Det neste prosjektet vi skal i gang med er et stavprosjekt hvor vi skal sette opp hovedkonstruksjonen på et stavbygg med tre “reise” til Friluftsrådet, bygget skal settes opp på Rossøy som ligger ute i fjorden og er tenkt brukt opp mot padlere. Ryfylke består av 8 kommuner i det nordøstlige delen av Rogaland og består av alt fra høghei til fjord, øyer og kystlandskap.
Kart over Ryfylke merket med orange
I forbindelse med prosjektet så håper vi og få mulighet til å få en dypere innsikt i stavkonstruksjonen i Ryfylke. Navn og nemningar på de ulike bygningsdelene er langt på vei bevart i regionen og skiller seg noe fra det som man vanligvis finner i bøker, bete kalles her lokalt for slinder, vi kaller det stavbygg mens lengre nord på vestlandet kalles det grindbygg osv er eksempel på geografiske forskjeller. Vi håper å få bedre innsikt i de forskjellige ulikhetene i Ryfylke og hva som kanskje kan påvirke forskjellane. Vi vet fra før at det er større og mindre forskjeller innenfor små geografiske avstander lokalt som f.eks bruken av drahakk i krobanda.
Naust i Kvildalsvika.Kroband
Vi tenker å ta for oss noen forskjellige bygg og å gå dypere inn i dem, geografisk skal de være spredt(i innlandet og lengre ute i fjordene).Her er noen punkt vi skal se nærmere på og noen tanker om hvert punkt:
-Alder: Om vi klarer å fastslå alder, er det stor forskjell på eldre og yngre bygg?
-Bruksformål: Påvirker bruken løsninger konstruksjonsmessig? Har plassering av dører gjerne doble noe og si, på langvegg eller kortvegg?
-Materialer, materialtilgang og dimensjoner: Spiller materialer og tilgang på “god”material noen forskjell, setter dette begrensinger på dimensjon og konstruksjonsmåte.Naglene som er brukt er det furu som er vanlig her inne i fjorden eller har man kanskje brukt einer eller eik, bruk av lauvtre i konstruksjonen?
-Verktøybruk: Klarer vi og se om de har brukt øks på å ta ut ørene på stavene eller har man brukt grindsag først og gjort sist tilpassing med øks?
Eksempel på spor
-Generelle spor : gjenbruk av materialer, spor i forbindelse med reising.
-Navn og nemningar: Er det forskjell på indre og ytre Ryfylke?
-Klima og miljøtilpassing: Her kommer det inn takvinkel, takutstikk,taktekking,avstiving i lengde og bredde, materialtilgang osv.
Vi kommer til å ha med oss lokale informanter/tradisjonsbærere og vi vil bruke dem som sparring partner når vi skal reflektere over de forskjellige funna vi gjør.
Eksempel stavløe i Nordmark i øvre SuldalInnvendig stavløe i Nordmark.
Det som er målet med dette prosjektet er å få satt opp et tre reises stavbygg som er tro mot den lokale tradisjonen på Rossøy med tanke på materialer,dimensjoner, avstiving, takvinkel og verktøybruk.
Vi håper samtidig å få dokumentert ulike løsninger og eventuelle likheter og å lære mer om stavbygg i Ryfylke.
Tilslutt kanskje vi kan komme frem til noe som er typisk for stavbygg i Ryfylke,som skiller seg fra andre deler av landet eller bare få bekreftet de regionale forskjellene i Ryfylke.
Våren 2016 vart Jon Godal, Harald Høgseth og eg invitert ein tur til Vitenskapsmuseet i Trondheim av Karin Rosberg, ein svensk arkitekt som forskar på vikingtidas byggeskikk i Mälardalen. Vi var der av di Karin Rosberg ønskte hjelp til å synfare nokre utvalde stokkar frå den eldste byoppkomsten i Trondheim, i hovudsak 1000-talet, og fleire å diskutere med når ho skulle sjå på desse bygningsrestane frå tidleg mellomalder.
Karin hadde valt ut nokre av dei stokkane som vart tekne vare på og konservert etter gravingar i mellomalderens kulturlag i Trondheim på 1970-talet. Eg tenkte at i tillegg til å kunne diskutere problemstillingane Karin ynskte å ta opp, var dette og ein fin anledning for å kunne sjå litt nærare på noko av det eldste vi har bevart av tømra nover her til lands.
Eg skulle skrive blogginnlegg om dette rett etterpå, men det blei ikkje gjort. Så no har eg nytta høvet og endeleg fått gjort ferdig ei lita utgreiing om noko av det vi såg på, og mitt forsøk på å rekonstruere ein framgangsmåte for novene vi har bevart frå Nidaros eldste bygningshistorie.
Om nova og bakgrunnen for å velje denne.
Under arkeologiske utgravingar i Trondheim på 1970 talet ble det funne mange til dels godt bevarte bygningsdelar i tre. Dei eldste er heilt frå tida då byen vaks fram mot slutten av 900-talet, og det er grave fram mengder av treverk frå heile mellomalderen. For det meste dreier det seg om dei nedste delane av bygningar eller andre konstruksjonar, som syllstokkar, golvåsar, golvbord, kavlebruer, fundamentstabbar, gjerdepålar, bryggepålar og liknande. Nokre av desse er veggstokkar med bevarte detaljar som kan seie noko om korleis ein tømra husa på Nidarneset for 1000 år sidan. Mykje av materialet blei ikkje teke vare på, av omsyn til lagringsplass og kostnader ved konservering, så det er berre eit utval som vi i dag kan studere nærare.
Frå det materialet Karin såg på, har eg valt ut ei nov som eg har prøvd meg på å rekonstruere. Det er ei underhalsnov, som har lange halsingar som går til enden av stokken (fig. 1). Nova blir kalla rännknut på svensk, og er vanleg i bygg frå mellomalder blant anna i Dälarna (fig. 4 og 5) Nova er og i slekt med findalsnova, som kanskje kan seies å vere ein avansert vidareutvikling av denne enkle underhalsnova.
Gjennom arbeidet med å tømre gjesteloftet på Mellomaldergarden Stiklastadir ved Stiklestad Nasjonale Kultursenter, har eg fått auka interesse for dei eldste novformane vi kjenner her i landet, og eg tenkte det kunne vere interessant å forsøke å rekonstruere ei av desse og berre nytte verkty som var tilgjengelege for tømraren i mellomalderen.
Figur 1: Teikning av stokk, frå utgraving på Folkebibliotekstomta i Trondheim i 1975. Her er lite detaljar, men vi ser at det dreier seg om ei underhalsnov, med lang halsing som går heilt ut til stokkenden. Stokken er frå åra 1050-1100.
Truleg er denne underhalsnova i ulike variantar ein svær gammal form. Arne Berg viser til at liknande novhogg er funnen frå 300 f.Kr i et gravkammer i Altaifjella i Vest-Sibir.
Ein annan stokk vi såg på hadde ein kortare halsing som ikkje gjekk ut til stokkenden (fig. 2). Det er nok lite som skil framgangsmåten på desse to ulike novene. Eg har valt å tømre den med lange halsingar ut til stokkenden.
Begge stokkane er i små dimensjonar, berre ikring 12 og 16 cm i tverrmål. Eg veit ikkje om desse små dimensjonane er representative for ein større del av materialet frå mellomalderens Nidaros. Men vi kjenner at det ofte er nytta nokså granne stokkar òg i dei bygga, for det meste loft, som enno står att frå mellomalderen i andre strok av landet. Men desse er tømra i furu, medan gran ofte vert nytta i Nidaros. I følgje Høgseth var oppimot 80 % av veggtømmeret i høgmellomalderen gran.
Figur 2: Underhalsnov med halsing som ikkje går heilt ut til enden. Stokken har vore bruka opp att fleire gonger. Den har to nummereringar, 5 og 6, og har truleg til slut enda opp som golvås. Da har den fått flathoggen overside og hol for etter det som kan ha vore pluggar for å festa golvborda. Stokken er funnen under graving i Kjøpmannsgata i Trondheim i 1971, i lag som dateras til 1150-1250. Den ble funnen under golvet i det som truleg var restane etter ei årestue.Figur 3: Stokk T82-5, same som på skissa over frå 1971. Vi kan sjå halsingen og overhogget. øksespora er enno tydelege både i sidene og botnen i hogget. Det var ikkje lett å sjå sikre spor etter lengda på eggen på øksa som er nytta, men det ser ut til å kunne vere ei øks med ein egglengde på ikring 6-9cm.Figur 4: Rännknut i härbre, datert 1285, i Älvdalen Sverige.Figur 5: Rännknut i ei løe, truleg 1200-tal, i Rättvik Sverige
Arbeidsbeskrivelse:
Eg valde å tømre prøvenova i gran. Originalen er eg usikker på om er i gran eller furu, det er muleg at det er gran. Som nemnt er det funnen rett mykje gran som veggtømmer i Trondheims mellomalderhus. Det er heller ikkje viktig i denne samanheng for mitt forsøk, om eg tømrar i gran eller furu.
Mitt korte ”teoretiske utgangspunkt” er at eg trur tømrarane i mellomalderen ikkje merka opp rett mykje under prosessen, men at det meste gjekk på augemål, erfaring, og nokre få hjelpemidlar (som loddefjøl og passar eller skrape). Eg har ikkje så rett gale augemål, men det kanskje viktigaste, erfaringa, er det så som så med. Så utgangspunktet er vel ikkje heilt optimalt.
Eg valte meg ut først ut fire korte stokkar som var ikring 20-25 cm i tverrmål. Altså noko større enn dei originale. Eg byrja med å barke og pjåle stokkane. Eg valde å pjåle dei, sjølv om eg ikkje kunne sjå sikre spor etter kva verkty dei var barka og sletta med. Deretter flathogde eg undersida på to stokkar, mest for at dei skulle ligge betre.
Desse stokkane blei lagt ut til syll på kortveggane, og så blei ein lagt ut på tvers over, klar til felling ned i desse (fig. 6).
Sidan dette er første omfar, må eg byrja med å bestemme kor eg vil plassere stokken i høve til stokkenden på den under. Eg valde å legge den slik at novhovudet blir stikkande ei handsbreidd utafor veggen. Eg merker meg så kor midten av stokken eg skal felle ned treff den under, og hogger overhogg som er ein del smalare enn stokkbreidda på den eg skal felle ned. Her kan ein bruke augemål, eller passar som ein sjekkar breidda på stokken med for å sikre at ein ikkje høgg for bredt overhogg.
Figur 6:To stokkar er lagt ut til kortveggar, og ein stokk er lagt klar til å byrje hogging.Figur 7: Med skogsøksa hogger eg ut eit overhogg som er noko smalare enn tverrmål på stokken som skal nedi. Her blir det stødig å legge stokken for hogging av halsing.
Så bestemmer eg kva som er rette vegen for stokken som skal felles ned. Eg legg rygg og kuv opp, og merker så opp med loddefjøl i begge endar (fig. 8) Deretter høgg ein halsingane som vist på figur 9.
Figur 8: Ein avgjer kva som er opp på stokken (kuv opp), legg den rett og rissar ein loddstrek i kvar ende ved bruk av loddfjøl.Figur 9: Etter at ein har merkt loddet i stokken, snur ein den opp ned og høgg halsingane. Dei høgg ein ned mot halve stokkbreidda. På undersida (opp her) høgg ein slik at det blir att passeleg breidd, omtrent det ein ser for seg skal vere breidda på måddåfaret.
Både halsingar og overhogg prøver eg på sjå for meg skal bli i om lag same vinkel, slik at dei skal falle nokså godt i hop når ein legg nedi for vidare oppmerking (fig. 8).
Figur 10: Om ein prøver å hogge vinkel og djupn i halsingar og overhogg like, kan ein vere heldig og dei legg seg fint på plass på for første oppmerking. Enno er det ikkje merkt opp noko anna enn loddline og midten av der ein vil ha overhogget, og elles hogge på augemål.
Eg bruker passar for å merke opp for den vidare hogginga. Eg vil no ha stokken ned hele høgda av halsingen, det vil då seie ikring halve stokkhøgda. Eg tar da høgda med passaren, og bruker denne høgda når eg riper ned halsingen til overhogget (fig. 11-13).
Figur 11: På første omfar skal eg felle stokken om lag ned til midt på. Her tar eg høgda med passaren. Eg bruker så den til å medra stokken ned i overhogget.Figur 12: Her ser vi ripmerket etter at passaren er brukt til å ripe ned frå halsingen på stokken over.Figur 13: Så høgg ein etter ripmerket, og håpar ein har klart å bruke passaren stødig og i lodd. No er stokken kome ned dit den skal.
Framgangsmåten når ein går vidare til neste omfar blir temmeleg lik som den over. Men det blir ein operasjon ekstra med nedhogging, da det her blir for mykje å felle den klar til medraging på første hogging. I tillegg skal stokken no médras mot stokken under. Her er framgangsmåte kort skissert for neste omfar:
Som eg har vist over høgg eg først eit overhogg noko mindre enn breidda på stokken som skal nedi.
Stokken som skal felles ned legges slik ein vil ha han i overhogget, den loddes, merkes og leggas opp ned for hogging av halsingar.
Stokken snus, leggas ned i overhogget og ein tar så høgda ned mot stokken under ved nova, og bruker denne som mål når ein no ripar med passaren. Så høgg ein inn til ripa, og stokken skal i teorien falle ned og vere klar til medraging. Kan hende må ein justere og ta litt både i overhogg og mellom stokkane for å få den låg nok til medraging (maks 15-20mm).
Stokken médras med same mål på medrag og passer. Eg brukte eit gamalt medrag eg hadde tilgjengeleg i medraginga mellom stokkane, og passaren til medraging i nova.
Stokken løftast ut att og ein hogger ut etter ripene i måddåfaret og overhogget. Her må ein merke seg at det ikkje må stå att meire enn opp til medragsstreken under halsen på stokken, og at ein høgg overhogget ned til nakken/måsåleggen på stokken under.
Stokken leggas på plass, og passar forhåpentligvis.
Det er heile tida viktig at ein sjekkar at stokken ligg der den skal, både i lodd og at ikkje dei forskyver seg sidevegs. Det lite som låsar i lengda i denne nova, så den kan lett renne av garde. Kanskje ikkje utan grunn at den heiter rännknut på svensk?
Figur 14: Fyrste stokken i 2. omfaret er på plass.
Til å tømre denne nova ha eg nytta desse verktya:
kopi av ei lett lita mellomalderøks frå Lierne, Nord-Trøndelag, smidd av Mattias Helje
norsk skogsøks, mellomaldertype, smidd av Bertil Pärmsten
kopi av øks frå ca 1300, funnen i Lödöse, Sverige, smidd av Bertil Pärmsten
passar (frå nyare tid, truleg seint 1800-tal)
medrag
loddfjøl
kniv
Eg kunne godt ha klart meg med berre ei øks, helst ein noko tyngre og litt smalare utgåve av øksa frå Lierne. Og ei skrape hadde nok nytta like godt som passar til å medra novene. Ein god skrap kunne kanskje vore nytta både i nova og mellom stokkane?
I tillegg nytta eg ein bandkniv for å barke tømmeret, og ein pjål frå Jon Dahlmo for å slette tømmeret. Og ei Husqvarna motorsag for kapping…
Erfaringar:
Med litt meir erfaring med denne nova trur eg det skal gå nokså greitt å tømre med den, utan anna verkty enn dei nemnte. Eg vil sjå på forbetringar i val av passar, helst vil eg få smidd meg ein god skrap som eg vil teste ut både i nova og mellom stokkane.
Ei erfaring eg gjorde når eg tok til med 2. omfaret var at eg ikkje var nøye nok med val av stokkar her. Det var for stor skilnad på tverrmålet på den eg skulle felle ned i og den som skulle fellast ned. Det gjer at ein får problem med at overstokken fell for langt ned i stokken under, og problemet forplantar seg vidare. Jamt tømmer og små dimensjonar er ein fordel. Elles meiner eg prosedyren eg såg for meg og no har testa ut så smått ser ut til å kunne fungere.
Nova ser svært enkel ut, om den ikkje er direkte krevjande, så krev ho likevel god planlegging, at ein ser eit godt stykke framfor seg, og helst godt, jamt tømmer, for at dette skal gå greitt og bli bra.
På Trondenes i Harstad bygges det av Sør-Troms Museum en middelaldergård. Til denne gården er en årestue under oppføring. Arbeidet er godt i gang, men mye arbeid gjenstår. Kløving og hogging av skjelter er noe av dette arbeidet som jeg utfører hjemme på gården hvor jeg bor. I dette blogginnlegget skal jeg beskrive arbeidsmåten. Det er snakk om kløyving i tradisjon etter Konrad Stenvold, og glepphugging lært av Roald Renmælmo og Siv Holmin. Dette er tema som det tidligere er skrevet om og her vil jeg fokusere på hvordan jeg har valgt å organisere dette arbeidet, når jeg skal utføre det som et betalt oppdrag.
Først vil jeg gi en enkel beskrivelse av hva skjelter er. Ordet skjelter, slik jeg har forstått det, viser både til en byggeskikk og til en bygningskomponent. Byggeskikken omhandler en type vegg som kan brukes i stavbygg, eller i en stavbygd del av et bygg. Veggen består av flere vertikalt orienterte elementer av tre, hvor hvert enkelt element kalles for et skjelter. Denne typen vegg skiller seg fra en vegg med vanlig kledning fordi det bare er skjeltrene som utgjør veggtykkelsen, og fordi de som regel står i spor i konstruksjonen. Skjeltrene står ofte lett, kant i kant og blir derfor brukt der det kan være både luftig og kaldt. De har også den fordelen at enkelte skjelter kan tas ut for å gjøre veggen mer åpen og luftig, og slippe inn lys. Byggeskikken er derfor som regel brukt i naust, sjåer, inngangsparti og kornlåver hvor ting skulle oppbevares og tørkes.
Foto: Sør-Troms Museum
Foto: Sør-Troms Museum
Argumentasjonen rundt bruk av skjelter til årestuen er ikke noe jeg skal ha et stort fokus på i dette innlegget. Hovedsakelig fordi jeg ikke har vært innblandet i den planleggingsprosessen. Allikevel klarer jeg ikke å utelate noen personlige refleksjoner. Jeg ser en stor likhet mellom nordnorske skjelter og veggtilene vi finner i stavkirker og bygg fra middelalderen rundt om i landet. Sistnevnte er som regel større på dimensjon, mer forseggjorte og står tett felt inn i hverandre, men prinsippet er veldig likt. Funksjonen blir også ulik i Harstad fordi årestuen skal ha torvvegger utenfor skjelteret, noe som vil veie opp for den dårligere isolasjonsevnen til skjelteret. Siden det skal være belegg for stavkonstruksjon med torvvegger, blir skjelter det eldste forbildet vi finner i regionen.
For meg blir utformingen av skjelteret det jeg føler jeg står mest ansvarlig for. I nyere tid har skjelter ofte blitt sagd, enten på oppgangssag eller med sagstillingssag, men tidligere har de blitt kløyvd med øks og kiler, for så å bearbeides med øks. Jeg mener kløyvd material får et helt eget utseende og har fått godkjenning fra Sør-Troms Museum til å lage skjeltrene på denne måten siden det blir en del av bygningen publikum kommer nær og kan ta på. Ifølge «Skjelter / døme frå ståande bygg» av Roald Renmælmo er gammel skjelter ofte rund på utsiden og kan være av flere typer lauvtre i tillegg til furu. Det er flere grunner til at jeg har valgt å hogge skjeltrene til en fast tykkelse, noe som gir de et trapesformet tverrsnitt. For det første blir de enklere å lagre i stabler, og senere transportere. For det andre blir de mye lettere å handtere fordi den våte, tunge geitveden som ligger ytterst i treet blir kraftig redusert. For det tredje tar ikke dette arbeidet lang tid, og uttrykket blir mer overens med utførelsen på resten av årestuen. For det fjerde synes jeg tilhugget skjelter er nærmere veggtilene fra middelalderen. Det er de to siste grunnen som gjorde at jeg også valgte å lage skjeltrene av furu.
Dimensjonen på skjelteret bestemmer skogen jeg hogger i. Siv Holmin har veiledet meg til at 5-7 tommer brede skjelter er de vanligste. Da er det fint å hogge de til 2 ⅛» tykkelse. Tommene jeg bruker er gamle, danske-norske tommer som er ca 2,615 centimeter. Siden bark og litt ved hugges bort, og trærne smalner av oppover bør de som skal brukes ha et brystmål på 7-8 tommer. Det vil si rundt 20 centimeter i diameter, i brysthøyde over bakken. Det er en skog med akkurat slike trær på gården hvor jeg bor, og skogen har stort behov for å tynnes. Det var selvfølgelig derfor det var så praktisk for meg å produsere akkurat skjeltrene til årestuen. Trærne jeg har felt så langt var 70-80 år gamle og skogen har vært lite drevet de siste 50-60 årene. Den står derfor veldig tett og i en slak skråning, og har strukket seg og vokst sakte siden den tetnet. Trærne har dermed liten tørrkvist, eller ingen kvist til høyt opp på stammen, og det er mange som er veldig rettvokst.
Problemstillingen min er hvordan jeg skal organisere produksjonen. Det vanlige ville være å felle trærne først, frakte dem til en arbeidsplass og så begynne arbeidet. Fordelen min er at jeg ikke trenger å tørke materialet før jeg bearbeider det. Snarere tvert imot. Fersk furu er som smør når jeg jobber med øks, og når jeg feller trærne på vinteren og bruker de før Mai bør jeg ikke få problemer med blåning. Jeg tror heller ikke veden fryser så lett, og i hvert fall tiner fortere mens den står på rot. Jeg har dermed muligheten til å felle ett og ett tre når jeg trenger det, og slipper mellomlagring. Dette skaper derimot nye utfordringer rundt transport. Jeg tenkte i utgangspunktet at det å frakte et og et tre ned til gården ville være en enkel sak. Jeg har en traktor og det går en skogsvei til hogststedet, men siden traktoren er gammel og veien dårlig prøvde jeg å slepe stokkene for hånd. Dette var både uhyre tungt og siden det var senhøst ble den første stokken fort tilgriset. Det var da jeg bestemte meg for å gjøre arbeidet i skogen.
Avtalen jeg har er at jeg skal prøve å produsere material til 4 skjelter som ett dagsverk på 8 timer og hvert skjelter skal være 1,7 meter langt. Det trengs rundt 200 skjelter til årestuen, men disse hugges først helt ferdig når de tilpasses inn i veggen. Vi bestemte derfor tidlig at jeg skal kløyve og hugge doble lengder av skjelter. Det er lettere å kløyve lengre stokker siden de ligger stødigere, og det sparer inn en del tid på rigging, merking og snorslåing. De blir også lettere å lagre og senere transportere. Jeg har derfor fort erfart at jeg kan spare inn tid på å kløyve lange emner, for så å dele dem opp i lengder på 3,4 meter, før jeg hugger til overflatene. Når Skjelteret er hugget til ferdig dimensjon ligger alt materiale jeg ikke trenger igjen på skogbunnen, eller i snøen, og de er ikke spesielt tunge. Jeg kan dermed enkelt bære et og et skjelter på skulderen ned til gården, og siden arbeidsplassen hele tiden flytter på seg trengs det lite opprydding.
Mens jeg tar pauser under arbeidet legger jeg meg opp en prioriteringsliste over de neste trærne som skal felles. Jeg ser etter de med relativt liten kvist, rundt tverrsnitt, som står tett, og velger gjerne et som i hvert fall er beint i ett plan opp til enten rundt 7,5 meter, eller i underkant av 11 meter. Etter at jeg tar bort den vanskelige veden nederst på stammen kan jeg få henholdsvis 2 og 3 doble emner, altså 8 og 12 skjelter. Disse er ofte flotte trær, men jeg prøver å plukke ut de som av en eller flere grunner er trær jeg ikke vil ta vare på. De kan ha en skadet topp, stå tett på et annet fint tre, eller skygge for et eller flere små, fine trær. Grunnen til at jeg vil hjelpe frem enkelte små trær er at siden de har vokst i skyggen har de ofte ingen, eller veldig korte små tørrkvister til langt opp på stammen. Dette er nok fordi de har strukket seg mot lyset og fort gitt opp grenene som kom for langt ned. Disse små grenene har så brukket av under vind eller snø. Hvis jeg klarer å åpne opp akkurat så mye at de små trærne får nok lys til å overleve, men kan støtte seg på andre trær og ikke deformeres under vind eller snø, håper jeg å fremme en «naturlig» kvisting. En gang kan det hentes ut fint material, med tynn og jevn kvistarmering. Ved kun å kviste på denne måten kan jeg være sikker på at det ikke finnes store kvister skjult under barken. Jeg skal prøve å rapportere inn hvordan det går, om 60 år.
Arbeidsprosessen min begynner meg at jeg sokker og feller en furu. Jeg ser på stammeformen og planlegger hvor mye jeg kan kløyve av gangen, og hvordan jeg best kan dele opp stammen til emner. Jeg kapper bort 50 centimeter til 1 meter nederst på stammen, fordi veden her er spesielt vanskelig å kløyve. Disse bitene har så langt blitt brukt til underlag for det videre arbeide, men nå som snøen er her kan det være jeg feller høyere opp og lar den nederste delen stå på rot fram til våren. Jeg legger så stammen på underlagene og snur den med kuven opp slik at kløyvelinjen både følger der jeg tror margen går, og sånn at jeg senere får hugget bort så mye kvist som mulig. Disse to ønskene er som regel forenelige.
Jeg kløyver så stokken. Det virker, pussig nok, som regel å ta 3-4 timer å kløyve 3,4 meter under greie forhold. Kløyver jeg 6,8 meter går det noe fortere per løpemeter, men kan fort bli litt tyngre. Jeg har så langt bare kløyvd 10,2 meter én gang. Her er det mye tid å hente inn på selve kløyvingen, siden man kan klare det på en dag, men jeg trenger nok mer erfaring før jeg klarer å tjene inn tid på organiseringen. Jeg klarte bare så vidt å flytte stammen med handmakt og det var vanskelig å stabilisere midten av stammen mens jeg arbeidet. Likevel var dette den første gangen jeg var nær ønsket hastighet med 4 skjelter på 8 timer.
Når det kommer til å hugge ferdig skjeltrene har jeg i dette prosjektet bare gjort det i lengder på 3,4 meter. Er halvkløyvingene lengre, deler jeg de opp før selve huggingen. Emnet vendes så mye under prosessen og det er nå mer kritisk å stabilisere midten. Derfor tror jeg det er lite tid å spare på lengre emner. Å hugge ferdig ett emne fra halvkløyving til skjelter virker så langt å ta fra 1 time og 15 minutter, til 2 timer. Det er stor forskjell fra et rotstokkemne til toppemne, men følelsen så langt er at dette er det mest forutsigbare steget i prosessen. Til slutt bærer jeg skjeltrene ned og får de i stabel.
Erfaringen jeg har gjort er at det å produsere 4 skjelter, slik jeg gjør, på 8 timer blir tett opp mot smerteterskelen for hva jeg klarer for øyeblikket. Ettertanken er at jeg nok burde hatt 1 time ekstra til felling og oppmerking av tømmer. Likevel tror jeg det er mulig, med mer erfaring å klare målet og samtidig jobbe i skogen. Snøen er lite i veien og gjør det lysere å jobbe, og man holder seg lett varm med arbeidet. Det går sikkert også om man feller og kjører frem flere trær av gangen, men ikke uten moderne hjelpemidler eller hest. Hvis vi sammenligner de to arbeidsmåtene, å utføre arbeidet i skogen, og å frakte tømmeret til et sted hvor arbeidet utføres er det flere faktorer som spiller inn på effektiviteten. For det første er det essensielt hvor nært man bor, eller kan bo skogen. For det andre er det viktig hvordan muligheter man har for frakt, og hvordan dette eventuelt påvirker tømmeret og det videre arbeidet. Om man vil arbeide med ferskt tømmer blir det fort et problem når det bare lønner seg å transportere store partier av gangen.
Konklusjonen min er ikke at det å utføre arbeidet i skogen er verken raskere eller bedre enn andre arbeidsformer. Jeg er fullt klar over at det å gruppere arbeidsprosesser som regel effektiviserer. Jeg prøver allikevel å utforske hvilke problemer som oppstår når vi blander gammelt håndverk med moderne arbeidsprosesser. Den enkleste måten jeg kan tenke meg å gjøre det på er å plassere meg selv i en mer selvhjulpen kontekst. En øks er selvfølgelig mye lettere å bære, enn et sagbruk, og dermed mener jeg grunnpremissene for hele prosessen like selvfølgelig er ulike. Jeg tror det er fort å overse motsetninger når vi arbeider i situasjoner vi har dårlige forutsetninger for å forstå. Kan vi isolere de bestanddelene av håndverkstradisjonen som passer oss best? Jeg synes i hvert fall det er interessant å få flere perspektiver på hvilke konsekvenser det eventuelt får for arbeidet.
I bloggposten Mogleg arbeidsprosess – “Røsslinova” gjorde eg eit forsøk på å forklare i tekstform korleis me tenkte oss arbeidet med nova. Det var ei vanskeleg øving. Nå vil eg skrive noko om tankane og erfaringane våre, og komplettera førre bloggpost med bilete og film frå den verkelege prosessen.
Det er eit svært tidkrevjande arbeid å lafte denne typen nov på tradisjonelt vis. Det er mykje på grunn av at stokkane ikkje kan tillagast med magen på innsida før me veit kvar stokken skal vera. Stokkane i motståande vegg (i same omfaret) ligg med rota same vegen og i tillegg til at dei har varierande kryl eller krok på seg, fører dette til at ein eventuell feil stokk ikkje kan nyttast i same veggen att før etter to omfar høgare opp. Det skal og nemnast at halvparten av tømmeret er hogge, kvista, kappa og barka i skogen med øks, svans, tomanns tømmersag og barkespa ilag med informantar/tradisjonsberarar. Den eine dagen ilag med eine informanten vart noko av tømmeret drege fram til bilveg med hest. Alt arbeid i laftehallen er utført med tradisjonelt verktøy der noko er laga av oss sjølve og anna er gammalt brukande verktøy. Har og tinga kopiar av lokale øksar (frå Li i Suldal) som truleg er frå tidleg 1800 talet, slik som Røsslistova me har som førebilete. Det var og ei tidkrevjande øving å kome fram til ein framgangsmåte som kan ha vore nytta på originalen. Eg trur me er på god veg til å forstå, men me har fortsatt nokre spørsmål me ikkje har fått svar på.
Me starta arbeidet i laftehallen med å øksa til 4″ plank frå rundstokk på førehand. Undervegs i laftinga har det vore viktig å halde ei viss oversikt over krylen på den halvferdige lafteplanken i materialhaugen. På denne måten har me hatt ei viss formeining om kva stokk som vert den neste over, og kunne snorslå rygglinja med til dømes 1″ eller 1/2″ kryl. Det varierte og om toppunktet på krylen var på midten eller nerare ein av endane. Som det kjem fram av skissa til korleis me laga mageforma i førre post, er det kunn innvendig me snorslår rygglinja, utvendig er det vannkanta. Underkanten av stokkane øksa me flat med same krylen som på underliggande stokk. Me erfarte raskt at når me skulle snorslå for mageforma, var det naudsynt å trekke mageforma omlag 1/4″ lenger inn i underkant av stokken enn på oversida. Slik kunne mèet førast langs fløykanten på ryggen av underliggaren og risse på den sletthøvla magen på overliggaren. Dette gav ein liten og synleg fløykant nerast på same måten me fant i originalbygget.
Når me kjem til sjølve novinga, høgg me ut overhogget utan å ta omsyn til stokken som skal laftast nedpå etterpå. I filmsnuttane «merking av overhogget» og «hogging av overhogget» går eg gjennom heile tillaginga av overhogget. Me har laga oss ei «ku» med alle måla som er naudsynte i overhogget. Og det er utvendig vegg som er referanseflata til ei kvar tid. Det er ,beklageleg vis, ikkje så god lyd på filmane.
Under følgjer nokre bilete for å synleggjere noko av prosessen med overhogget, som tilleggsinformasjon til filmsnuttane.
Biletet syner noko av oppmerkinga i overhogget. Linjene i den høgre kinningen er streka opp som illustrasjon. Det er ikkje naudsynt å streke dei opp før ein høgg. Legg og merke til streken som indikerar starten for venstre kinning. Alle måla er merka opp ved hjelp av ei «ku».Ferdighogge overhogg sett frå utsida. Prøver å gjera det til ein vane å fjerne mest mogleg av dei trukkne linjene mellom merka mens eg høgg. Etter kvart som ein vert meir røynd og stø på handa, høgg ein utan å trekka opp linjene.
Overhogget sett frå innsida. Legg merke til at det ikkje er hogge noko for den skjulte kinningen til venstre.
Når me så legg opp den neste stokken for fyrste merking, har denne omlag den same forma langsetter undersida som stokken under har langs ryggen. Me har laga oss ei lang «sladra» (loddstokk) på 2,5 alen (omlag 157 cm) til å lodde opp stokken i forhold til dei nederste stokkane i veggen. Denne lange sladra sikra oss at ikkje veggen kragar utover, slik som me oppdaga var tillfellet då me nytta ei kort sladra på 1 alen (omlag 63 cm). Det vart lett til at stokkane vart pressa ut opp mot 2 mm i kvart omfar. Erfaringa vår er at når ein bruker slike sladrer (både korte og lange) er det viktig at snora får henge fritt mellom fjøla og bøylen. Ellers er det lett å få ein feilmargin ved at snora heng seg opp. Ein annan faktor til utpressinga er at den skjulte kinningen, på innsida, er svært trang og det er lett å få ein liten rotasjon av stokken utover i øvre kant. Dette vart forsøkt å motvirke, med hell, ved hjelp av jekkestropper (av knall oransje type som ikkje tek seg godt ut på bilete…). Stroppene måtte snuast slik at dei drog stokken innover i overkant. Me har ved fleire høve udra oss over korleis dette vart løyst tidleg på 1800 talet? Korleis har dei laga så tette nover, med trykkmerker etter samanpressing av ved, utan at den skjulte kinningen skapar problemar i form av vidring?
Eg har og laga eit par filmsnuttar som viser «merking av underhogget» og «hogging av underhogget» for å vise arbeidsgangen. Dei to fyrste nedfellingane er med og hogginga av desse, men ikkje mèdraginga. Til orientering nyttar me eit justerbart mè. Då kan me justera opniga på dette slik at me kjem innafor fløykanten på understokken. Sua øksa me til eit litt ope V-spor.
Under følger nokre bileter som illustrerar delar av merkeprosessen av underhogget.
Eg har funne det høveleg å la passaropninga vera omlag eit par cm mindre enn total fallhøgd (på augemål). Det er verdt å merke seg at dess større opningen på passaren er, dess meir unøyaktig vert merkinga. Difor har eg ved nokre høve nytta halve falhøgda som passarmål, der avstanden var svært stor.Under merkinga er det viktig å passe på at passarspissane er i lodd over kvarandre til ei kvar tid, begge vegar, sett ovanfrå. Det er til hjelp å plassere auga i loddplanet, og sikte nedover på spissane. Me fant det og teneleg med ein passar med noko lengre bein. Då var det lettare å halde loddplanet den vegen ein ikkje ser så godt ovanfrå, spesielt når spissane var innunder magen på overliggaren.
Beitskiene i døra er forsøkt laga på same måten som me tolkar oss til i Røsslistova. Der er nokre korte forklarande bildetekstar som kjem fram om ein klikkar på bileta.
Hogging av tappar i kinnungane.
Ådne Jordebrekk Fermann høgg ut notsporet i beitskia etter å ha bora med spiralbor med senterspiss.
Beitskiene er tappa oppe og nede. Der er laga plass til siging av laftet i overkant.
Det som kanskje er litt spesielt med dennne nova er at me høgg den skjulte kinningen på innsida av overhogget etter fyrste merking av underhogget (den observante oppdaga at denne delen av prosessen mangla i filmen). Og må takast av meir og meir for kvar merking, heilt til og med meddraginga. Dei andre tre kinningane i overhogget er uberørte etter fyrste hogging. På det beste nøygde me oss med ei tre trinns nedfelling, inkl. mèdraginga. Men det vart oftast tillegsjusteringar innimellom.
Tømring av smie med sinknov med Arne Pedersen som læremeister og tradisjonsberar. Foto: Roald Renmælmo
I Desember 2015 fikk jeg en innføring i sinknov med tapp, med Arne Pedersen fra Aursfjord i Troms som tradisjonsbærer. Vi hadde ukene i forkant felt furutømmer og rydd noe av dette til 4 1⁄4″ tykkelse, så tømmeret var ferskt og fint å jobbe med. Bygget er en rekonstruksjon av ei smie tilhørende Aursfjordsaga, så dimensjonene, dør- og vindusplassering er tatt ut i fra det gamle tømmeret. Sinknova med tapp er en av flere nover Pedersen har praktisert gjennom sin tid som tømrer. Den gamle smia kjenner jeg ikke alderen på, men sinknova er kjent for Pedersen.
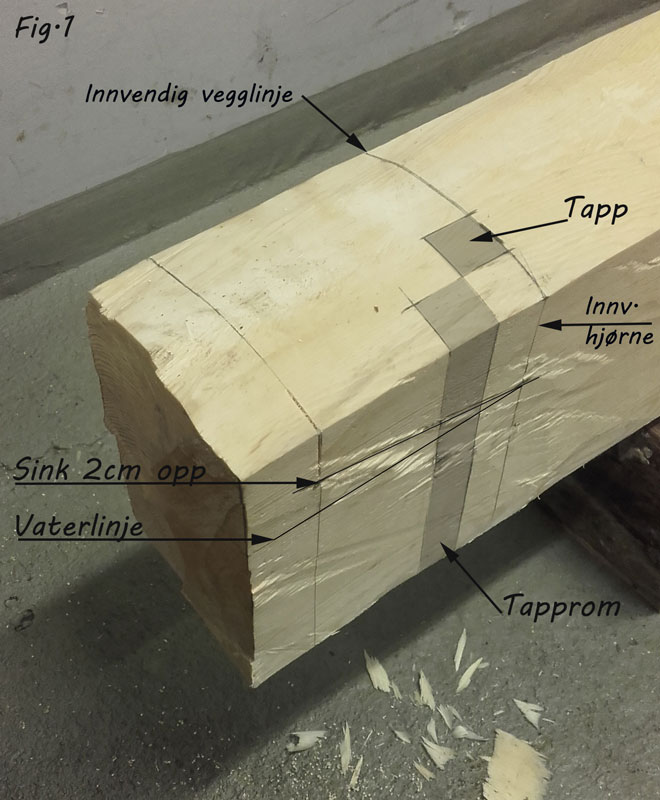
Størrelsen på bygget kan en merke direkte opp på tømmeret, og vi valgte å gå ut i fra innvendige mål, så gjennom hele prosessen merkes og vatres veggen opp i fra innvendige vegglinjer. Da får en slette vegger innvendig. Syllstokken på langveggen kløyves med sag, en rett og godt utmalma stokk er et fint utgangspunkt. Stokkene i gavlveggene velges ut med omhu, kuven legges opp, og undersiden rys slett. Rotendene legges hver sin vei, overstokkene med rot på understokkens topp. Nå bør en være nøye på at underlaget for syllstokkene er nivellert så alt er i vater. Nå kan Sinknova merkes opp.
Merkeverktøy som blir brukt i tømringa. Meddraget er ikke med på bildet. Foto. Pål Sneve Prestbakk
Verktøyet en bruker under merkeprosessen er enkelt, må holdes i god stand og i nærheten. En god og spiss tømrerblyant, en kort og lang vater, en låsbar passer (eller to) og et meddrag. Tommestokk med norske tommer er å foretrekke. Passeren bør kunne svelge unna ca 8 tommer, den lille passeren bruker jeg til å merke høyden på sinken. En stor tømmermannsvinkel er også en del av merkeutstyret.
Høyden på stokken må tas hensyn til når en skal merke størrelsen og plassering av sinken. Som i fig 1, tar vi utgangspunkt i å hugge ut ca 1⁄3 av stokkhøyden, så fremdeles kjernen av stokken kommer ut i enden. Se vaterlinje og sinklinje merket i fig 1.
Fig 1. Skjematisk framstilling av nova. Foto: Pål Sneve Prestbakk
Merking av sink
Overstokkens bredde merkes på understokken, merkes med loddlinjer på sideflatene. På samme vis merkes understokkens bredde på overstokken. Sinkhøyden må nå bestemmes. Vi la opp til 2 cm fall, det stemmer omtrendt med meddragshøyden vi kommer tilbake til. Innvendig og utvendig hjørne på sinken har lik høyde. De to motsatte hjørnene (på de ytre veggflatene) har da totalt 4cm høydeforskjell. Vannet ledes kun ut av veggen, mens sinken gjør nova trangere på innsiden så tømmeret låses.
Overstokken ligger på plass når en merker sinken. (Fig 5.) Det var noe upraktisk for å ta gode bilder, men merkene viser hvor den ligger. Den må være i lodd på innvendig vegg, justert i lik høyde på begge sider, så festes stokken med haldhaker. Loddlinjene trekkes opp på overstokken med vateren. Stikkhøyden tar vi med passer mellom underkant overstokk og overkant understokk. Høyden på passeren viser nå hvor langt ned overstokken skal felles. Siste fintilpassingen tar vi med meddraget senere, så en må stille ned stikkmålet på passeren et par cm.
Nå kan en enkelt merke opp stikkhøyden med passer, og rutinen er å gå rundt nova med sola. Vaterlinjen trekkes ut fra innvendig hjørne, det måles to cm opp, så har en den første sinkflaten. Stikkhøyden på passeren settes i dette punktet, og en fører målet opp på overstokken. Herfra trekkes det vaterlinje til utvendig hjørne, og det måles to cm ned. Dette punktet overføres så ned på understokken med passeren, og det vatres til neste punkt og to cm ned. Til slutt overføres dette punktet opp med passeren og mellom loddlinjene kan en trekke sinklinjer. -innvendig og utvendig hjørne på sinken er da i lik høyde.
Overstokken flyttes til siden og snus opp-ned. Tappen og slissen kan merkes. Tappmerkingen gjør en konsekvent med tappjernet, i dette tilfellet et 7⁄8″ jern. Se ferdig merket syllstokk fig 1. Stikkmålet må også vise hvor dypt tapprommet skal være i overstokken.
Fig 2. Understokken er ferdig med tapp og sliss. Tappjernet brukes for å kontrollere måla på tapp og sliss. Både lengde og bredde på tapp og sliss er tatt ut fra tappjernet på ⅞». Foto: Pål Sneve Prestbakk
Nå kan nova hugges ut, og en starter med å sage ned til sinkhøyden i forkant av tappen, så den blir helt i lodd. Sinkflata hugges ut med ei passelig bile, og tappen renskes opp med tappjern. Tapprommet kan sages på sidene, og tas ut med tappjern. Nå er det fint å sjekke at størrelsen på tapp og sliss stemmer overens, med tappjernet som referanse!
Se ferdig hugget nov og tapper i fig 2. Arne Pedersen fasa også av hjørnene på tappen for at den lettere skal entre i neste stokk. En må huske at tapprommet i overstokken ikke skal gå hele veien. Se merking fig 3. Overstokken er ferdig tappet og klar til første prøve.
Fig 3. Slissen er ferdig tappa. Dette er en av syllstokkene som er fotografert opp/ned. Foto: Pål Sneve Prestbakk
Overstokken legges på plass, i lodd, nå er det klart for meddrag. Vi kan måle nøyaktig hvor mye stokken må felles ned for å nå samme planet i bunn. Dette målet overfører en på meddraget, og merker sinken rundt hele nova og overkant tapp på understokk. Husk at en nå ikke skal ta mer av understokken, det skal kun overstokken som skal meddras. Om alt går rett, skal nå alle syllstokkene ligge i vater på underlaget.
Videre er prosessen noenlunde lik, men nå må en gjøre utvalg blant det tilgjengelige tømmeret og finne stokker som passer høvelig mot stokken under. Rot på topp, kuven opp, stokken legges i lik stikkhøyde i begge ender. Nå kan en sjekke overstokken om det er justeringer som må gjøres for at den skal komme ned til meddragshøyde. Kvister, kuler og former kan smis til på begge stokkene så det passer best mulig til meddrag.
Stikkhøyden bestemmes og vi må avgjøre hvor sinken skal plasseres. Utgangspunktet er igjen at vi beholder sinken i en tredjedel av stokkens ferdige høyde. Se fig 4. Dette er ikke bare funksjonelt, men også et estetisk grep for å få en viss rytme i novene.
Fig 4. Inndeling av sinken i novene. Foto: Pål Sneve PrestbakkFig 5. I figur 5 ser vi topp-enden av overstokken. Den er justert opp i rett høyde og under oppmerking. Bildet viser at sinken blir fint fordelt, og nede til venstre ser en laveste punkt i sinken, to cm under vaterlinja fra forrige punkt. Foto: Pål Sneve Prestbakk
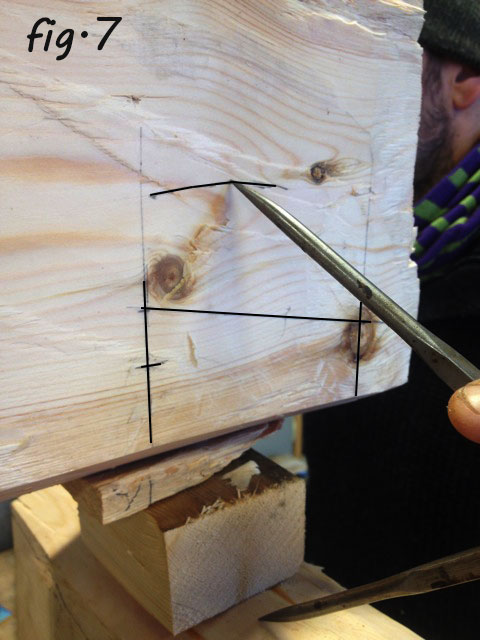
I det innvendige hjørnet må en nå passe på å merke formen på overstokken ned på understokken, avstanden er stikkmålet. Her kommer tappen i det innvendige hjørnet, til motsetning fra syllstokkene. Når det meddras, skal denne komme lavere og tette mot medfaret. Se fig 6. Igjen, i fig 7 ser vi merking tappens høyde på overstokken.
Fig 6. Legg merke til at stikkhøgda er overført frå underkant påstokk til der tappen sluttar. Foto: Pål Sneve PrestbakkFig 7. Stikkmålet blir også overført frå overkant av understokken til påstokken for å avgrense høgda på slissen for tappen. Foto: Pål Sneve Prestbakk
Fig 8. I fig 8 ser en stokken nedfelt til meddragshøyde. Foto: Pål Sneve Prestbakk
Medraget blir brukt både for å merke opp for medfaret og for å merke opp flata på sinken på påstokken. Også høgdene på slissene som vist på Fig 6 og Fig 7 blir merka opp med medraget under meddraginga. Dymling blir helst merka og sett i før meddraging.
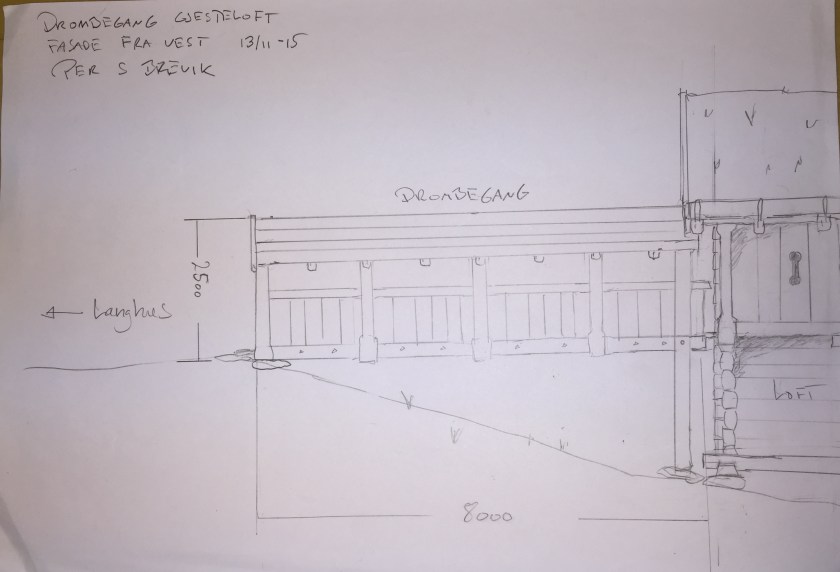
Gangbrua fra bakkenivået til 2 etg. på Gjesteloftet skal erstattes med en drombegang.
TBBY2003-A 17V Tradisjonsfaglig utøving 2” Stavkonstruksjoner er praksis 2 året på studiet,og da har vi valgt et prosjekt i sammenheng med Gjesteloftet. På middelaldergården Stiklastadir planlegger vi å bygge en drombegang fra bakkenivå til 2 etg. i Gjesteloftet. Dette krever en del forarbeid i forhold til å finne ut hvordan drombegangene har vært bygget i middelalderen.
For det første hva er en drombegang og hvor finner vi kildene. Dette er forklaringen I følge Store Norske leksikon : Drombegang, i eldre norsk byggeskikk en overbygd gang eller bro mellom stuesvalen og burloftet. Ingen drombeganger er bevart, men de har vært å finne fortrinnsvis i Setesdal, Telemark og enkelte steder i Numedal.
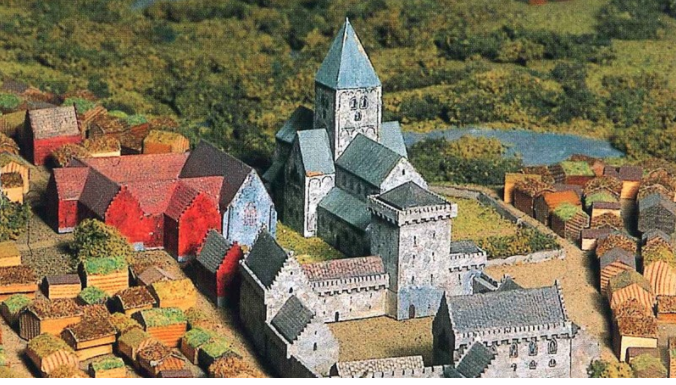
St Halvards katedralen i Oslo modell
Oslo Bispeborg var den opprinnelige bispegården i Oslo. Borgen ble grunnlagt på begynnelsen av 1200-tallet av Bisp Nikolas Arnesson, og utvidet utover 1300-tallet. Borgen ble bygget i stein rundt en bispegård i tre etablert i begynnelsen av 1100-tallet. Et ferdig, lukket forsvarsanlegg ble bispeborgen antakeligvis ikke før ut på 1300-tallet.
Borgen befant seg i Gamlebyen på nordsiden av Oslo torg/Bispegata. Den bestod av steinhus, omringet av høye murer og et tårn. Fra tårnet (kastellet) gikk en takoverbygget bro (drombegang) over til Halvardskatedralen. Sammen med Hallvardskatedralen var bispeborgen det daværende Oslos viktigste geistlige anlegg. Borgen var i tillegg et politisk tyngdepunkt: Den første unionsavtalen mellom Norge og Sverige ble undertegnet i bispeborgen, rett etter Håkon den V`s død i 1319.( kilde Wikipedia)
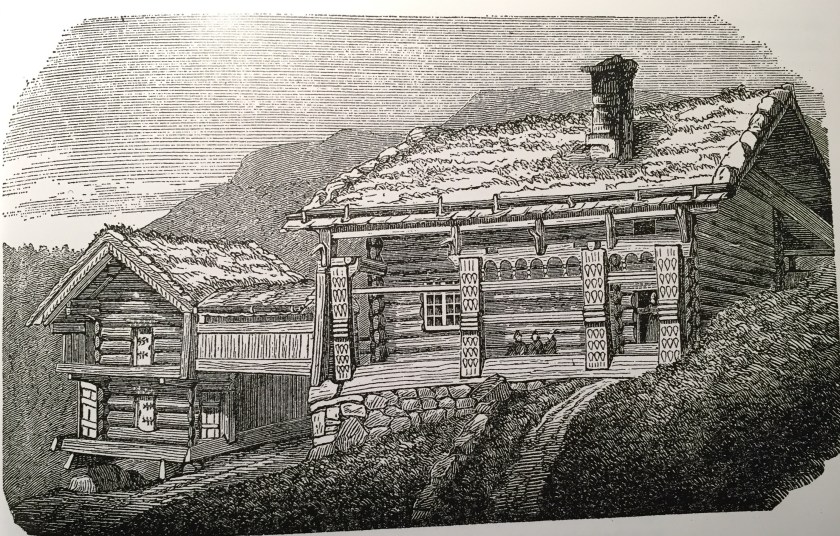
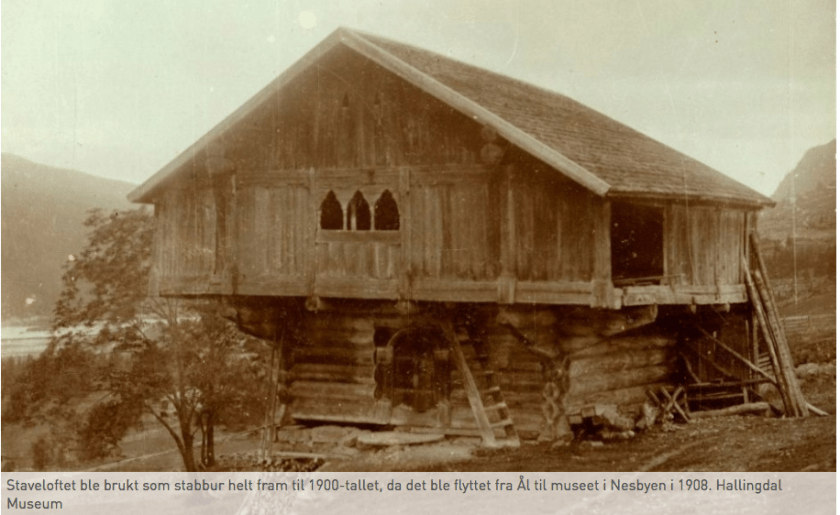
Det er dessverre slik at ingen drombeganger fra middelalderen er bevart i dag. Vi har en del skriftlige referanser på drombeganger i Norge det er da flere som går fra kirker over til «bispegården», slike skriftlige eksempler har vi både fra Nidarosdomen i Trondheim , og St. Halvardskatedralen i Oslo. I tillegg har vi flere fysiske spor i stående middelalderbygninger etter inntappingene hvor drombegangen har vært festet, blant annet Raulandstuen på Norsk folkemuseum, Staveloftet i Hallingdal.Det mest kjente eksemplet kommer fra Brokke i Valle i Setesdal, denne illustrasjonen går igjen i mange eldre bøker hvor temaet er tatt opp.
I dag er det ingen middelalderbygninger igjen på gården Brokke, noen av dem er flyttet til Bjørnsgård I Oslo, hvor de har valgt å oppføre en ny drombegang mellom to bygninger.På Bjørnstad gård i Oslo har de flyttet ned Selstabburet fra Sel i Gudbrandsdalen. Som de har valgt å bygge sammen vinterstua med en drombegang.
Vi har undersøkt på digitaltmuseum, i foto arkiv , og studert Arne Bergs verk om Tømmer hus i mellomalderen. Etter tips fra en av våre medarbeidere , dro vi til Snåsa i Nord-Trøndelag og der var det en drombegang mellom høyløe og fjøs, riktignok i sirkelsagd boks, trolig bygd etter 1900 slik den står i dag men klart et lokalt eksempel på nettop overbygd gangbro mellom to bygninger.
«Drombegang» på Husmanns plassen Sandmoen på Snåsa. Høyløe til venstre , fjøs til høyre.Stavelofet i Halligdal skal også ha hatt drrombegang.
På Stave var eit praktfullt loft. Staveloftet er bygd av svært grovt og fint timmer (hogt år 1324), og er eit særprega lafte-arbeid. Dørane er prega av både gotisk og romansk stil, tydeleg påverka av kyrkjearkitektur. Loftet kom til søre Stave, og i 1908 overført til museet på Nesbyen. Segna fortel at det var ein kamar (=utedo) i nordre reane på Staveloftet. Det var eit stev lydde slik: Når Stave-olda e turr og Stavekamaren er full, skal verde gå omsull. Og det vart fortalt om ei jente som overlevde Svartedauden ved å stenge seg inne i loftet medan sotta herja. Det store rommet i andre høgda var truleg bruka til samværer. Kanskje som ei gildehall. Det skal ha vore ein såkalla drombe-gang (bru,- overbygd gang) mellom Staveloftet og ei loftstugu som stod innved. Husa og drombegangen danna ein portal over vegen inn i tunet. Det var eit flott syn, fortalde gamle Lars Stavejordet.(Ål bygdebok)
På Raulandstua fra Numedalpå Norsk folkemuseum er det tolket at den har hatt drombegang.
Rendalen, Hedmark. Hus. Ca. 20 km. nord for Åsheim hotell, sett mot øst fra veien. Antakelig vesleenget mellom Øvre og Ytre Rendalen. Spor etter drombegang.
Dette er noen av kildene vi har lagt til grunn når vi nå skal i gang med å bygge drombegang hos oss på Stiklastadir. Vi har også litt moderne krav om universell utforming da vi er et museum, og det vil bli letter for rullestolbrukere å besøke Gjesteloftet når drombegangen er på plass, samtidig som vi får vist frem en sjelden byggeskikk fra middelalderen.
Min tolkning så langt av drombegang : det kan være en overbygd gangbro med vegger og tak. Den kan fort ligne på konstruksjonen i en svalgang, med syll , stående veggplank, raft, tak av su lagte bord eller torv . Kan både være ås tak og sperretak.
Her er en tolkning hvordan på hvordan vi kan bygge drombegangen. Vi skal jobbe mer med bakgrunns dokumentasjon i Januar, da tar vi en studietur mot Oslo, som vi kombinerer med å se på og dokumentere bleggøkser på historisk museum,med tanke på kløyving av materialene.
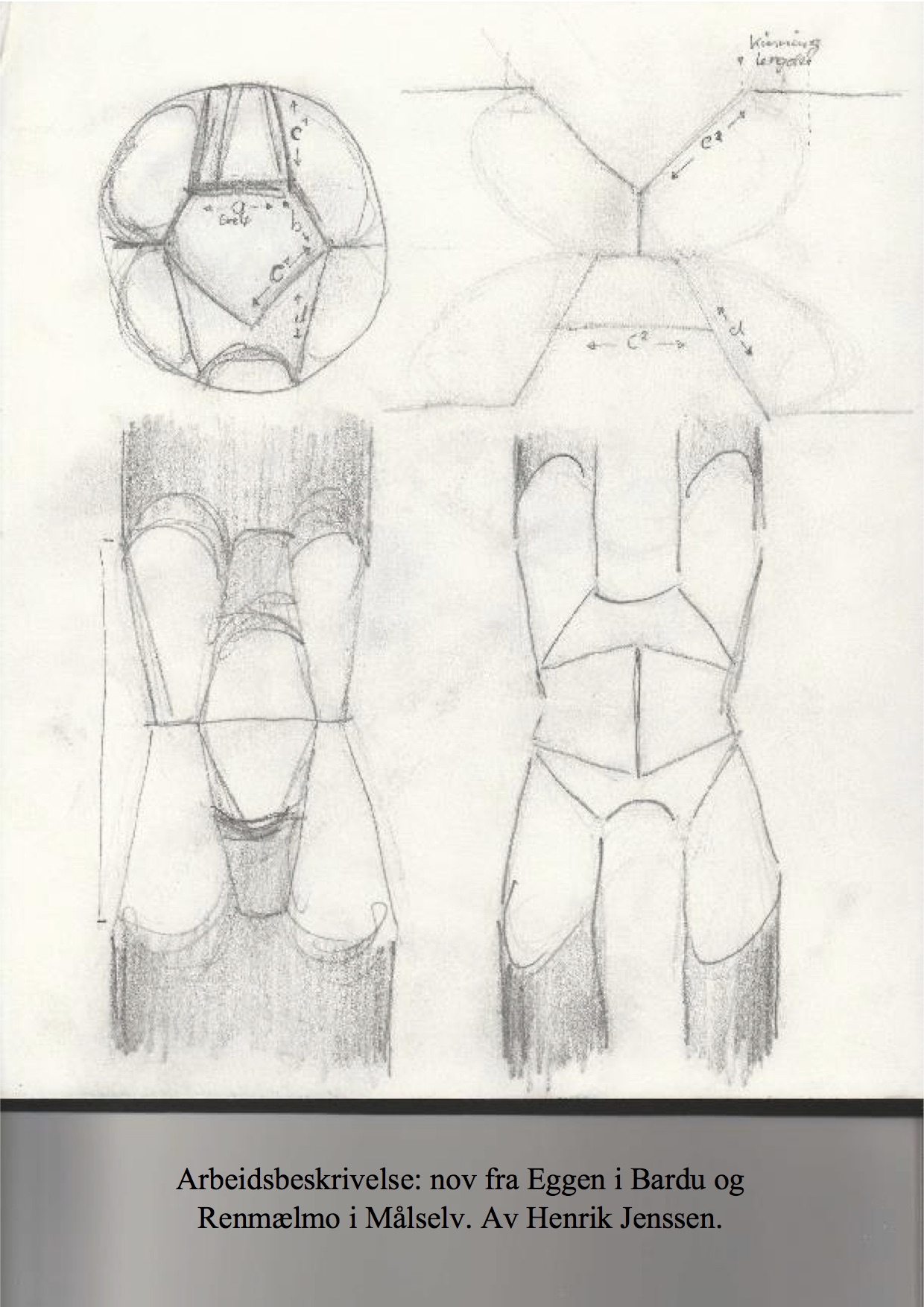
Figur 18. Skisse av nov fra stabburet på Eggen i Bardu. Skisse: Henrik Jenssen
Dette er et forsøk på en detaljert arbeids- og prosedyrebeskrivelse av en type tømring av nov som har vært brukt i Bardu av den første bosettingen som kom fra Østerdalen på slutten av 1700-tallet. Den har også vært brukt i Målselv, mulig tidligere, men i hvert fall fra 1860-tallet fram til slutten av 1800- tallet.
Arbeidsbeskrivelsen bygger videre på arbeid jeg og medstudenter fra Tradisjonelt Bygghandverk på NTNU gjorde på en studiesamling i Målselv. Vi befarte og dokumenterte et stabbur på gården Eggen i Bardu som trolig er et av de eldste byggene i kommunen. Senere prøvetømret vi og forsøkte å rekonstruere arbeidsmetoden av noven, og pjålingen av stokkene.
Siden da har jeg arbeidet videre med prøvetømringen på egenhånd, med innspill fra veileder Roald Renmælmo. Sammen har vi studert et stabbur som står hjemme på gården hvor jeg bor, Renmælmo i Målselv. Dette er nok ikke så gammelt som stabburet på Eggen, og selv om det har ulik dimensjon og utforming på veggstokkene, har det samme typen nov.
Figur 1. Stabburet på Renmælmo i Målselv. Foto: Henrik Jenssen.Figur 2. Nærbilde av novene på Renmælmo-stabburet. Foto: Henrik Jenssen.Figur 3. Viser nordveggen av Renmælmo-stabburet hvor andreetasjen går over til lengre stokker. Foto: Henrik Jenssen
Da vi studerte stabburet oppdaget Roald et interessant uthogg av en flate på oversiden av de nederste veggstokkene på langveggen i andreetasjen. Han trodde dette kunne peke mot fremgangsmåten som var brukt for å tømre noven. Stabburet har en lengre tømmerdel i andreetasjen og det var på oversiden av de to første stokkene som får full lengde at det var hugget ut en flate. Roald mente det kunne være et merke etter et tidlig steg i prosessen av å hugge noven som her var blitt bevart fordi neste nov ikke kom over den forrige, men lenger ut.
Figur 4. Innsiden av nordveggen i andreetasjen. Foto: Henrik JenssenFigur 5. Nærbilde av den uthugde flaten på nordveggen. Foto: Henrik Jenssen.
Vi så også spor etter bruk av meddrag i noen nover, og har derfor også brukt dette som et innspill til arbeidsprosedyren.
Denne teorien har jeg bygget videre på mens jeg har prøvetømret på egenhånd og jeg synes jeg nå har kommet fram til en brukbar teori på hvordan noven kan ha vært tømret, og hvordan den uthugde flaten på Renmælmo-stabburet kan ha havnet der. Arbeidsbeskrivelsen bygger ikke på kunnskap som kommer direkte fra noen tradisjonsbærer.
Figur 6a. Til venstre: nærbilde av spor etter meddrag i nov på Renmælmo-stabburet. Til høyre: nærbilde av øksehogg i medfaret. Foto: Henrik Jenssen
Figur 6b. Til venstre: nærbilde av spor etter meddrag i nov på Renmælmo-stabburet. Til høyre: nærbilde av øksehogg i medfaret. Foto: Henrik Jenssen
Når en veggstokk skal pjåles slik som på stabburet på Eggen er tømmeret som skal brukes så rett og jamnvokst at det er forholdsvis lite som trengs å gjøres. Barken fjernes med pjålen, og grove ujevnheter slettes. På de korte stokk-lengdene jeg prøvetømret med var dette et mindre problem enn det vil kunne være på fulle lengder, men jeg og medstudentene mine observerte at tømmeret på stabburet var svært lite bearbeidet i veden og det var lite fiberbrudd. Dette stiller store krav til hugging av tømmer.
Figur 7. Pjåling av veggtømmer. Foto: Henrik Jenssen.
Når en begynner å tømre legges syllstokkene opp i vater og roskakken (diagonalen) justeres rett. Disse hugges som andre stokker i noven, men det er ingen stokk under som det skal meddrages mot. Et par av de fire syllstokkene må enten være kløyvd til halv høyde, eller så kan det være ujamn grunnflate. Fra nå av beskriver jeg tømringen av en generell veggstokk.
Figur 8. Nærbilde av den uthugde flaten jeg har valgt å kalle «liggeflaten». Foto: Henrik Jenssen
En begynner med å hugge ut «liggeflaten» (som jeg har valgt å kalle den uthugde flaten fra Renmælmo-stabburet) der hvor neste stokk skal komme over. Hvis det er en stokk under siktes det ned mot denne sånn at midten av «liggeflaten» kommer ca. midt over stokken under, men det er viktig å huske på at det til syvende og sist er innerveggen som skal bli i lodd. Dette finjusteres med øyemål underveis i hele prosessen, og vatres helt presist rett før en meddrar. Det er ikke viktig å få «liggeflaten» veldig presis og fin, men det er viktig at flaten og skråsidene er litt kortere enn stokken over er brei ved noven og at flaten er så mye i vater som mulig. Øyemål bør holde. Vinkelen på sidene ned til flaten kan være rundt 45 grader, men det er ikke veldig nøye. Det er viktig at de er vinkelrett med stokken. Dette vil hjelpe med å få vinkelen på neste stokk rett.
Så legges overstokken slik at den hviler på «liggeflaten» på begge understokkene. Den vil rulle en del på dette punktet, men det er ikke et problem. Derimot er det viktig at stokken ligger med kuven opp, hvis den har en, at det er 90 graders vinkel i hjørnene, og at utstikket av stokkene i novene er litt lengre enn veggtykkelsen på tømmeret.
Figur 9. Her er det hugget ut en «liggeflate» i over- og understokken slik at de kan ligge stabilt mot hverandre mens noven på overstokken hugges. Foto: Henrik Jenssen.
Nå lages det jeg tror de uthugde flaten som var blitt igjen på Renmælmo-stabburet har vært. Det siktes ned mot understokken, og hugges en tilsvarende «liggeflate» på oversiden av overstokken. Denne flaten og sidene dens skal være litt mindre enn understokkens bredde på samme måte som tidligere, men også tredje stokk når den kommer senere. Her er det litt å gå på. Stokken kan roteres rundt underveis for å se om den ligger godt og stabilt. Det er mulig en må justere bredden på flaten noen ganger, og kanskje vinkelen på sidene, men i begynnelsen er det lurt å heller ta lite og prøve seg fram. Får en «liggeflatene» til å ligge godt mot hverandre blir de fine veiledere for det videre arbeidet.
Figur 10. Nå ligger stokkene mot hverandre og den tredje flaten som er et direkte steg i noven på undersiden av overstokken er hugget ferdig. Foto: Henrik Jenssen.
Når overstokken er snudd og den ligger stødig hugges en ny «liggeflate» på siden av stokken som nå ligger opp. Denne sikter en ned mot understokkens bredde, og hugger den dypere enn de forrige. Jeg bruker nesten å hugge den ned til 1/5-1/4 av stokkens høyde. Dette målet har mye å si for novens fasong, men kan justeres lavere senere. Det er fint å lage den sånn at den er i vater når «liggeflatene» under ligger godt mot hverandre, da blir den en fin referanse for at stokken ikke flytter på seg.
Figur 11. Her er det kinningene påbegynt. Foto: Henrik Jenssen.
Så hugges kinninger ut slik at de møtes i en linje ned mot senter av understokken. Fire viktige ting med kinningene er at man ikke bør hugge lengre ned enn halvparten av stokkens høyde (dette kan fort skje). Der hvor de møter «liggeflaten som er opp bør det være smalere mellom kinningene på hver side enn det en regner bredden på mosefaret vil bli. De bør være lange nok (i stokkens lengde retning) til at meddraget senere kommer til (her må en prøve seg fram, og
når en bra lengde er funnet kan det senere siktes ned mot kinningene på stokken under). Til sist bør flatene i kinningene i hvert fall være nokså plane. Dette sparer tid senere.
Så hugges det resterende av «liggeflaten» om til en egg hvor hver side går ned til bunnen av kinningene og skrår noe sammen. Her kan en igjen tenke at bredden nede skal være litt smalere enn bredden på mosefaret. Det er viktig at eggen kommer midt i stokken. Til dette arbeidet er det fint å ha en smal øks, f. eks. en hoggerøks, men om en ikke har dette kan et stort tappjern brukes.
Figur 12. Eggen på undersiden av overstokken er hugget ferdig, og stokken kan nå legges til side for øyeblikket. Foto: Henrik Jenssen.
Deretter løftes overstokken bort (den ligger fortsatt fint på liggeflatene sine) og kinninger hugges som tidligere på understokken. Så hugges «liggeflaten» dens om til en v-kløft. Det viktigste her er at kløften møtes i et punkt som er like nært, eller litt nærmere dit en vil overstokken skal felles til, som distansen den dype «liggeflaten» ble hugget til (1/5-1/4 av høyden på overstokken).
Figur 13. Nå er noven på over- og understokken hugget klar for meddraging. Foto: Henrik Jenssen
Nå bør allerede stokkene begynne å ligge ganske godt nedpå hverandre, men litt justering er nok nødvendig før det meddrages. En må egentlig bare se hvor det tar i noven, men noen av plassene som virker å være problematiske i starten er flaten på overstokken som ligger mot kinningen på understokken. Det er viktig her å hugge slik at innsiden av veggen kan bli i lodd.
På dette punktet tror jeg det vil være naturlig å markere og borre for dømlinger, men siden jeg ikke har plukket ned noen av stabburene jeg har undersøkt enda kan jeg ikke her si noe om hvordan eventuelle dømlinger er utført.
Når overstokken ligger godt nedpå og noenlunde i vater i lengderetningen må innerveggen loddes opp helt ferdig og overstokken festes. Det er viktig at overstokken ligger stabilt og ikke rører på seg mens det meddrages (jeg kilte noen killer i novene). Så kan det meddrages. Det er viktig å ha et meddrag som en kommer til i kinningene med. Dette kan som sagt justeres litt ut fra hvor lange kinningene lages, men det er også avhengig av type meddrag. Et med riss på begge sider fungerer ikke. Så stilles meddragshøyden til den høyeste stikkhøyden mellom over- og understokk, og en passer på å holde meddraget i vater. Så risses det langs stokken, og i novene sånn at det synes godt. Det er en fordel å slippe å tegne over med blyant etterpå fordi en blyantstrek blir som regel for bred.
Figur 14. Her demonstreres det hvordan man holder meddraget når man meddrager. Foto: Henrik Jenssen.
Så brukes en øks til å hugge ut mosefaret. Jeg liker at øksen er litt overskjeftet og at stokken ligger i en høyde fra midt på låret til hoften. Først hakkes fibrene mellom meddragsstrekene opp. Så hugges det rett ned på tvers av hakkene og langsmed stokken for å slå ut fliser. Så økses selve mosefaret ut. Det kan være lurt å ta det i to eller flere etapper før det hugges helt ned til streken. Det jobbes inn fra begge sidene av stokken og en hugger en «v-form». Det er viktig og følge med på fiberretningen slik at veden ikke river ut. Det er også lettere å jobbe med små hugg og langsmed stokken. Økseskaftet skal nesten jobbe 90 grader ut fra kroppen. Når det hugges etter meddragingen i novene er det viktig at flatene på overstokken som møter kinningen på understokken er en plan flate mellom begge sidene. Etter denne tømringen fortsetter ikke mosefaret ut forbi noven, men hugges flatt etter meddragingen både i over- og understokk.
Figur 15. Mosefaret er ferdig hugget ut, og noven er klar. Overstokken kan nå legges nedpå understokken og være tett. Foto: Henrik Jenssen.
Hvis alt er meddratt rett, hugget etter streken og stokken fortsatt ikke legger seg helt ned løser det seg som regel ved enten å hugge sidene i mosefaret brattere, eller «v-kløften» i understokken litt dypere. Mosefaret bør ikke bli for dypt, da er det bedre å hugge slik at det blir mer «u-formet».
Det er antagelig nå en bør bestemme utstikket i noven, vatre det opp, og sage rett.
Så hugges sidene på utstikket etter en mal eller et fast mål. Dette tror jeg er for å pynte hjørnene, og rette opp ujevnheter i stokktykkelse.
Når en nå skal begynne på neste stokk vil understokken allerede ha en «liggeflate» opp. Det er denne «liggeflaten» jeg tror har blitt igjen på stabburet hjemme på Renmælmo.
Figur 16. Stokkene ligger ferdig nedpå hverandre, men alle er ikke enda ferdig pyntet i endene. Foto: Henrik Jenssen.
Verktøyet jeg har brukt er fra venstre på bildet; vater, snekkerbile (øks), meddrag, og pjål. Tappjern ble også brukt litt, men er ikke avbildet.
Figur 17. Verktøyet som er brukt f.v.; vater, snekkerbile, meddrag og pjål. Foto: Henrik Jenssen
De gamle beitskiene er lagd av både halvklyvning og kvartklyvning, som er felt helt inn i endeveden på kinnungane. Det ser ut som det er brukt tettvokste understandere av furutømmer til beitskiene.
Klyving av stokk til beitskier
Jeg fant en rettvokst stokk som er ganske tettvokst, fordi jeg ville prøve å klyve denne ifra enden. Uten at jeg veit hvordan de opprinnnelige beitskiene har vært klyvd. Foto.Magnus Wamen Her er det loddet opp i begge ender og snorslått mellom.
Starter med å klyve stokken ifra toppen, hvorvidt om det er bør fra topp eller rotside er jeg usikker på. Foto.Magnus Wammen
Her hogges det med øks langs streken, og kiles lett fra begge sider. Om stokken syntes bein utanpå, er det alltid litt usikkert hvordan den er inni. Overraskelser kan komme! Foto.Magnus Wammen
Her hogges det av noen fiberbånd som holder stokken sammen, fordi det er ikke 100%bein klyv, men absolutt bra nok.Foto Henning Jensen
Stokken snus og kiles fra begge sider Foto. Henning Jensen
Siste tverr-fiberbånd hogges av Foto.Henning Jensen
Noen av beitskiene var kvartklyvniger, det blei klyvd på samme måte, men kun snorslått og hogd fra ende og yteside. Klyven vil uansett ned til margen, så her er det ikke nødvendig å snu. Foto.Magnus Wammen
Ferdig klyvd kvartemne til vidre hogging. Foto. Magnus Wammen
Tilhogging av beitskie
Vi kunne bruke en av de gamle beitskiene,mens resten må lages. Denne beitskia skulle ikke være helt bein, men ha en liten bue for å passe inn i det gamle tømmeret. Dimensjonen er rundt 1 1/2″x 2″ ferdig hogd.
Først er ene sia, retta med øks, neste er kun overført med Tømmerriss. Jeg kunne brukt rett sotsnor, med denne beitskia skulle ha en svak bue for å passe i de gamle stokkendene. Foto.Henning Jensen
Tømmerriss Foto.Henning Jensen
Ny og gammel beitski. Foto Magnus Wammen
Beitski og spor i tømmeret. Sporet er rundt 2″ bredt og 2″ tykt i kanten. Foto.Magnus Wammen
Beitski ferdig justert, den står tappa nedi bunnsvilla. Foto.Magnus Wammen
Her er dørlokkeren snudd opp ned med hull til beitskia. Det er godt med synkningsmonn siden det er bora med 1 1/2″ navar gjennom hele stokken. Foto Magnus Wammen
Torsdag 18 august tilbragte vi dagen med å handsage bordkledning på Gressåmoen fjellgård i Snåså. Vi testet ut sager, og viste teknikker med øks og handsag for elever fra Mære Landbruksskole.
På gården står det to høvelbenker som har et alderdommelig preg og er helt tydelig lagd lokalt , jeg syns de fortjener en liten omtale da det er langt imellom så gamle benker.
Flott dag med artig arbeid i fjellet!
Omtale av andre benken kommer senere.
Benken er lagd i furu med slitedeler i bjørk, det er en litt spesiell høveltann på baktangen på begge benkene , de har slipt opp pjålstål med hakk i og slått ned i benken. Denne gangen fikk jeg ikke tid til å dokumentere fullstendige mål og sammenføyninger , men vi sal tilbake dit. Benken har ingen føtter bevart .
Pjålstål brukt som baktange.
8. januar 2008 freda Riksantikvaren Gressåmoen.
Her er det Riksantikvaren skriver om gården:
«GressåmoenAnlegget er eit historisk viktig døme på ein skysstasjon og fjellgard rydda i eit marginalt jordbruksområde. 8. januar vart det freda av Riksantikvaren.
8. januar 2008 freda Riksantikvaren Gressåmoen i Snåsa kommune. Fredinga omfattar ei rekke bygningar og eit område rundt. Fredinga skal verne Gressåmoen som eit bygningshistorisk og kulturhistorisk viktig døme på ein skysstasjon og fjellgard rydda i eit marginalt jordbruksområde. Fredinga skal dessutan også verne Gressåmoen som uttrykk for samkvemmet mellom bumann og same.
tykkelse på benken 1″
Kvilestue frå 1600-talet
Gressåmoen gard har vært vurdert som verneverdig sidan tidleg på 1970-talet, då Gressåmoen nasjonalpark blei oppretta. Frå gamalt av gjekk ferdselsvegen mellom Snåsa og Lierne over Gressåmoen. Fordi vegen over fjellet var lang, var behovet for overnattingsstader stort. Gressåmoen ligg midtvegs og var difor ein naturleg stoppestad. Det har truleg stått ei kvilestue her allereie på 1600-talet. Kart både frå 1690 og 1720 viser busetnad på staden. Lenger øst for Gressåmoen tyder namnet Gamstuguhaugen på at det har vore samisk busetnad i området.
baktange alle delene er laget i bjørk , her ser man 2 generasjons innfesting av føtter.
Fjellgard frå 1800-talet
I 1797 starta Ole Nilsen Aglerønning rydding av Gressåmo gard, som han fekk kongeskøyte på i 1837. Gressåmoen var ein typisk fjellgard, med store, flate og fine voller, godt beite for dyra, fisk og vilt i vatn og fjell. Jorda er derimot skrinn, og garden måtte difor basere seg på kombinasjonsbruk der utmarksressursane i fjellet var svært viktige.
bredden på benken ca 10 tommer.Innfestningen av 1 generasjons føtter, «labank» slisse og tappehull 1″*3″Innfestningen av 1 generasjons føtter, «labank» slisse og tappehull 1″*3″Total lengde på benken 69 tommer»framtangen» med sekundært innfesting av føtter, og bjørkekrok, til mulig innfestning.
Studentane har eit eige fag i tømring fyrste studieår. I faget har vi hatt ei vekes samling i Målselv tidlegare i år. Vidare har dei hatt ei heimeoppgåve der dei har kartlagt og dokumentert lokalt tømrarverktøy. Den avsluttande oppgåva i faget har gått ut på å lese gjennom ulike skildringar av arbeidsprosedyrer i tømring, vurdere desse, og vidare lage si eiga skildring av arbeidsprosedyre på ei nov dei sjølve arbeider med. Skildringa skal utformast med tanke på at ho skal ut på bloggen. Tidlegare har Jostein Utstumo skrive om flatlaft, Kai Johansen skrive om Trønderlaft og Sven Hoftun har skrive om Røsslinova. Studentane Henning Jenssen og Magnus Wammen har samarbeidd om å lage ein videofilm som viser arbeidsmåten dei har kome fram til i sitt arbeid med restaurering av stallen frå Heimtveiten. Her kjem introduksjon og filmen frå Magnus og Henning.
Henning og jeg har samarbeidet med denne oppgaven og vi sende inn en film som er klipt og redigert sammen til å sammenfalle hvordan vi har løst laftinga på stallen.