. Bruken av hulkil jernet på tvers av veden er raskt og effektiv til grov forming.
Hulkil jern som brukes på tvers av veden er effektiv til og grov forme kranens avrundet form. Avrundingen formes på øyemål.
Etter grovformingen sitter vi igjen med noe som minner mer om en håndgranat enn en krane. Sikkert fin til å kaste etter naboen, men ubrukelig til å fungere som krane på en høvel. Kranen må fin formes til mer smekre former. Det brukes fil og kantene files ned til man får en mer jevn avrundet overgang. Når man er fornøyd med filingen brukes en glassbit som sikling for å jevne formen ytterlige ut og fjerne di fleste spor etter filingen. Vi får da en form som er behagelig å holde rundt. Man må selv avgjør når nok er nok og når man føler at kranen har en form som gjør den behagelig å holde rundt. Viktigste verktøy er løvsag, støthøvel, sponhøvel, treskjærer jern med hulkilprofil, fil og en glassbit eller eventuelt sikling.
En fil jevner ut formen, helt til slutt brukes en glassbit som sikling
Del 3 Svært enkel treskjæringsdekor og Ferdigstilling
Undertegnede er langt ifra noe ekspert i treskjæring, før samlings uken på læringsarena hadde jeg aldri prøvd noe innenfor treskjæring, så det sier seg selv at mine kunnskaper og evner innenfor dette er svært begrenset. Jeg har likevel helhjertet prøvd å påføre kranen noe enkel dekor i form av noe rutenett og formet 2 små kuler som utgjør den mystiske skapningens øyne.
Først tegnes rutenettet opp. I dette tilfellet skal den mystiske skapningen få dekor på magen og i nakken. Å kunne tegne rette linjer på frihånd er viktig for at dette skal bli bra. Siden min hånd er av det ustø laget (uvisst om dette skyldes besøk i mørke bakgater eller ikke?) ble disse linjene langt fra bra og resultatet ble også der etter. Det brukes et treskjærings jern som kalles for geisfuss. Dette jernet har en V formet egg som etterlater en V formet grop og er perfekt til å lage rutemønster med. Disse jernene kommer i mange forskjellige størrelser. Jeg brukte et med 3 mm bredde. Jernet føres langs oppmerkingen med stødig hånd og dybden man stikker avgjør hvor dominerende det ferdige resultatet blir.
Et forsøk på å lage enkel dekor på magen og i nakken til den mystiske skapningen.. resultatet ble så som så. Som alt annet må det mer øvelse til for å mestre dette..
Nå står øynene(kulene) for tur og plasseringen merkes med stikk passer og radiusen avsettes også med denne. Etter oppmerkingen stikkes det rundt risset med et hullkilljern som har tilnærmet samme radius. Det brukes så et flatere jern for å skjære seg inn mot kulen og lage fordypningen rundt. Når ønsket dybde er nådd formes kulen rund på samme vis som kranen. Grovforming på øyemål med hullkilljern før filing osv. Dette gjelder også for kjeven til skapningen. Viktigste verktøy er stikkpasser, geisfuss jern, hullkilljern med forskjellig radius, fil og sikling.
Øynenes plassering og radius settes med stikkpasser. Hulkil jern med tilnærmet samme radius brukes så for å stikke rundt oppmerkingen, før et flatere jern brukes til å lage fordypningen rundt Kulene som utgjør øynene til den mystiske skapningen og kjeven er nå ferdig formet. Skapningen nærmer seg fullført. Skapningen får så et strøk med treolje, før sivstrå brukes til å pusse ned fiberreisningen.
Studieemne tradisjonsfaglig utøving 3 har følgende emnebeskrivelse: Tradisjonsfaglig utøving 3 utgjør en vesentlig del av grunnutdanningen i bachelorløpet i tradisjonelt bygghandverk, der læring skjer gjennom eget praktisk arbeid. Gjennom deltagelse og opplæring ved en læringsarena, skal studenten tilegne seg bred og allsidig innsikt i praktisk arbeid, innen tradisjonelt bygghandverk. I emnet er det lagt opp til prosjektbasert arbeid med veiledning.
Vanligvis er faget lagt opp slik at man gjennom et prosjekt, tilegner seg ferdigheter, som man gjennom en del mengdetrening lærer å mestre. På læringsarena Vestland valgte vi å putte inn 3 uker med tverrfaglige kurs,(treskjæring, smiing og blyglass) nettopp for å få en bred og allsidig innsikt i praktisk arbeid, slik emnebeskrivelsen nevner. I dette blogginnlegget skal jeg reflektere om, og i hvilken grad, korte ukeskurs kan gi eller ikke gi læringsutbytte, selv uten mengdetrening.
Uke 1 – Treskjæring
Første øving – Karveskurd
Den første uken med tverrfaglige kurs hadde treskjæring som tema. Veilederen var Even Hansen, lærer ved Hjerleid handverksskole. Dag 1 reiste vi til Bergen og besøkte Christofer Knag, som er arving etter møbelsnekkeren Knag, en av de mest kjente norske møbelprodusenter i sin tid. På dag 2 begynte vi med enkelt karveskurd. Selv om tre er et kjent material for oss, ga øvelsene nye erfaringer og innsikter i bla. fiberretning og materialkvalitet. Korsryggen ga tidlig beskjed om at snekkerens høvelbenk er alt for lav til den type arbeid, og førte til en lærerik diskusjon om ergonomi, arbeidsstilling og belastningskader.
At verktøyet man jobber med må være kvast er en selvfølge. Men at møbelsnekkeren og treskjæreren har to forskjellige oppfatninger om hva som er et kvast jern var en lærerik erfaring. Resultatet blir bare tilfredsstillende med sylskarp verktøy, alt annet er bare frustrerende.
I snekkerboden til Christopher Knag var det mye å se og å lære om treskjærerfaget på 1900 tallet.
Dag 3 prøvde vi oss på en høvelkrane fra Hardangerregionen. For min egen del var overgangen fra enkel karveskudd til figurskjæring litt for brå. Resultatet ble tilfredsstillende, men ikke god nok, i mine øyne. Her er problemet nettopp mengdetrening. Ved et ukeskurs prøver man å få lært seg mest mulig forskjellige teknikker men det er begrenset hvor godt resultat man klarer å oppnå. Mens mine medstudenter prøvde seg på høvelkrane nr.2, trengte jeg en litt enklere øvelse for å ikke miste motet, jeg ville jo tross alt oppleve en form for mestringsfølelse og ikke bare frustrasjon. Dag 4 og 5 viet vi bokstavskjæring og skjæring av forskjellige pynteelementer. Å overføre skrift og liknende fra papir til tre med hjelp av kalkpapir, er en teknikk man kan ha bruk for i flere sammenheng.
Runeskrift hadde sikkert vært enklere enn gotisk skriftfont Det å forme en Hardangerkrane er ikke noe for nybegynnere
Sammenfattende om treskjæreruken, kan jeg si at en uke er akkurat nok tid for å få et innblikk i grunnleggende teknikker, og mengdetrening er av vesentlig betydning for å mestre disse. Her gjelder det å bare fortsette. Rett slipeutstyr til treskjærerjern er viktig å ha, ellers vil man bare være frustrert og raskt miste lysten til å fortsette.
Uke 2 – Smiing
Man må smi mens jernet er varmt
I uke 2 stod det smiing på programmet. Veileder var Seppe Lehembre fra Hardanger fartøyvernsenter. Vi begynte med en kort innføring i metallurgi og grunnleggende basiskunnskap om fyring i essen, og ikke minst HMS. Ergonomi, rett arbeidsstilling og belastningsskader var igjen i fokus.
Ett fargekart hjalp oss til å lese temperaturen i metallet, og så kunne vi endelig gå løs på vår første prosjekt, smiing av en ildrake, vi skulle bruke resten av uken. Alt i alt en fin øvelse å bli kjent med metal som material. Det må nevnes at hverken jeg eller en av mine medstudenter har banket på varm metal før. Dag 2 lærte vi å strekke ut og rulle opp metal, teknikker vi senere på dagen hadde bruk for når vi gikk i gang med å smi hengsler og beslag til en verktøykiste. Dag 3 stod verktøysmiing og herding på programmet. Vi lærte om forskjellene i stålkvalitetene og hvilket stål som er egnet til hvilken bruk. Vi brukte stål fra en bilfjær til å lage oss en kjørner og meisel, og lærte å herde og anløpe. Fargekartet hjalp med å lese om prosessen var vellykket eller ikke. Kunnskap enhver som jobber med metalverktøy burde ha. Meisel og kjørner ble videre brukt under smiing av hengslene og beslag.
Meisel og kjørner er viktige vertøy som er enkelt å lage selv.Ett hengsle består faktisk av tre deler som må passe perfekt sammen
Dag 4 lagte vi en killingfot til høvelbenken. Vi lærte å stue metall og diskuterte mye om rett utforming og vinkler av selve festeverktøyet. Den siste dagen brukte vi til å ferdigstille alt. Jeg brukte tiden jeg hadde til overs til å smi noen haker som jeg kan henge grindsagene på i verkstedet, også prøvde jeg meg på spikersmiing. I etterkant må jeg si at jeg var overrasket over hvor mye ny kunnskap jeg kunne tilegne meg i løpet av denne uken. Ikke bare lærte jeg å jobbe med en helt nytt materiale, jeg fikk også en bedre forståelse for verktøyet mitt som jeg bruker daglig i jobbsammenheng. En annen positiv effekt er at jeg nå kan lage meg enkle beslag og liknende selv, noe som jeg vil ha bruk for etter uke tre med tverrfaglige kurs.
Uke 3 – Blyglass
Det er viktig med inspirasjon før man begynner på en ny oppgave
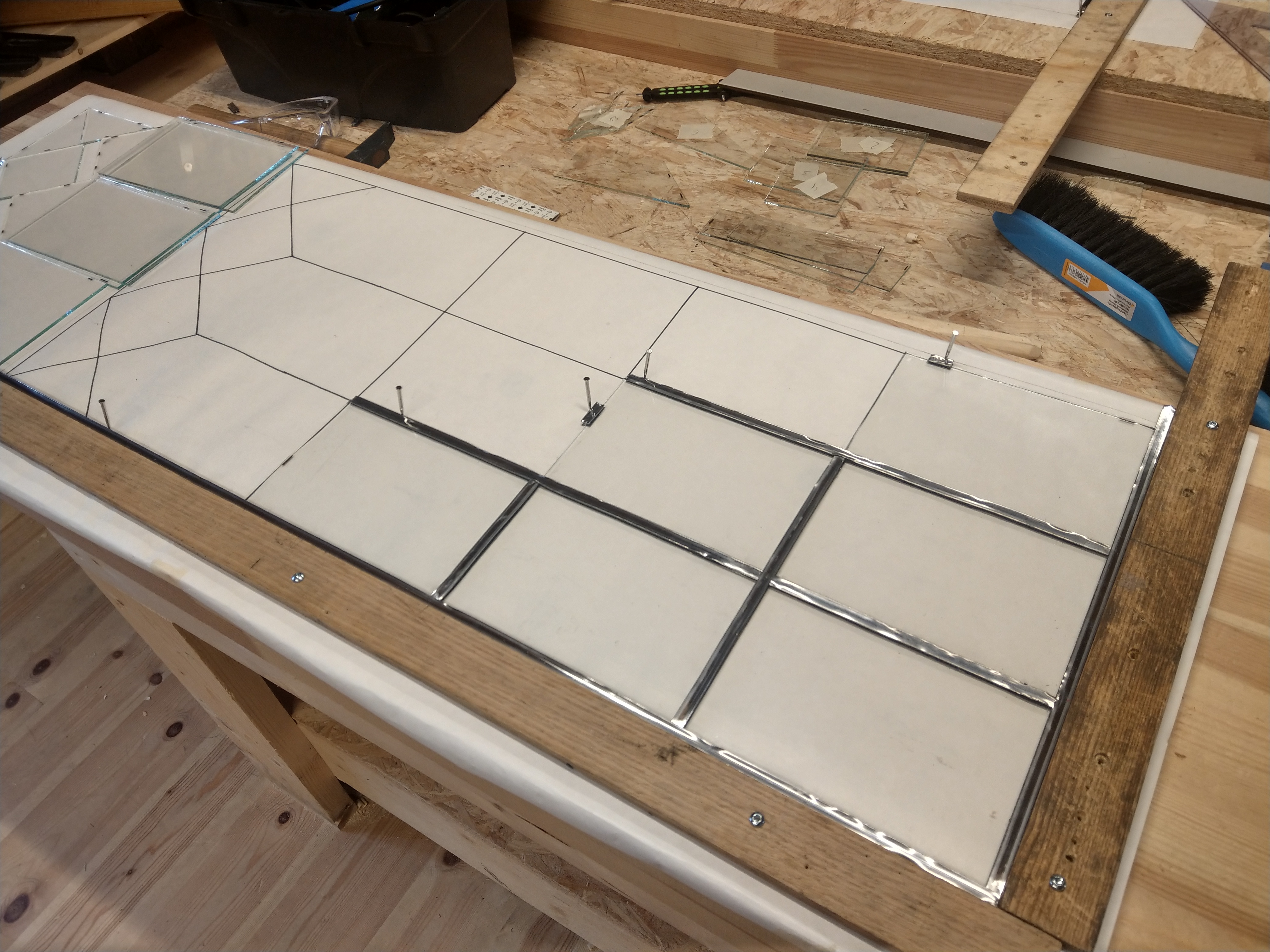
Den tredje uken reiste vi til Trondhjem for å få et innblikk i glassmesterens verden. Veilederen her var Elisabeth Voss Sinnerud, fra Nidarosdomens restaureringshåndverkerne. Etter en kort innføring i glassets historie fikk vi en omvisning i Nidarosdomen, og svar på mange av de spørsmålene vi hadde. Tilbake i stilleverksted begynte vi å tegne opp et vindu som vi selv skulle lage. HMS var også her i fokus, håndtering av glass og bly, glasskjæring osv. Snekkerens høvelbenk viste seg også her å være alt for lav, noe korsryggen min ga klar beskjed om. Vinduet jeg lagde var så stort at Elisabeth anbefalte meg å lage to stormbånd til å stabilisere og sikre vinduet med. Noe som medførte til at jeg, fortsatt etter smiuka, er veldig komfortable med å lage stormbånd selv. Etter at man har satt sammen vinduet, måtte man til med lodding og kitting.
Å jobbe nøyaktig på millimeternivå er trikset
Når vi var ferdige med vinduet, laget hver av oss et selvvalgt bilde med farget glass. Den siste dagen viste Elisabeth oss hvordan man kan skifte ut en glassrute hvis det skulle være behov for det, og hvordan vi ser at blyet må fornyes på gamle vinduer.
En viss sans for puslespil er av stor fordel
Uken ga innsikt i, en til nå ukjent verden. Kunnskapen med å lodde bly kan også anvendes når man skal lodde andre materialer for eksempel kopperrør. Å forstå hvordan et blyglassvindu er bygd opp, hvor de svake punktene ligger osv., er nyttig kunnskap for en restaureringshåndverker.
Avsluttende kan jeg si om alle de tre ukene, at det er fullt mulig å suge ut mye ny kunnskap, selv med korte ukeskurs. Men man kan ikke forvente at man mestrer noen av teknikkene man lærer. Her må mengdetrening til, dvs. at man er nødt til å sette av tid til å gå videre med det man har lært på egen hånd. En viktig bieffekt med disse kursene er at man fikk innblikk i andre håndverksfag. Man fikk lære hvilke problemstillinger andre fag står over, og man lærer å kommuniserer med disse håndverkerene på et annet nivå.
I forbindelse med at det nye stavbygget på Romsdalsmuseet skulle kledast var det tidleg klart at innfestinga skulle vere med naglar. Ca. 1500 naglar til tro, kledning, golv, skråband og stikkband. Trenaglar som det vanlegvis blir sagt no, for å framheve og skilje det frå spikar og spikring.
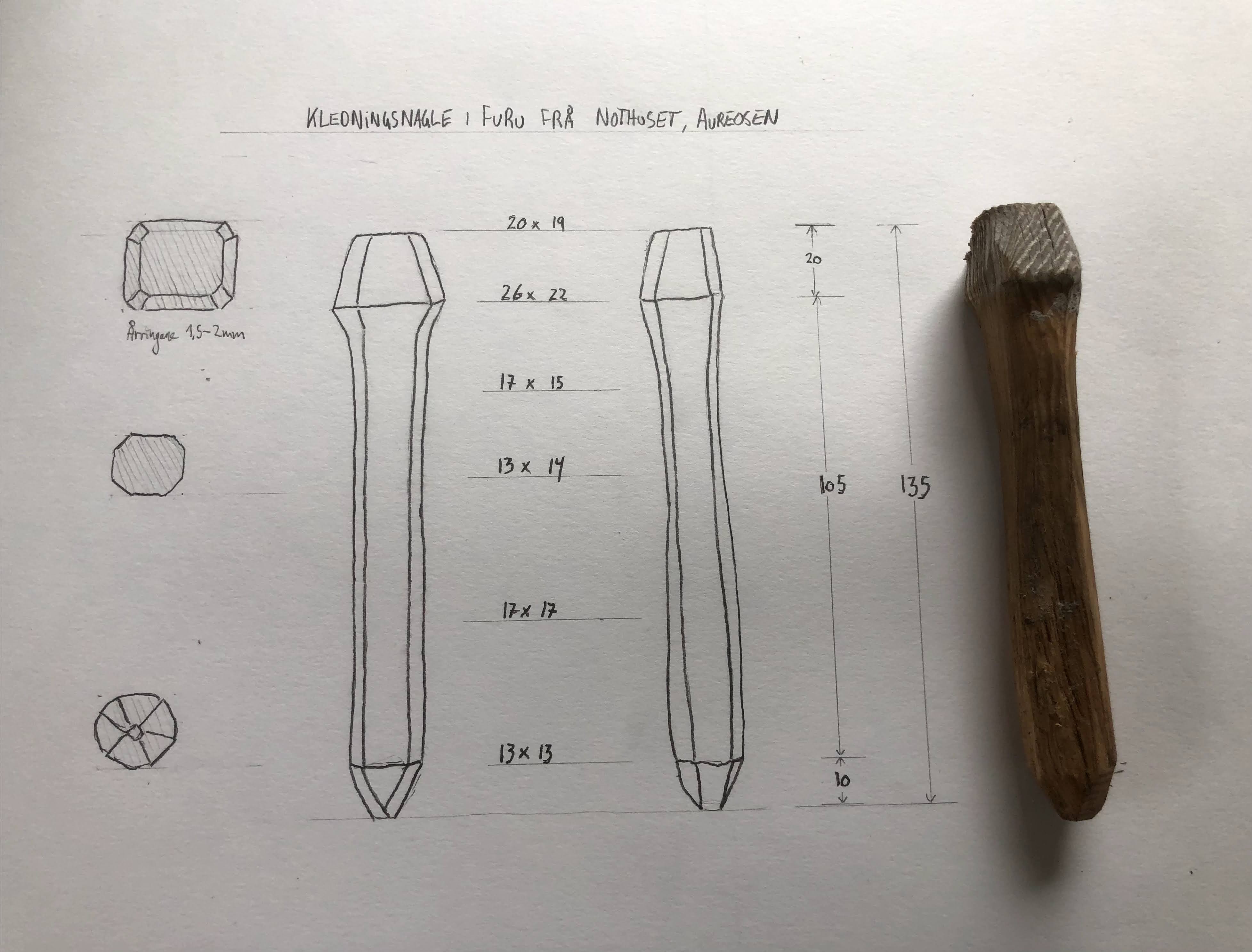
Kledningsnagle frå ca 1850
Om ein kjem over original kledning festa med naglar oppleves det som noko spesielt, unikt og alderdommeleg. Spikaren har vore tilgjengeleg i nokre hundre år, men den representerte ei pengeutgift. Med nagling bruker ein den same råvara som bygget blir satt opp av, kappet kjem til nytte, og ingen kontante utlegg.
Funn av nagle i nedrasa naust
Korleis ser ei trenagle ut? Som oftast ser ein berre naglehovudet på utsida av kledninga, spissen inne om det er nagleband eller endeved i golvnaglar. For å danne seg eit bilete korleis naglen ser ut må ein enten demontere, dra eller slå den ut. Variasjonen er stor. Nokon har tydelege hovud, runde eller firkanta, hovud med avsmalande fasong, hovud som går jamt ut, eller at det ikkje er hovud. Halsen, det området rett under hovudet som går igjennom kledninga varierer og, anten som runda overgang, eller rett kvadratisk overgang eller ein jamn kon overgang til naglens “kropp”. I kroppen er dei enten rette og jamntjukke eller jamn kon. Tendensen pekar mot at det er vanlegare med jamntjukke enn overtydeleg kon. Og naglen har gjerne fått fasong komprimert etter holet. I enden er naglane spissa. Inne ser ein ofte at bygningsmennene ikkje har tatt seg bryet med å kappe reint. Då får ofte naglane funksjon til opphengskrok. Ein finn og eksempel på at naglane er åretta, dvs, at ei kile er slått inn i enden inne og sikrar naglen for å vandre ut att. Dette ser ein gjerne i dører.
Årette nagle på innsida av orved/ labank
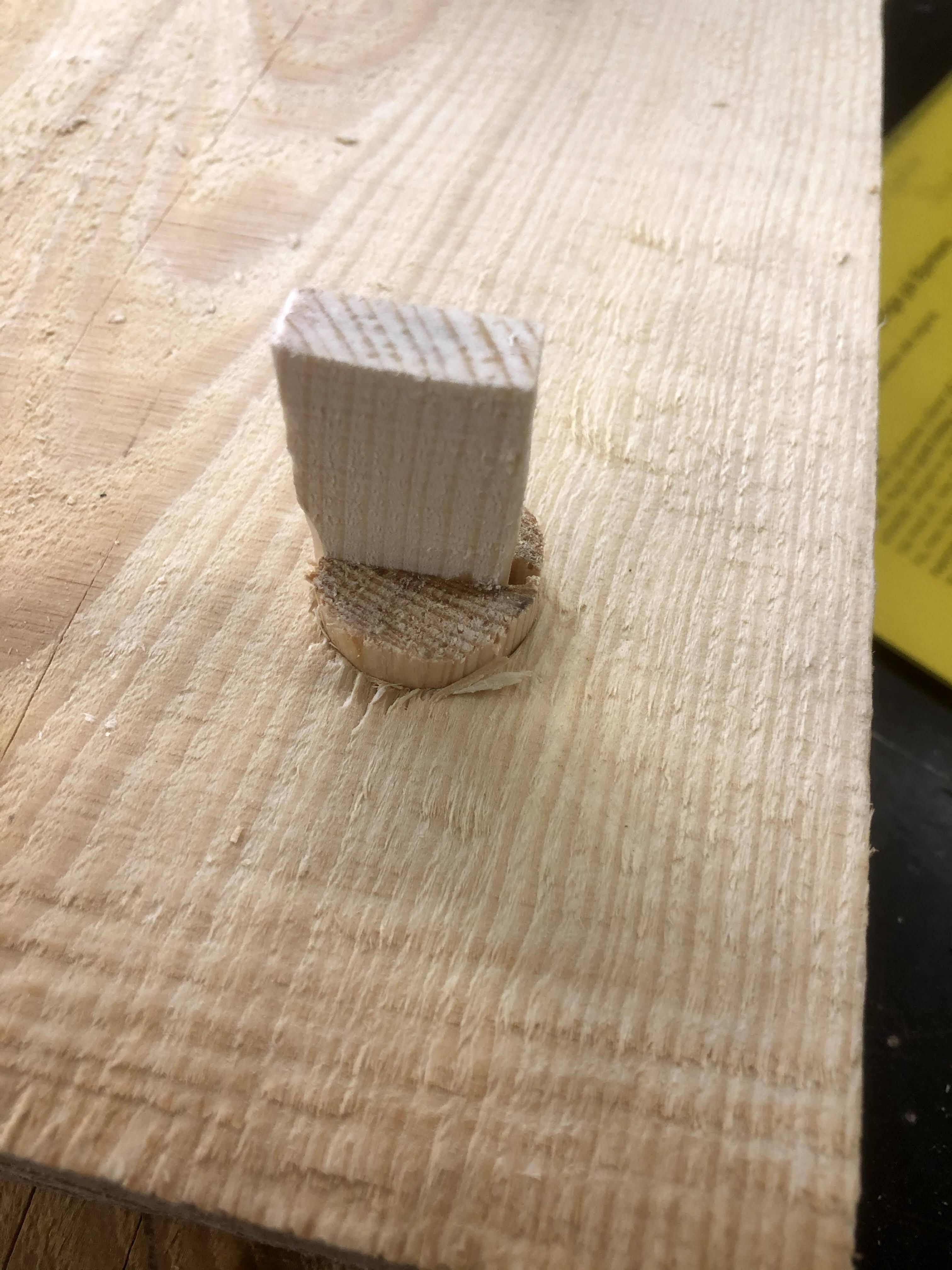
Og korleis ser nagleholet ut? Det var gjerne navaren som var redskapen for å ta hol. Den borar eit konisk hol om ein gir seg med boringa nett der skjæret sluttar. Holet dannar ei stigning som tilsvarer kilvinkelen på ei standard kile ein får kjøpt på byggvarehandelen, eller som kilen på ein høvel dvs, 6-9 grader.
Naglehol med kompresjonfasong?
I kledningsbordet er det gjerne tatt vekk litt ved som fasongen på hovudet, eller at holet tar fasong når naglen blir dreve inn. Målet er å unngå at bordet sprekk, så det er gjerne lagt litt meir arbeid i hol nære endeved. Om naglen skal årettast, kan holet på innsida utvidast noko for å gje plass når åretta blir dreve inn og naglen utvidar seg. Åretta skal stå på tvers av lengderetninga for ikkje å kløyve naglebandet eller orveden i dørblad.
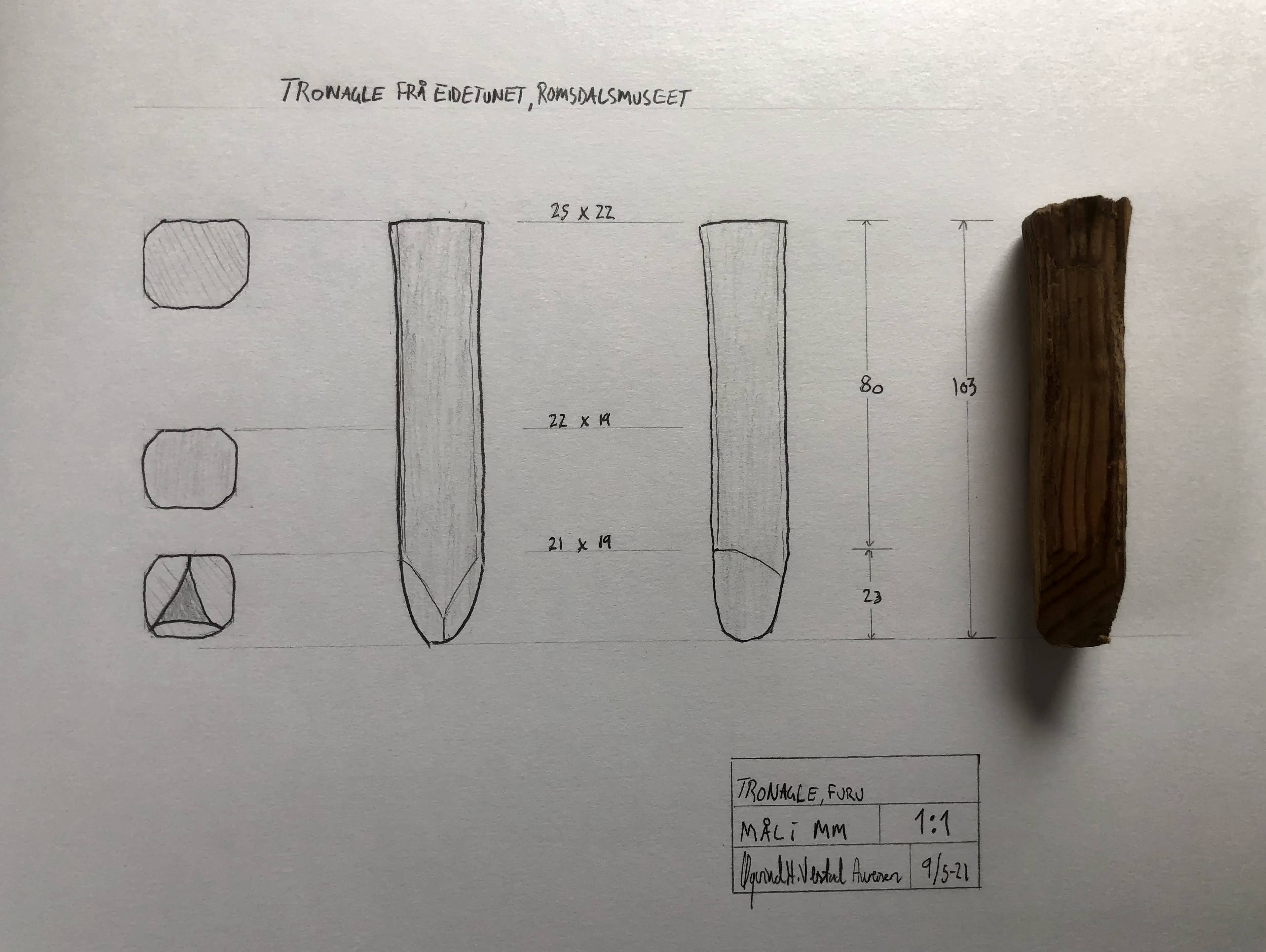
Av dei eldre naglane som er observert er dei aller fleste heilt klart smidd i furu. Unntaket er naglar i bjørk i skråband i stavbygde hus, der er dimensjonen langt større gjerne 2 tommar.
Naglemaking
Mal som etter navaren
Godt å halde i lange emne
Naglen tåler betre salg om kantane er lagt
Emna blir kappa på lengda i veggen
Skjærefjøl og mal tett i lag
Volumproduksjon av naglar
Dimensjonen på naglen er gjerne noko mindre enn tjukkelsen på bordet det skal igjennom, men det er navaren ein har tilgang på som bestemmer. Har ein ein trekvarttomsnavar (19mm) er det utgangspunktet. Velg ut gode tettvaksne bordbitar med al, gjerne så nær rota som muleg. Klyv så emner i høve dimensjon som hovudet skal ha, med mest mogleg kantved. Noko tynnare på eine sida så ein har emne på omtrent 22x24mm. Så er det med tollekniven å spikke til fasongen som etter navaren. Då er det godt å ha ein mal å sjekke emnet i undervegs i spissinga. Det er no ein legg inn den lille overgangen mellom kropp og hovud,- halsen. Det er den som held bordet på veggen. Ein tek også vekk kvasskantane så ein får åttekanta tverrsnitt. Hovudet får sin fasong, og det er ein fordel å få runda endehjørna, så hovudet ikkje sprekk når ein slår naglen inn med hammaren. Endeleg lengde kan kappast på veggen når naglen er i.
Haulaust
Nagle plukka ut frå trobord
Naglane i tro og golv er laga på ein litt annan måte. Dei har ikkje hovud, og blir kappa og klyvd etter dimensjon og lengde på navaren sitt skjær. Fasongen er som koninga på navaren, men smidd i firkant og ein tek kvasskantane vekk og spissar enden. Eine sida litt tynnare så det ikkje sprengjer. Også her er det ein fordel å runde enden som det blir slått på, eller om ein då heller velgjer å bruke ein smihammar med litt runda slåflate. Golv og takåsar har større dimensjon enn kledningsband, og ein borrar seg ikkje igjennom, kun så djupt som navarskjæret. I holet sparrar ein ut eit firkanta snitt som etter naglen, då sprenger det ikkje, og ein unngår klyving.
Før ein sett i gang slike prosjekt, studerer ein gjerne i litteraturen og faktaark frå Riksantikvaren, og prøver gjerne ut skulemodellen på ein del emne, tettvakse feit kantved på tvers i holet, og ser at ja, dette fungerer. Så er det å sjå etter i lokale bygg som har bevarte naglar for samanlikning, og ein oppdager ein flora av variasjonar av naglar. Det er som om kvar bygning og bygningsmann har sin signatur. Det er kantved, motved, småkvist og utflising, korte og lange, runde og firkanta. Kort sagt i alle variasjonar. Det har vore nytta det som har vore tilgjengeleg, og kanskje sortert etter bruksområde.
Notnauset frå Horrem, Aukra. Furunaglar. Ståande kledning kanskje 1700-talls.
Notnaustet frå Horrem, Aukra. Gjenbruk av bord. Fleire hol.
Notnaustet frå Horrem, Aukra
Dørnagle i furu, sommarfjøs Hjelset, Molde ca 1850
Når ein har fått arbeid litt med nagling over tid, med eit visst volum, og danna seg nokre erfaringar med å prøve ut dei nysmidde naglane, vil ein merke kva som fungerer, kva som tåler slag, kva som dreg godt, kva som sprekk, kva som ser bra ut, og umerkeleg har ein fått sin eigen signatur, påverka av det skolerte og dei lokale variantane, men mest eigne feiltrinn.
Så heng dei vel i hop desse to, naglen og nagleholet.
Nova får seg eit fastnagla novbrett
Kjelder:
L. Stokke: Hus og husbygging i Romsdal, 1937/1997
Riksantikvaren, faktaark, Trenagler i bygninger, 2009
Som student ved Tradisjonelt Bygghåndverk ved NTNU ramler man hele tiden inn i forskjellige gamle håndverksteknikker. Noen ganger prøver man seg på tilsynelatende ukompliserte ting, som ender opp som en lang spørsmålsrekke med antakelser og erfaringer. Andre ganger blir det som virket så komplisert, forbausende enkelt når man ikke prater så mye om det, men heller bare gjør det.
Noen av oppgavene vi har hatt denne vinteren henger sammen. I høst lagde jeg min egen skottbenk, og rundt juletider var tiden kommet der vi skulle høvle 70 m2 gulvbord til råbygget som vi satt opp i fjor på Lærearena Stiklestad. Utpå vinteren lagde jeg mitt første sett med gulvploger, deretter fikk jeg prøvd ut disse og sammenlignet med lignende høvler.
Gulvploger fra emne til ferdige høvler.
Noen ord og begreper
I denne sammenhengen regner jeg et gulvbord for å ha høvlet overflate, mens undersiden kun er som den ble i saga, med sagskuren i behold. På gulvet til Stiklestad la vi rettsida av gulvbordet opp, og høvlet dette slett. Rettsida er den sida av bordet som vender inn mot margen (midten) av treet. Dette har vært ganske vanlig, da får du stående årringer (kantved) opp i bordet, som gir god slitestyrke. Og å pløye bordene er altså å høvle not og fjær på kanten av bordet, med to høvler som lager henholdsvis not og fjær, kalt golvploger eller golvhøvler. Begrepet skyte/ skjøite/ skøyte har vært brukt om dette fra gammelt av. For meg virker det som dette både kan brukes om å Skyte kantene beine, eller å skjøite sammen gulvbordene til en flate.
Gulvet på Stiklestad
Min yre gutteglede over å endelig skulle teste den nye skottbenken fikk en knekk når det viste seg at den var for kort. Langbord på 3,8 meter var ikke noe å skryte av i denne sammenhengen, siden gulvbordene var over fire meter lange. Men på Stiklestad har de fullt av lange skottbenker, og med et bord oppå ble min benk i stedet degradert til underlag for sletthøvlingen. Jaja.
Den nye skottbenken.
I skyggen av to store pakker med 2 tom 6 og 2 tom 8, begynte vi med å slette rettsida, og allerede her kom den første diskusjonen som avslørte flere trosretninger i arbeidslaget. Hvor slett trenger det å være? Må vi høvle vekk vridninga i bordene? Skal vi høvle av kuven i rettsida med litt diagonalt høvling først? Noe av bakgrunnen for diskusjonen var jo mengden med plank som skulle høvles, og at det oppå dette gulvet skal plasseres tunge vegarbeidsmaskiner med store jernhjul. Å stå der og finhøvle gulvet virket derfor ganske meningsløst, mens det å bli ferdig med jobben virket veldig meningsfylt der og da.
Vi endte derfor med å kun bruke skrubbhøvelen på rettsida, uten å gå over med finere høvel etterpå. Likevel prøvde jeg å høvle ned vridningen i bordene, og å høvle så slett flate som mulig med skrubben. Rettsida blir jo anleggsflate for gulvplogene etterpå, og jo beinere det er, jo lettere blir det å høvle not og fjær, uten at gulvplogene kniper seg fast. Bein not og fjær gjør det også lettere å slå sammen bordene når gulvet legges.
Et sletthøvla bord.
Det virket også lurt å høvle ned vridningen i bordene. På tynnere bord har jeg vel senere skjønt at dette ikke er like viktig, da disse er lettere å vri ned på gulvbjelkene.
I ettertid kan man spørre seg om det egentlig er historisk korrekt å høvle til et 2« gulv som skal brukes så grovt, med not og fjær. Kanskje kunne bord eller halvkløyvinger lagt kant i kant fungert like fint, slik vi stort sett finner i eldre fjøs og uthus. Men det å skjøte i hop gulvflaten med not og fjær gjør nok likevel gulvet langt sterkere enn det ellers ville vært.
Når du står flere uker og høvler, ender du opp i flytsonen, der øyne, hender og hode etter hvert merker hvis det ikke er beint. Det holdt egentlig å stryke handa over bordet, sikte litt, og innimellom legge høvelen på tvers av bordet for å få det beint. Hvor mye du høvler og hvordan kreftene brukes går etter hvert av seg selv, mens man går der og filosoferer.
Pløying av gulvbordene
Til dette arbeidet brukte vi gulvploger laget av Peter Brennvik, med gode stål fra Jon Dahlmo. Disse lagde ½« fjær, noe som kan fungere på bord ned til ca 1 ½« tykkelse. Er gulvbordene tynnere enn dette, bør du ha gulvploger som lager 3/8« fjær. Det er viktig at skottbenken har beine langbord, at den står stødig og at langbordene, selv om de er parallelle, også ligger i samme høyde, slik at ikke høvelen går for dypt på ene siden. Disse høvlene har settskruer, som gjør at «pakken» med tre stål kan flyttes meget presist sideveis. Det er lurt å høvle noen prøvebiter i starten, så man er sikker på at not og fjær havner like langt fra rettsida av bordet, at det ikke blir omkant på gulvet.
Pløying av not og fjær, et par effektive måter å hode høvelen på.
Når stålene tas ut for å slipes, løsner man bare settskruen på samme side hver gang, og slår løs kilen. Med litt håndlag drar du til denne skruen like hardt igjen etter sliping, og stålene havner på samme plass sideveis. Når du skal høvle en del bord, er det lurt å slipe relativt ofte, halvsløve høvler er hardt for kropp og psyke, og du blir sur. På nothøvelen kan selve notstålet stilles slik at det tar mest, mens de to stålene på sidene tar litt mindre. Man kan stille slik at høvlene til sammen tar litt mer på undersiden av bordet enn på rettsida (synlig side), da er det lettere å drive de godt sammen. Men det er ikke vits i å overdrive dette, litt mindre enn en millimeter klaring er nok.
Siden dette var gulvbord som hadde jevn bredde, kunne vi høvle hvert bord med en notside og en fjærside. På toppskjært material er det vanlig å høvle hvert bord med not eller fjær på begge sider av samme bord, da kan de endesnues slik det passer best. Og joda, etter å ha pløyd og lagt endel 6toms bord, som så ut som fyrstikker ved siden av hverandre i det store rommet, skjønner man at handverkerne før oss må ha satt pris på brede gulvbord rett fra oppgangssaga. Jo færre bord, jo mindre pløying, og arbeid spart.
Toppskårne gulvbord fra et bygg ved Jonsvatnet, Trondheim. Kun høvlet på oversida, og not eller fjær på begge sider av hvert bord.
Alt i alt vil jeg nok slite med å utkonkurrere Moelven og Forestia når det gjelder å levere store mengder med prisgunstig gulv. Men til restaureringsarbeider, der det ofte handler om å reparere større gulv med å skifte ut enkelte bord, eller å lage nye gulv til mindre rom, er dette måten å gjøre det på.
NTNU Tradisjonelt Bygghåndverk har som tema for året «snekring» og da var det nærliggende å lage en eller annen oppbevaring for verktøyet. En av oppgavene i årets læringsarena på Vestlandet var å lage et verktøyskap/ kiste. For meg som jobber hovedsakelig på verkstedet, falt valget straks på et verktøyskap hvor alt verktøyet mitt skal finne plass. Konstruksjonen skulle inneholde tradisjonelle forbindelser, og da var det ganske fort klar at sinking var en stor del av oppgaven.
Verktøyskapet ferdig med innredning
vanlig sinking for korpuset
halvdekt sinking, veldig vanlig på skuffene
I prosjektet brukte jeg både vanlig sinking, men også halvdekt sinking. Når det kommer til oppmerking av disse har det blitt skrevet mye om mangt. Ved nærmere betraktning av sinking av gammelt snekkerarbeid finner en av de rareste sinkene. Både når det gjelder antall og utformingen avviker disse langt fra lærebøkene.
En av de eldre lærebøkene jeg fant er «Sløidlære for skole og hjem» Kjennerud, H.K. Løvdal, Karl, 1911, hvor det blir skrevet om sinking.
Jeg vil ikke gå så veldig langt inn på oppmerking og utarbeiding av sinken etter læreboken. Den som ønsker mer informasjon kan finne en punkt for punkt- gjennomgang av sinking etter Kjennerud- Løvdal sin bok her: https://oalannblog.co/2016/01/23/vanlig-sinking-etter-kjennerud-lovdal/
Men det er noen pussige kommentarer i denne læreboken som fanger oppmerksomheten min.
«Sløidlære for skole og hjem» Kjennerud, H.K. Løvdal, Karl, 1911, S.46
Forfatteren sier at du gjerne kan prøve å få det til, men du trenger ikke å være forundret hvis du finner ut at det er håpløst å prøve. Hvorfor skriver han det? Skal han ikke lære bort hvordan det skal gjøres? Skal han ikke oppmuntre til å prøve å lære det?
Alle som har prøvd å sinke vet at det er en av de vanskeligste øvelsene/ forbindelsene i snekkerfaget. Skal du lage noe som skal bli pent trengs det nok en del øvelse for å få alle sinkene feilfrie og ikke minst at de passer etterpå. Allikevel er det en av de mest brukte forbindelsene vi ser i det tradisjonelle snekkerfaget.
«Sløidlære for skole og hjem» Kjennerud, H.K. Løvdal, Karl, 1911, S.46
Her kommer kommentaren som bekrefter det en ofte finner når en ser sinking i det gamle snekkerfaget. Når en ser litt nærmere på vindus- og dørkarmer, enkle kasser og redskapsoppbevaring, og i det hele tatt der det ikke synes, finner en ganske grove og stusselige sinker. Ofte er vinkelen skjært på frihånd, og vangene i samme tappen har forskjellige vinkler. Siden tappene uansett blir overført gjennom rissing av tappstykke mot tappholstykket, spiller det ingen rolle hvordan det ser ut. Vinklene blir overført på motstykke og skjært passende til tappen. Så hvorfor bruke all den tiden til oppmerkingen hvis en uansett bare kopierer vinklene på motstykke? Her er det mye tid å spare for den som er litt dreven med dette. Det meste av oppmerking faller da bort, og det er den mest tidskrevende delen av hele jobben.
Allikevel er sinking en del av snekkerens ære og lidenskap til yrket. De som har jobbet på verkstedet og med faste formål, har gjerne laget mal til de enkelte oppgavene de hadde.
Under et besøk i kisteverkstedene på Mjøsvågen, Osterøy, fant jeg en del maler til dør og vindusproduksjon. Her viser det seg at standardmål for dør og vinduskarmer allerede eksisterte. Disse lot seg tilpasse ved behov men som regel var tømmertykkelsen på 3« målgivende.
Maler til dør- og vindusproduksjon
Vinkelen på de fleste sinkemalene lå omkring 9-11 grader. Dette kjenner en igjen fra kilevinkelen på høvelen, eller kilevinkelen generelt som er kjent med best holde/ kileevne. Jeg fant dessverre ingen maler til kisteproduksjon. Når en ser litt nærmere på kistene ser en at det er forholdsvis få sinker, og at tappene er ganske små. Dette er et fenomen en finner ganske ofte. Det er så vidt en får et sagbladtykkelse inn i de smaleste partiene. Jeg er litt usikker hvorfor det var sånn. En kan tenke seg at de helst ikke skulle synes selv om de oppfylte sin oppgave. Nemlig å kile sidene til hverandre. Eller hadde det noe med produksjonen å gjøre? Var det mindre muligheter for feil? Gikk det fortere å lage?
tappene i kistene er veldig liten
Når en ser på kisten kan det tenkes at større tapper kunne skjemme utseende mer. Tappene vises. Så jo mindre desto bedre for helhetsuttrykket.
Som jeg ser det, ble sinkene tilpasset formålet. Smale der de ikke skal synes, grove sinker i konstruksjonsdeler (dørkarmer hadde gjerne bare en stor) og pene likestore der det gjerne skulle synes som pynt.
I senere tid har sinkingen forsvunnet fra produksjonen på snekkeriet. Først ble sinkene forenklet for lettere fremstilling (fingersink) og ble senere erstattet med sentrumstapp og Lamello. På grunn av den tidskrevende utarbeidelsen blir den «ordentlige» sinken kun brukt som pynt i dagens møbelproduksjon. Men holdbarheten er nok mye høyere i den tradisjonelle forbindelsen. Uansett utseende, skeiv eller beint.
Ved læringsarenaen i Buskereud har vi (Adrian M. Steger og Trine Guribye) de to siste årene jobbet med å rekonstruere et Sandsvær hus. Mer bestemt Jutehaugen som er en husmannsplass rett utenfor Kongsberg.
I sammenheng med dette arbeidet har vi blant annet kopiert himlingsbjelkene fra husmannsplassen.
Vårt fokus gjennom disse to årene har vært den immaterielle kulturarven. Mange av våre valg i forhold til fremgangsmåte har vært grunnet i at vi som håndverkere har hatt lyst til å oppnå en erfaringsbasert forståelse, gjennom mengdetrening med håndverktøy. Det har vi fått en sjelden mulighet til på læringsarenaen i Buskerud. De to første årene ble brukt på øks. Så stod himlingsbjelkene for tur, og med disse startet vi på arbeide med å venne oss til ulike profilhøvler.
Jarle Hugstmyr var veileder på dette spesifikke arbeidet. Han lånte oss også høvlene som trengtes.
Uansett, la oss kjøre rett på arbeidsprosess.
Så, hva trenges for å lage profilerte himlingsbjelker?
Håndverkere og en gjeng med høvler. Materialer og selvfølgelig øks.
Verkstedet på læringsarena med material, øks, høvler og håndverkere
Tegning
Og en tegning (helst), med overførte profiler fra original bjelke. En konkret målsetning å jobbe mot, og noe å planlegge arbeidsprosess utfra.
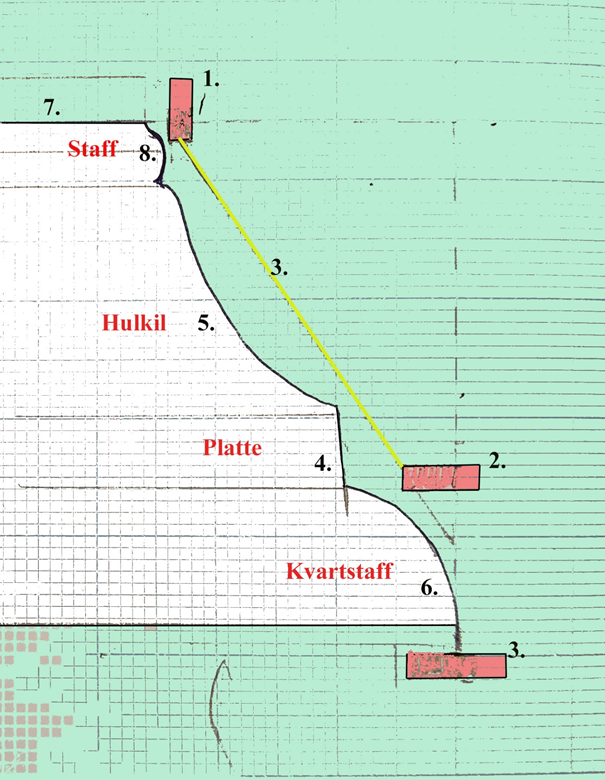
Arbeidsprosess og rekkefølge
Her er rekkefølgen på de ulike arbeidsoppgavene. Røde firkanter indikerer hvor vi går ned med splitthøvel og den den gule streken viser materiale vi fjerner med øks. Ellers vise tallene rekkefølgen på profilhøvlingen
1,2,3 Splitthøvel
Splitthøvelen brukes her som et slags strekmål og et ca. dybdemål. Jeg skal fjerne en del materiale med øks og da er det til stor hjelp å ha tydelige begrensninger på hva som kan fjernes. Sporet hjelper til en viss grad og mot utrivninger
Øksing (3. gul strek).
For å unngå utrivning hogger jeg først ut noen v-spor (litt som lomping ved teljing av stokk)
Da kan jeg effektivt og ganske trygt økse av større biter.
Her fant jeg ut at det var en fordel å økse en så fin og rett flate som mulig da det gjorde resterende jobb med høvel lettere.
4 Semshøvel
Etter å økset vekk materiale, høvlet jeg ned platta mellom hulkilprofilen og perleprofilen/kvartstaff. I ettertid ville jeg kanskje ha høvlet enda et spor med splitthøvelen slik at jeg hadde hatt bredden på platten. Det gikk fint, jeg hadde jo målet for hvor kvartstaffen skulle starte så det var bare å måle ut fra det, men når en jobber med så store emner tror jeg det ville vært mer effektivt å høvle ned alle mål med splitthøvel først, så hadde en ikke trengt å tenke noe mer på det.
5 Hulkilhøvel
Hulkilhøvel. Først konsentrerte jeg meg om å opparbeide et relativt rett spor i lengderetningen slik at hulkil-høvelen har noe å ligge i og følge. Deretter var det egentlig bare å høvle på og forholde seg til strekmålet jeg hadde høvlet med splitthøvelen og platte-dybden. Det å høvle med hulkil på så store overflater var en god opplevelse da den er veldig effektiv og «snill» også når en møter på kvist. Det blir relativt lite utrivning.
6 Kvartstaff
Her opplevde jeg at en måtte konsentrere seg litt mer under høvlingen for å få et fint resultat. Viktig å holde høvelen inntil platten.
8 Den minste staffen
Den siste lille profilen er kjekt å vente med til alt annet er ferdig, da den lett kan få trykkmerker. Høvlet altså begge sider av bjelken samt pusshøvlet «toppflaten» før jeg startet på den minste staffen.
På sin plass
Bjelkene ble felt ned en regntung høstkveld. Tømmeret var såpeglatt og mins to ganger mista vi grepet og bjelkene braste ned i huset. Så da var det bare å hente dem opp igjen og (med flimmer-hjerte) sjekke om profilene hadde tatt skade. Gikk bra hver gang 🙂 En blir glad i slike himlingsbjelker som en har jobbet med og lagt sjela i .
Under høstsemesteret 2020 fikk vi NTNU-studentene i tradisjonell bygghåndverk som oppgave å dokumentere en høvelbenk eller skottbenk. Denne dokumentasjonen skal danne grunnlag både for en refleksjon rundt den dokumenterte høvelbenken og være ett utgangspunkt for design av en egen arbeidsbenk.
Jeg valgte en benk som står på møbelverkstedet på Storeteigen bygdemuseum i Øystese. Storeteigen er eid av Kvam Kommune og blir forvaltet av Hardanger og Voss Museum. Jeg har lett tilgang til verkstedet og gjennom denne oppgaven ønsker jeg også å rette litt mer fokus på møbelsnekkerhistorie i Kvam.
I en artikkel skrevet av Randi Storas i 1984 kan vi lese at «Verkstaden vart sett opp av Samson Johannesson Øvrevik (1877-1926), son til Johannes og Herborg. Han var møbelsnikkar og treskjerar, og han fostra elles to kyr på bruket. Frå 1910-30 hadde 5-6 mann arbeidet sitt ved verkstaden. Han var i drift fram til 1940, den siste tida var det son til Samson, Johannes S. Øvrevik (1900- ) som dreiv. I mellomkrigstida fans det minst 20 slike verkstader med nokre få tilsette kringom i Kvam. Mange hadde dette som attåtnæring til småbruk som var for små til å leva av. Verkstaden har fullt utstyr, med maskiner frå 1919. Han er no innreidd slik han var då han var i drift. Maskiner og verktøy vert for tida sette i stand, og verkstaden kan snart brukast.»
Et år senere intervjuet Randi Storaas, den nå 85 år gamle Johannes S. Øvrevik for å kunne rekonstruere Storeteigen slik det var der når Johannes var ung. I intervjuet kom det fram at faren drev med snekring først i våningshuset. Etter at verkstedet var bygd blir det gamle verkstedet omgjort til «drengkammers» rundt 1905-06. Her bodde lærlingene. De hadde kost og losji og gratis klesvask pluss to uker sommerferie. Strøm kom til Storeteigen i 1910 og innlagt vann i 1913-14.
I 1985 var verkstedet stort sett slik som det var etter at den ble lagt ned i 1937 (! Ikke 1940 som vi leser flere andre plasser). Det var en maskin fra 1917-18 og en fra 1930talet. Det var 4-5 høvelbenker (i dag er det kun tre igjen). Ellers er det mye utstyr/verktøy samt møbelkataloger og skabeloner som viser hva som ble produsert. Ved første øyekast er alle tre høvelbenkene helt make. Men når man skal dokumentere, måle og tegne benkene, finner man mange forskjeller.
Benkene har en klassisk utforming som ofte blir kalt for den tyske modellen. På venstre side finner vi ei L-formet framtang og sidetangen er utformet som en stor bevegelig kloss. Alle skruene er laget av bjørk, det samme materiale som benkeplatene. Understellene er laget av furu.
Allerede når man begynner å måle opp benkene finner man forskjeller. Benkene har alle forskjellige lengde og bredde. To av benkene er 84 cm høy mens en er 82 cm. Selv om høydeforskjellen ikke er så veldig stor, kan man spekulere i om benkene var tilpasset kroppshøyden til brukeren, eller om det var bruksområdet som bestemte høyden. Møbelverkstedet er delt inn i to store rom. I det første rommet står det en båndsag, sirkelsag, avretter og bordfres. Her ble møbeldelene produsert. Rom nummer to ble brukt til montering og treskjæringsarbeid. Her finner vi også en limovn, som varmet opp både verkstedet og vannbadet til limbøttene.
Begge de høye benkene er tilgrist med lim. Det ble brukt så pass mye lim at det rant over kantene i store mengder. Dette tyder på at disse to benkene ble brukt som montasjebenker, hvor man limte møblene sammen.
En annen bruksområde var sannsynligvis som treskjærerbenk. Det ligger igjen en plate som viser hvordan treskjæreren jobbet. Emnene ble saget til på båndsagen og etterpå limt på en plate med benlim, så ble platen spent fast i høvelbenken og treskjæreren kunne skjære til dekoren. Etterpå var det lett å løsne de ferdige emnene med varmt vann.
Den tredje benken har ikke spor etter lim og ble sannsynligvis brukt til arbeidsoperasjoner som for eksempel sinking av skuffer, finpussing o.l.
En merkelig detalj som vi finner ved alle de tre benkene er at framtengene viser samme slitasje på enden. Siden vi ikke har en gjenlevende bruker av disse benkene, må dette forbli et uløst mysterium.
Bortsett fra målene er oppbyggingen av benkene ganske lik. Benkeplaten er satt sammen av et bord som danner arbeidsflaten, en sarg på framsiden (hvor det er skjært ut for benkehakene) og en kasse på baksiden av benken. Undersiden viser spor etter oppgangssag.
I hjørnene er sargene og endestykkene forbundet med en, to eller tre svalehaler. Alle disse har skruer i tillegg for å holde konstruksjonen i hop.
Både fram- og sidetangen har en klassisk oppbygging, som er lik på alle tre benkene. Også her er mange forbindelser skrudd sammen. Alle benkene er preget av stor slitasje etter rundt 30 års bruk.
Benkehakene har forskjellige størrelser og passer ikke nøyaktig i hullene. Noe som tyder på at de ikke er originale.
Hvordan produksjonen i Storeteigen Møbelverksted foregikk kan man bare gjette seg fram til. Kanskje det med tid og stund dukker opp gamle fotografier, eller det dukker opp et øyenvitne som kan fortelle hvordan produksjonen i en slik verksted foregikk, men det begynner å bli få av dem.