Til fjøset på middelaldergården Stiklastadir trenger vi dører. Siden tema på studiet i Tradisjonelt bygghandverk ved NTNU i år blant annet var dørproduksjon, ønsket vi å la en del av praksisen dreie seg om dørtilvirkning i middelalder. I arbeidet har vi blitt veiledet på beste vis av Tomas Karlsson, snekker fra Nyköping i Sverige. Tomas har lang fartstid innen tradisjonshandverk, blant annet som lærer i snekkering på Bygghantverksprogrammet ved Institutionen för kulturvård – Mariestad, Göteborgs universitet.

I samråd med Tomas falt valget av forbilde på ei dør som står i Kyrkhärbret i Älvdalen i Sverige. Tomas observasjoner og foto av dører både i kyrkhärbret og andre bygg, Chatarina Asphs Tidigmedeltida trädörrar – En studie av tillverkningsprocessen av fyra dörrblad från norra Dalarna, våre egne observasjoner på ulike studieturer og seminarer, samt Arne Bergs Norske tømmerhus frå mellomalderen har vært viktige kilder og grunnlag for diskusjon om framgangsmetoder og løsninger i arbeidet.

Dørene i härbret er begge labankdører, de slår innover i bygget og er satt sammen av to breie furubord. Når jeg snakker om utside og innside mener jeg siden av døra som vender hhv. inn og ut i bygget. Alle mål som er oppgitt i tommer er i norske tommer.
Kort om begrepene labank og labankdør:
Labank er ordet som i dag benyttes om både en innfelt eller utenpåliggende tverrforbindelse på ei dør eller i andre konstruksjoner som møbler o.l. I ordboka står det: «egentlig «bevegelig slå (I)») tverrtre som skal holde flere bord sammen i lem, dørblad eller lignende.» Tidligere har altså ordet i utgangspunktet betydd ei bevegelig slå, men har gått over til i dag å bety en fast sammenbinding i en konstruksjon. Roald Renmælmo benytter oftest begrepet drevspon om denne konstruksjonsdelen, med henvisning til at dette er et begrep benyttet i eldre kilder. Ordet er derimot ikke lenger i bruk i norsk språk og finnes ikke i dagens ordbøker. Arne Berg bruker oftest ordet labankdør om dørtypen, og ordet rekspon om tverrtreet. Også dette ordet er ikke lenger i bruk, men er trolig et eldre begrep. Både ordene drevspon og rekspon kans trolig utifra førsteleddet tolkes til å ha en opprinnelig betydning som noe som er i bevegelse, som også i ordet labank. Drev er trolig likt med ordet drive, og rek trolig beslektet med begrepet reke. Siden rekspon og drevspon ikke lenger gjenkjennes og brukes av folk i dag, velger jeg å benytte ordet som har erstattet disse i norsk både som dagligtale og som faguttrykk; labank og labankdør.
Tillegg 14.05.18, etter innspill fra Kolbjørn Os og Roald Renmælmo:
Ordene rekspon og drevspon (og dragspon) finnes i Ivar Aasens ordbok (Ivar Aasen — Norsk Ordbog med dansk Forklaring (1873)) står det om rekspon: «m. en liden bevægelig Slaa eller Pind, hvormed man kan lukke for en Aabning; f. Ex. paa en Væverskyttel. Berg. Stift, Nordl. (Nogle St.Rekspo). Ogs. kaldet Drivspon, og Dragspon.» Under de to sistnevnte ordene, drevspon og dragspon henvises det tilbake til denne forklaringa for rekspon. Slik jeg ser det kan rekspon ut i fra Aasen vanskelig tolkes som et sammenbindene (innfelt) tverrtre i ei borddør. Med de andre kildene som Kolbjørn og Roald viser til, som rekspon i Norsk Ordbok, muntlige kilder fra Røros og Dividalen, samt i spørrelister om snekkerhandverket i Norsk Folkeminnesamling er det imidlertid annerledes. Her er det nokså tydelig at både rekspon, drevspon og dragspon er benevnelser som spesifiserer et innfelt tverrtre, og at det derfor, som Roald skriver, vil være bedre å bruke om denne typen dør enn labank slik jeg har gjort her. Språk er viktig, og her burde jeg sjekket bedre, og gått til flere kilder. Takk for gode innspill!

Materialutvelgelse
Dørene vi har som forbilder er i furu, og vi kan nok ganske sikkert anta at dører i Trøndelag i middelalder også ville ha vært utført i furu. Vi ønsket å følge noe av materialene fra skogen til ferdig dør, så vi dro i januar til skogs for å felle og begynne tilvirkninga av borda. Vi hogg og kløyvde ei furu, tilvirket borda til dimensjon, før vi dro dem på snøen ned til vei. Videoen nedenfor viser noe av prosessen:
Materialene vi hentet ut her ble litt små i dimensjon, så vi hentet senere tømmer som var hogd i nærheten av tømrehallen på Stiklestad. Dette kløyvde vi og hogg til dimensjon i tømrehallen. I ettertid ser vi at vi burde vært mer nøye med å velge material. I de originale dørene er det betydelig mindre kvist og jevnere material enn den vi hadde. Større dimensjoner enn de vi fikk tak i denne gang hadde også gjort seg. Originaldøra er omtrent like bred som vår, men er satt sammen av to bord, vi måtte ha tre.
Dimensjonering
Ut i fra Tomas oppmåling av døren i Kyrkhärbret så hogg vi materialene ned til 3 norske tommer tykkelse. Dette er noe over tykkelsen på døra ved labanken. Bordene ble deretter kantet til den maksimale bredde som materialet tillot for å få bort vakant. Emnene fikk derfor en avsmaling rot-topp.

Hogging av fals
Originaldøren hadde not og fjær i sammenføyningen mellom bordene i døra. Vi vurderte det som klokt å starte med en noe enklere sammenføyning, og gikk for enkel fals i stedet. Det er flere eksempler på fals som sammenføyning både i det norske og svenske middelaldermaterialet.

Før vi kunne hogge falsen dukket det imidlertid opp et interessant spørsmål:
Hva gjør de trenaglene?
«Mellan plankorna finns i falsen två stycken tränaglar som är 20 mm tjocka, dess längd går inte att se»(Chatarina Asph: Tidigmedeltida trädörrar). Disse trenaglene som Asph observerte ville vi se nærmere på betydningen av. De er plassert nært labankene, i falsen. Vi diskuterte oss fram til at det er liten sannsynlighet for at disse naglene tilfører særlig styrke til konstruksjonen når døra er ferdig, men at de mest sannsynlig er et hjelpemiddel i tilvirkinga av den. Vi valgte derfor å bore hull og sette inn nagler, slik at vi kunne erfare om de var til noen hjelp. Hull for naglene ble boret med navar.

Etter at hull var boret og nagler tilpasset hogg vi ut falsen. Bilderekka nedenfor viser noe av gangen i dette arbeidet.







Nå viste etterhvert trenaglene seg å komme til nytte. Etter å ha hogd falsen var det nå enkelt å sette borda sammen igjen for å se om vi hadde truffet godt med falsen. Uten naglene ville vi ikke hatt et fast referansemål å se etter for å kunne bedømme om falsen må justeres. Men naglene gjør at borda kommer til samme posisjon hver gang, og gjør det enkelt å justere falsene. Dette er nok den viktigste oppgaven naglene har, og de holdt også døra godt sammen når vi skulle merke opp for neste operasjon:
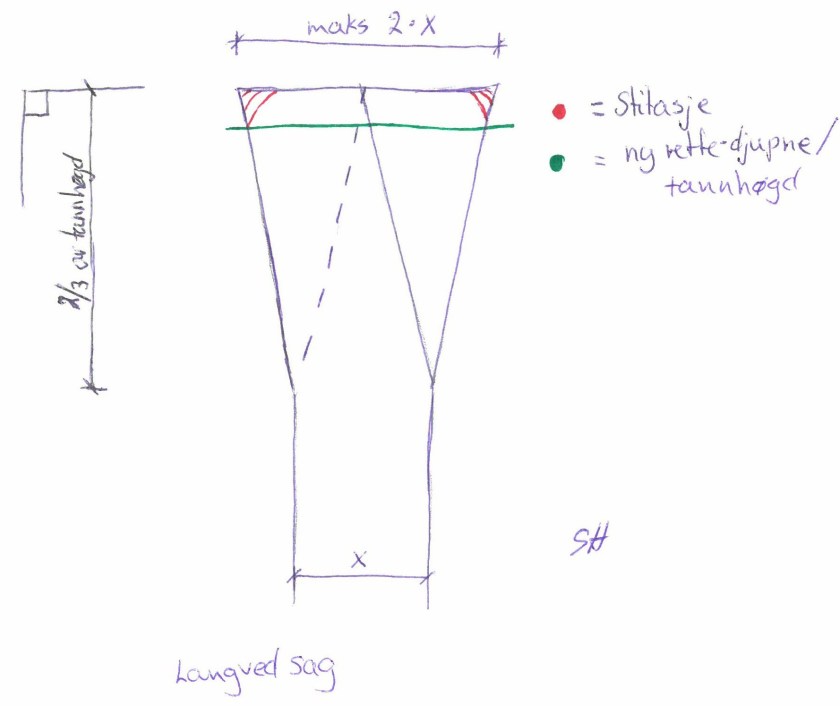
Hogging av gradspor
Dybde og vinkel på gradspor ble bestemt ut i fra Tomas og Chatarinas observasjoner. Bredden på gradsporet i dørflata ble risset inn, og vinkel og dybde tegnet inn i sidene av borda. Hogginga beskrives best med fotoserie:






Bunnen av gradsporet var det vanskelig å renske opp med øksa. I dokumentasjonen til Tomas av ei dør som er demontert, så vi så spor etter et redskap som så ut til å ha blitt dratt langs etter bunnen av gradsporet. Vi toilket dette til muligens å ha vært noe som kan ligne på et smalt såtjern.

Vi hadde et såtjern som vi mente kunne gå an til denne jobben, men det var for bredt. Vi slipte det inn til en smalere bredde, og det viste seg å gjøre jobben utmerket, og å gi spor som lignet mye på de vi så på bildene av døra i Mariestad.



Labanker drives inn
Labankene ble hogd til av materialer vi hadde liggende, og som var tørket betydelig mer enn materialene i dørbordene. Labankene ble hogget etter mål fra gradsporet, men betydelig lengre i kileformen slik at det kunne drives hardt inn i sporet.



Døra hogges og pjåles til dimensjon
Siste operasjon var å hogge til døra på lengden og i tykkelse. Vi ønsket ikke å kappe bordene til riktig lengde før døra var ferdig føyd sammen. Såpor på originale dører viser at de er hogd til fasong til slutt. Det kan fort bli små forskyvninger, særlig i starten av bygginga, så det er bedre å kappe avslutningsvis.

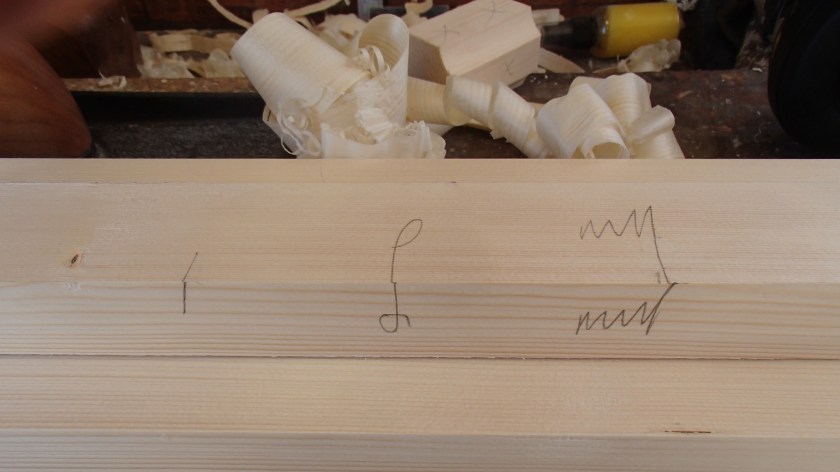
Som nevnt over er døra smalnet inn i dimensjon i endene og på midten. Siste spor i overflata på originaldøra er fra det som med stor sannsynlighet er en pjål. Sporene etter denne vises godt på frottagen under:

Om man først har grovhogd for å pjåle til slutt er usikkert. Vi prøvde begge deler. Det var ikke svært mye virke som skulle fjernes, så å ta alt med pjål var fullt gjennomførbart. Men det skadet heller ikke å ta noe med øks først. Tidsmessig var det nok lite som skilte. Et referansespor for dybden ble hogd på midten av døra til å begynne med, noe som gjorde det litt lettere å arbeide inn mot midten.






Døra er nå satt til tørk i tømrehallen, i påvente av at fjøsen skal ferdigstilles så både dør og fjøs etterhvert blir å finne ute på tunet på Stiklastadir.
Takk til Tomas Karlsson for fine og lærerike veiledningsdager på Stiklestad!














 Rettbenken på gården Søre Risteigen. Foto: Ivar Jørstad
Rettbenken på gården Søre Risteigen. Foto: Ivar Jørstad