I 2016 skrev kollega på Stiklestad Nasjonale Kultursenter Kai Johansen på denne bloggen om Drombegang på gjesteloftet Stiklastadir. Dromben, eller drumben som det også skrives, blant annet i kilder fra Valle, stod ferdig nå i juni til sesongåpning, og jeg tenkte å skrive en kort oppsummering av sluttspurten og vise noen bilder av resultatet, med særlig vekt på taket.
Det tok litt tid fra de første skissene jeg tegnet i november 2015:
Men når jeg nå hentet de fram igjen, så ser jeg at resultatet har blitt nokså likt de ideene vi hadde etter en del undersøkelser og planlegging som Kai skrev en del om i sitt innlegg.
En forskjell er at vi valgte å lukke den mer enn opprinnelig tenkt. Veggtilene går helt opp i stavlina, og det er kun glugger i veggen. Dette gjorde vi først og fremst for å skjerme mer mot snø og regn, da det blåser nokså godt mellom husene her oppe på bakken. Vi valgte også å stø den på midten med to staver under svillene, da vi så at 8 meter uten understøtting nok var i lengste laget. Vi hadde opprinnelig også tenkt å unngå å forankre dromben direkte i loftet, men la den stå på egne staver inne ved loftet. Dette gikk vi bort fra og den er nå felt inn i nova og novarma på loftet. Novarma ble forsterket med en stav under ned til svill på sval i første etasje.
Omtrent halvparten av materialene til dromben er bearbeidet for hand fra rund stokk, enten gjennom kløyving, som veggtiler og takbord, eller hogd til fasong, som syll, staver og mønekjøl.
Både Kai Johansen og Roald Renmælmo har skrevet om kløyving og kløyveforsøk vi gjorde i forbindelse med dette i egne innlegg:
Over er noe av prosessen med å hogge mønekjølen. Den er hogd av ett emne, 8 meter lang. Og den passet på taket til slutt 🙂
Takkonstruksjonen på dromben er inspirert av takkonstruksjoner fra stavkirker, særlig Haltdalen. Sutaket er bord formet og medratt til hverandre, og skjøtet med en skrå skåring med dreneringsrenne i. Taket ble bygget flatt på en rigg som tilsvarte sperrene i drumben, og så demontert og flyttet ut.
Et takbord medras til det under.Sperrene på plass, nå mangler bare taket. For å å få litt mer stabilitet valgte vi å lage annenhver sperre med ei saksesperre i.Taket legges. Vi valgte å spikre taket med 4″ smidd spiker, mest fordi vi syntes trenagler ville være litt brutalt i de nokså tynne sperrene.
Takbordene bestod både av kløyvde og sagde bord. Her merket vi oss at de kløyvde bordene nok var noe mer stabile i formen, men det var ikke uten unntak. En del både kløyvd og sagd material var såpass tvinnet at det var tilnærmet uråd å bruke.
Den fremste sperra har et rotkne festet foran som en sperre og «portal» Dette for å stive av dromben sideveis her, samtidig som vi får god høyde i inngangen. Det er hogd dørfals i søylene i portalen, i tilfelle vi skulle få lyst til å bygge flere middelalderdører.
Golvet har skjøt midt i dromben, og består av halvkløyvinger. Noen ble litt for granne, og må skiftes. Ellers ble det et stødig golv.
Golvet tilpasses og leggesFørEtter
Endelig er dromben på plass! Vi er ganske godt nøgde, og synes den ble et godt tilskudd til loftet, den vekker oppmerksomhet hos publikum og er god å formidle byggeteknikk og takkontruksjon med. Og ikke minst gir den oss en unisversell, stilfull og stødig adkomst til loftet for alle.
Dette innlegget skal handle om veien videre og hvilke prosesser vi skal igjennom før den kan tas i bruk til snekring og smiing ute på østlandstunet på Folkemuseet.
Her er en timelapsevideo som viser arbeidene så langt, fra starten våren 2017, til slik den står i dag.
Veien videre.
15. september starter gravearbeidene på Østlandstunet, som blir endestasjon for smia. Grunnen på folkemuseet er dårlig, gammel sjøbunn av leire. Vi har derfor bestemt oss for å støpe en isolert plate, og sette grunnmuren oppå dette. Grunnmuren på originalen var fuget med kalkmørtel eller sement, eller begge deler. På et gammelt bilde vi fikk tilsendt av eieren, kunne vi se at den originalt hadde en tørrmurt ringmur. Det ser ut som at bygningen er satt på holdsteiner i hjørnene og under deleveggen, og så er det tørrmurt imellom. Dette har vi bestemt oss for å videreføre. Erlend Marthinsen og Chris Millar driver firmaet Aasgard Millar AS og har spesialisert seg på tørrmuring. De blir veiledere for oss på dette. Arbeidet vil starte så fort plata har herdet.
Snekkersmia plasseres oppå denne kulen i terrenget, med inngangen på gavlen mot fotografen, tilknyttet Østlandstunet, men godt utenfor. Foto: Henning Jensen
Avstand til Østlandstunet. Foto: Henning Jensen
Jaktlag på Vestre Borge, oppstilt foran originalbygningen. Muren ikke spekket ennå. Foto: ukjent.
Parallelt med gravingen, vil vi starte arbeidet med merking av bygningsdelene, og demontering. Demonteringen kan bli en vanskelig prosess, halve tømmerkassa ble tømra rått, og vi har til dels fått store vridninger og tørkesprekker på enkelte stokker. Kammene i laftet er skjøre, og må tas forsiktig opp, for ikke å bli ødelagt. Vi må nok regne med en del justeringer for å få stokkene ordentlig på plass ved montering igjen. Vi kommer til å isolere med etasjemose mellom stokkene ved montering, slik det var på originalen. Åsene er ikke montert slik det står nå, og det gjenstår å tælje, tilpasse disse. De skal være 3 1/2 tommers tykkelse, tælja på to kanter. 1 mønsås og 3 sideåser, spikra i sperrene.
Kraftige tørkesprekker og en del vridning. Sårbare kammer. Foto: Henning Jensen
Sperrer, åser og tro på originalbygning. Foto: Henning Jensen
Troe, er 1 tommes bord med vankant, det neste bordet etter at baken er sagd vekk, stående, med over- og underliggere.I første omgang kommer vi til å legge en takpapp. Gården Vestre Borge, der originalen er ifra, brant egen tegl, både takstein og murstein. Dagens eier skal legge om taket på stabburet, og i tillegg har han noe av den gamle steinen på lager. Denne steinen ønsket han at vi skulle bruke på snekkersmia, det hadde vært stas. Det blir en diskusjon om vi tar av pappen og lekter rett på overliggerne, når vi skal legge på teglsteinen, eller om vedlikeholdet prioriteres, og vi lar pappen ligge under teglsteinen. Vi har ingen tak, med tegl rett på tro, på museet.
Kledningen er av samme sorten som trobordene. Vi fikk en god del slike bord, når vi sagde laftetømmeret ned til 5½» bredde. Vi tror det blir litt tidlig å spikre på kledningsborda nå i høst, siden det må sette seg etter flytting og etter at det er kommet mose i meddraget. Evntuelt kan det det bli en løsning med at kledningen spikres i raftet og i en midlertidig 2×4 nede. Det er viktig at ikke kledningen får henge løst, med fare for å vri og vrenge på seg i sola. Himlingen i snekkerverkstedet er kanta og høvla 1 tommes bord. Vi vurderer å isolere både gulv og himling med trefiberisolasjon fra Hunton. Dette for å få mer effektiv fyring i snekkerverkstedet vinterstid, og mulighet til å holde litt lunk med en elektrisk ovn.
Gulv i snekkerverksted. Gulvet er 2 tommers pløyd granplank. Gulvet tenker vi å håndhøvle på skottbenk, muligens med Siw Holmin eller Roald Renmælmo som instruktør. Bjelkelaget er skåret på egen sag på museet, mens tro, gulvbord, himling og kledningsbord har vi kjøpt inn mesteparten av Hans Andreas Lien fra Dokka, som har mye granskog av god kvalitet.
Smia får jordgulv som originalen. I og med at det blir støpt en hel plate, får ikke jordgulvet tilgang på fukt fra grunnen, den kan derfor bli tørr og støvete med mye trafikk i smia. På Sagastua hadde vi samme problematik, den står på en pute av pukk. Der gikk vi for en løsning med hardstampede morenemasser, som har gitt en hard og støvfri overflate.
Himlingsbord, kledning og tro til tørk. Foto: Henning JensenGulvplank til tørk. Foto: Henning JensenStampet morenegulv i Sagastua, mulig løsning i smiedelen på snekkersmia. Foto: Bygningsantikvarisk seksjon. NF.Stamperedskap. Foto: Bygningsantikvarisk seksjon. NF.
Vi kommer, i første omgang, bare til å spikre kledning på bindingsverket/reisverket i smiedelen, og den åpne gavlen over snekkerverkstedet. På originalen, hadde det tømrede snekkerverksted stått uten kledning noen år, det var lett solsvidd, og hadde rester av rød maling.
Muring. Det er mye muring med tegl på prosjektet. Vi håper å få Terje Berner til å veilede oss på dette. Essa er avansert muring, og det blir spennende å ta fatt på. I alt, en esse, to piper og en brannmur i snekkerverkstedet. Pipa til ovnen på snekkerverkstedet, står oppå himlingsbjelkene, med bare et røykrør ned igjennom til ovnen. Her får vi utfordringer i forhold til moderne brannkrav og avstand til brennbart materiale, men vi håper å få til en løsning som er nærmest mulig originalen allikevel.
Langsnitt Snekkesmia, viser murerarbeidet som skal gjøres. Tegning: Magnus Wammen
Listverk. Gerikter er profilerte, mens tak og gulvlister er uten profil. Vi ønsker å høvle alt listverk for hånd. Dette innebærer at vi må lage profilhøvler til geriktene. Her håper vi å få med Jarle Hugstmyhr en uke, for å lære han sin fremgangsmåte.
Vinduene hadde høvla kittfals på ¼” x ¼”, lik de gamle. I originalvinduene var glassene av taffelglass, også kalt sylinderglass. Vi hadde tilsvarende glass i samme tykkelse her på museet som vi kunne bruke.
Først blei glasset skrapt og reingjort siden det var gamle glass med maling og kittrester, dette var en fordel for at glasskjæreren skulle gå lettere, og at det selvfølgelig er lettere å reingjøre glasset før det står i ramma.
Vi målte åpningen for glasset, og trakk fra et par mm, så glasset passer lett ned i falsen, og at man kan jobbe glasset ned i kittet ved å rugge og presse glasset ned.
De gamle glassa er sjelden helt rett, så de blir prøvelagt ned i kittfalsen i vindusramma, og bunnen på falsen justeres med en kort semshøvel. så glasset ligger stødigere, og at man da ikke trenger så tykt lag med kitt som glasset ligger i.
Så valgte vi å legge skjellak i falsen for å hindre at kittet tørker ut. Her kunne vi brukt linolje, men da burde denne prosessen vært gjort dagen før. Vi hadde også litt skjellak på pluggene som ramma var låst med, siden de har endeved eksponert rett ut.
Setekitt:
Kittet blei knadd og varmet opp i handa for å være mykere først. Vi la ei passe streng med kitt og presset og rugget glasset nedi. Hans Andreas så det var passe tykt når en kunne akkurat skimte kittfalsen under.
Glasset blei stifta med glasstift, 2 stk i hver side, men her er det varierende praksis. Glasstiften blei kutta skrått slik at den presset nedover når den blei slått inn. Ved sprossene, blei glasstiften kappa til om lag halv lengde. Når glasset er festet, snus ramma, og overskuddskittet på innsiden fjernes.
Kittfas:
Vi la ut passe med kitt rundt alle sidene og trakk mellom etterpå. Her er det nok bare trening som gjør god! Men Hans Andreas påpekte at om bare hjørnene er bra utført har det mest å si. Og han hadde en teknikk med å dra hjørnet diagonalt fra glasset og ut i hjørnet med kittkniven, det anviste også en lik bredde på kittfalsen som var til hjelp videre. Det var også et poeng at kittet ikke kom utenfor kittfalsen for da blei det synlig fra innsiden.
Til slutt brukte vi kritt og en myk pensel på glasset, og kittfasen. Dette jevner ut fasen og gir den en «hinne». I tillegg er det en effektiv måte å fjerne linoljen og overskuddskitt fra glasset.
Da er ramma klar til å få et par strøk med hvit linoljemaling. Her kan vi nevne at det er viktig at det blir malt en mm utpå glasset- så vannet ikke har mulighet til å renne ned mellom kitt og glass.
I Aursfjord i Malangen i Troms vart det sett opp ei oppgangssag i 1796 av Ingebrigt Eliassen. Saga har vore drive med berre nokre mindre avbrekk frå den tida til i dag og sagmeister Arne Pedersen er 6. generasjon i direkte linje etter Ingebrigt. Vi har hatt studiesamlingar der studentane har fått ei innføring i saging og fått øve seg på å dokumentere arbeidsmåte og tradisjon. Studentane har lagt ut noko av det dei har skrive her på bloggen tidlegare. I vinter har Anders Lundvang og eg laga ein dokumentarfilm om tradisjonen knytt til saga. Her kan du sjå filmen:
Det var i vinter me hadde ei læringsarenasamling, her på Sand, om høvelbenkmaking. Eg valde å bruke denne benken som førebilete til min nye høvelbenk. Tankjen var at den høvde godt til høvling av både gulvbord, kledning og listverk. Som eit supplement til strykebenken og langbenken. Desse andre benkane er laga med tanke på firealna lengder, så målet var å lage ein høvelbenk som og takla slike dimensjonar.
Originalen
Hovudmåla på denne benken er 2,25 meter i lengda, plata/planken har ei breidd på 25,5 cm og ei arbeidshøgd på 75 cm.
Baktanga
Baktanga er laga i bjørk. Den består av ein skrue som er om lag 30 cm lang i gjengene og to styrepinnar. Desse er festa til bakstykket med naglar. Benkestykket er felt inn med svalehale og festa med fire spikar.
This slideshow requires JavaScript.
Framtanga er og av bjørk og er festa til benkeplate med to gjennomgåande bjørkelaglar, der den bakre er åretta (kile) i sida med skuffa. Under framtanga er der ein kloss som eg tolkar til å vera feste/glidespor til plata som skruen knekar mot. Denne kjenner me og frå sløydbenkane.
Understøtta på midten
Omlag på midten av benken er der festa eit stykke bjørk til benkeplata med ein nagle. Denne er svingbar og er nytta som understøtte i bakenden av bord som vert festa i framtanga. Der er 8,5 cm opp til topp benkeplate, så eg tenkjer at denne benken ikkje er nytta til vindusproduksjon med små delar? Der er 70 cm til framtanga. Noko som kan passa med vinduskarmar eller kort karm og liggande ramtre til dør. Dei lange ramtrea kan støttast med ein «dreng» i bakkant. Her vil eit eventuelt dørramtre stikke ut vel 30 cm frå bak på benken og gi god plass til «drengen».
Hullrekka til benkehakane er plassert frå 4 til 5 cm frå kanten og har eit varierande mellomrom på 8 til 27 cm med ein «normal» på 12 cm. Alle hulla er firkanta i øvre delen og runde i underkant. Dette tolkar eg til at dei er borra med navar og tilpassa eit firkanta tverrsnitt på benkehaken, som truleg har likna på den som står i benken frå Li. Det siste hullet , det som er lengst framme, er sylindrisk rundt og skråar bakover med ein vinkel på 72 grader i forhold til plata. Hullet har ein diameter på 1,8 cm. Kan dette ha vore nytta til feste for ein rund pinne som høvelstopp, i staden for den lista som er spikra på i enden nå?
This slideshow requires JavaScript.
Min benk er om lag 30 cm lengre enn førebiletet, av grunnar som er nemdt tidlegare. Ellers har eg forsøkt å skape ein tilsvarande benk. Eg har i tillegg valt å gi benken ei arbeidshøgd på 80 cm i den tru at det passar meg betre. Eg ventar på benkehakar, så derfor er ikkje hullrekka laga. Eg vurderer å flytte den litt lenger frå kanten, slik at haken i baktanga kjem mellom styrepinnen og skruen. Trur det gir mindre vridning og skeivt press på baktanga. Dette gir ein avstand til kanten på 9,5 cm.
Bakfoten er laga av ein tømmer-elev som var utplassert hjå oss. Øvinga gjekk fyrst ut på å teikne benken for så å rette av, dimmensjonere og tappe saman delane til bakfoten.
Råbygget med fotingsrøst ferdig. Vikingskipshuset i bakgrunnen. Ivar Jørstad til v. og Magnus Wammen) Foto. Henning Jensen
Laftekassa til snekkerverkstedet, og reisverket til smia er ferdig. Vi har hatt to dager sammen med veilder Hans Høgnes som har arbeidet og lært tradisjonell reisverksbygging av Oddbjørn Myrdal. Et moment vi har tenkt på er hvordan de to bygningene samarbeider, siden det er liggende og stående tømmer inntil hverandre.
Tømra og reisverket har samme raft og syllstokk, så hvordan gjør vi det med synk, når tømmeret krymper og laftekassa setter seg i meddrag og laft.
Det er jo mange kilder på forskjellige mål på erfaringer eldre tømmermenn har gjort på dette. I spørrelistene fra Ord og Sed nr. 16 Husebygging ifra Sigdal i Buskerud. Der skriver Andreas Mörch i 1946: Sigingsmon måtte`n passa godt på. Ein rekna ein tomme på alna nå`n tømra tå rått. Va tømmere` tørka på, sku det ikkje så mykkji te. Da kom an på å tört verke` va. Ein måtte passe på så ikkje beitskiir i gla og dörnar vart för lange så tömra hengte sei opp.
Andre mål har vært en tomme på meter`n. Sigemonnet beror nok i all hovedsak på erfaringer, fordi det avhenger av flere ting som bla. hvor tettvokst materialen er, hvor mye kvist, hvor fuktig tømmeret er, hvor nøyaktig meddrag er utført, og lignende. Et annen moment som vi også tenkte på var at tømra ville bli flytt ut i museets Østlandstun, og vil få mose i meddraget (noe det ikke har nå) , så det vil kunne øke høyden littegrann avhengig av hvor mye mose som legges i meddraga. Tømmeret har fått en vår og en sommer på å tørke, og halve tømra var ferdig før sommer`n , så det har synki allerede en del.
Så vi har lagt oss på en tomme kortere stolper og skråbånd, som vi har klosset opp midlertidig. Vi har tatt høydemål på tømmerkassa for å følge med på høyden.
Stolper og skråbånd klosset opp midlertidig. Foto: Magnus Wammen
Beitskiene som vi hogg tidligere i vinter har fått en god tomme sigemonn. Hogging av beitskisporet var tungt arbeid i endeveden, og vi syntes det gikk trått i det nokså etter hvert tørre laftetømmeret.
Beitskispor og øksa Foto: Ivar Jørstad
Hennin Jensen hogger beitsskispor Foto: Ivar Jørstad
Vinduslokker`n. Foto Magnus Wammen
Dørlokker`n Foto: Ivar Jørstad
Hogd beitskispor Foto: Ivar Jørstad
Ivar Jørstad og Henning Jensen hogger til laftestokker. Foto: Magnus Wammen
I løpet av våren har vi drevet med førindustriell dørproduksjon, med limte fyllinger, både på læringsarena og på studiesamling i Trondheim. For oss på Folkemuseet var dette første møtet med bruk av beinlim, og jeg ble fasinert av egenskapene og bruken det. Beinlimet brukes en del av møbelkonservatorer, men det brukes ikke så mye innen snekkerfaget lengre, men det har helt klart egenskaper som fortsatt holder mål, og som, i enkelte sammnehenger, kan være til fordel kontra moderne limprodukter. Tenker først og fremst da på at man har mulighet til å løsne på limfugen med bruk av varme og vann.
Tomas Karlsson var vår mentor på dørproduksjonen på Folkemuseet. Han hadde noe erfaring med bruk av beinlim. Limet vi hadde tilgjengelig på museet hadde en litt annen karakter enn Tomas var kjent med fra eget lim. Dette innebar at ble vi nødt til å prøve og feile et par ganger før vi kom frem til riktig konsistens og teknikk.
Forberedelser:
Først høvlet vi kantene på emnene som skulle limes sammen til fyllinger. Tomas var opptatt av at det ikke var nødvendig å høvle rettsiden først, i og med at den uansett skal høvles på dimensjon etterpå. Vi skulle kopiere døra fra Snekkersmia på Borge, så vi var avhengige av å høvle fyllingene ned på en gitt dimensjon etter liming. Men, ofte kan fyllingene på eldre dører variere, helt enkelt fordi man bare sørget for å høvle de plane, så ble tykkelsen som det ble, ifølge Tomas.
Vi siktet dermed med en lekt for å se at vi var noenlunde i lodd, mens vi rettet kantene på emnene. Det er bedre at man har er ørliten glipe på midten av limfugen, enn at det gliper i endene. En glipe på midten, kan man få klemt sammen med limknektene. I moderne tankegang ville man kanskje dimensjonere emnene først, men denne varianten er jo rasjonell og arbeidsbesparende. Rettsiden på emnene ble orientert samme vei, det er det vanligste å se på fyllinger på eldre dører, ifølge Tomas.
Foto: Henning JensenFoto: Henning Jensen
Tomas var opptatt av at trestykkene skulle være varme ved liming. I eldre tider hadde man en stor oppvarmet limhelle, i stål eller stein, der man hadde limpotten og emnene ved liming. For oss foregikk dørsnekringen i uoppvarmet verksted. Så, for å for å sikre varme emner, men ikke for mye tørk, pakket vi emnene inn i plast, og lot de ligge i oppvarmet verksted, natten over, før liming. Selve limingen foregikk også i oppvarmet verksted.
Tomas Karlsson fyller sekken. Foto: Henning Jensen
De tørre beinlimsperlene ble lagt i vann over natten før liming. 1 del perler og 2 deler vann.
Foto: Henning Jensen
Limingen:
For å sjekke at konsistens og temperatur ga oss en god liming, limte vi en prøve først, før vi gikk i gang med limingen av fyllingene.
Foto: Henning Jensen
Temperaturen på limet skulle ideelt være rundt 60 grader. Limperlene smeltet vi i limpotte i vannbad. Blir limet for varmt, brytes proteinet ned, og limet får dårligere egenskaper. Vi gikk dermed til innkjøp av et sukkertermometer fra Clas Ohlsson og holdt kontroll på temperaturen under oppvarming og påføring av limet.
Helst ikke så mye over 60 grader. Tomas Karlsson følger med. Foto: Henning Jensen
Påføring av lim. Vi dyppet en fille i det varme vannet under limpotten, og strøk det på flatene som skulle limes. Deretter påførte vi umiddelbart limet med pensel. Vi følte at vi hadde dårlig tid, men når en person vannet, en annen påførte lim og den tredje sto klar med limknektene, kom vi i mål, og limfugen ble solid.
Magnus Wammen (th)har strøket på varmt vann, Ivar Jørstad påfører lim. Fotografen står klar med limknektene. Tomas Karlsson følger med. Foto Henning Jensen
Fagbok for snekkere.
I boka «Fagbok For Snekkere» fra 1939, som er oversatt og bearbeidet etter den svenske boka «Snickeri» (1934), har apoteker Hilmar Hylander skrevet et kapitel om lim. Under avsnittet ikke vassfast lim står det om beinlim og hudlim. Han skriver om fremstillingen av benlim: «Dyrebein består hovedsakelig av fosforsur kalk ( kaliumfosfat), limstoffer og mindre mengder fett og andre bestanddeler. Når en skal fremstille lim av bein, gjelder det å trekke ut limstoffene og befri dem for fett, kalsiumfosfat m.m.» Deretter beskriver han den industrielle prosessen.
Videre skriver han om hudlim: «En kan også utvinne lim av hudavfall fra garverier eller fra annet egnet hudavfall ved forsiktig oppvarming. Dette gir det egentlige snekkerlim». Hva han legger i dette, beskriver han ikke nærmere.
I avsnittet om stell og prøving skriver han at lim som krever oppvarming, som benlim og hudlim, består av eggehvitestoffer som ettersøkt føde for sopp og bakterier, særlig forråtnelsesbakterier. Han skriver: «Foruten næring krever disse vann og varme. Lim med ringe vassgehalt, som alminnelig handelstørt lim, blir derfor ikke angrepet av hverken sopp eller bakterier, men lim som er dårlig oppbevart, for eksempel i fuktig luft, tar opp vann, og da er infeksjonen ikke langt unna.»
Videre skriver han at angrepet lim, gir et dårlig resultat, bindeevnen vil gå raskt nedover og kan forsvinne helt etter bare noen få timer.
Limet bør oppbevares tørt, og man bør ikke forberede mer lim enn det man har tenkt til å bruke på en dag. Man bør rengjøre potta minst en gang daglig, enkelte stoffer kan ødelegge limet så godt som umiddelbart, og hvis potta er vært utsatt for angrepet lim, selv i små mengder, vil limet man tilbereder senere, bli ødelagt i potta. Videre skriver han: «Utsett ikke limet for høy temperatur (Han skriver ikke hva for høy er), da vil bindeevnen bli ødelagt. Gjentatte smeltninger ved lavere temperatur har samme virkning. Bruk aldri spaltet, eller inntørket lim»
«Et godt lim bør ha størst mulig bindeevne. Det må ikke inneholde jern eller fett. I alminnelighet kan en si at hudlim har større bindeevne enn beinlim, men det beror også på tilberedningen. Et vel tilberedt beinlim er bedre enn et slett tilberedt hudlim. En kan ikke bedømme et limslag etter fargen. Et lyst, klart og og vakkert lim kan ofte være av dårlig kvalitet. Jo høyere smeltepunktet ligger, og jo mer tungflytene limoppløsningen er, jo større er bindeevnen».
Dersom limet er i plateform, kan man gjøre en enkel test for å sjekke kvaliteten. Legg platen på et plant underlag, og slå et slag på midten, med en hammer. Bruddflatene på bitene bør være ujavne, skarpe og skjellformet, dette viser at limet er av god kvalitet, ifølge apoteker Hilmar Hylander.
Til fjøset på middelaldergården Stiklastadir trenger vi dører. Siden tema på studiet i Tradisjonelt bygghandverk ved NTNU i år blant annet var dørproduksjon, ønsket vi å la en del av praksisen dreie seg om dørtilvirkning i middelalder. I arbeidet har vi blitt veiledet på beste vis av Tomas Karlsson, snekker fra Nyköping i Sverige. Tomas har lang fartstid innen tradisjonshandverk, blant annet som lærer i snekkering på Bygghantverksprogrammet ved Institutionen för kulturvård – Mariestad, Göteborgs universitet.
Kyrkhärbret i Älvdalen er et stabbur på prestegården sør for Älvdalen kirke. Det er dendrokronologisk datert til år 1285, og er et av sveriges eldste stående bygg. (foto forf.)
I samråd med Tomas falt valget av forbilde på ei dør som står i Kyrkhärbret i Älvdalen i Sverige. Tomas observasjoner og foto av dører både i kyrkhärbret og andre bygg, Chatarina Asphs Tidigmedeltida trädörrar – En studie av tillverkningsprocessen av fyra dörrblad från norra Dalarna, våre egne observasjoner på ulike studieturer og seminarer, samt Arne Bergs Norske tømmerhus frå mellomalderen har vært viktige kilder og grunnlag for diskusjon om framgangsmetoder og løsninger i arbeidet.
Dørene i Kyrkhärbret i Älvdalen er trolig originale og like gamle som bygget. Begge er satt sammen av to furubord, med labanker som avstiving og hold på innsida og jernbeslag på utsida. Omkring dørene er det dekor som nok også er fra oppføringa av bygget (foto forf.)
Dørene i härbret er begge labankdører, de slår innover i bygget og er satt sammen av to breie furubord. Når jeg snakker om utside og innside mener jeg siden av døra som vender hhv. inn og ut i bygget. Alle mål som er oppgitt i tommer er i norske tommer.
Kort om begrepene labank og labankdør:
Labank er ordet som i dag benyttes om både en innfelt eller utenpåliggende tverrforbindelse på ei dør eller i andre konstruksjoner som møbler o.l. I ordboka står det: «egentlig «bevegelig slå (I)») tverrtre som skal holde flere bord sammen i lem, dørblad eller lignende.» Tidligere har altså ordet i utgangspunktet betydd ei bevegelig slå, men har gått over til i dag å bety en fast sammenbinding i en konstruksjon. Roald Renmælmo benytter oftest begrepet drevspon om denne konstruksjonsdelen, med henvisning til at dette er et begrep benyttet i eldre kilder. Ordet er derimot ikke lenger i bruk i norsk språk og finnes ikke i dagens ordbøker. Arne Berg bruker oftest ordet labankdør om dørtypen, og ordet rekspon om tverrtreet. Også dette ordet er ikke lenger i bruk, men er trolig et eldre begrep. Både ordene drevspon og rekspon kans trolig utifra førsteleddet tolkes til å ha en opprinnelig betydning som noe som er i bevegelse, som også i ordet labank. Drev er trolig likt med ordet drive, og rek trolig beslektet med begrepet reke. Siden rekspon og drevspon ikke lenger gjenkjennes og brukes av folk i dag, velger jeg å benytte ordet som har erstattet disse i norsk både som dagligtale og som faguttrykk; labank og labankdør.
Tillegg 14.05.18, etter innspill fra Kolbjørn Os og Roald Renmælmo:
Ordene rekspon og drevspon (og dragspon) finnes i Ivar Aasens ordbok(Ivar Aasen — Norsk Ordbog med dansk Forklaring (1873)) står det omrekspon: «m. en liden bevægelig Slaa eller Pind, hvormed man kan lukke for en Aabning; f. Ex. paa en Væverskyttel. Berg. Stift, Nordl. (Nogle St.Rekspo). Ogs. kaldet Drivspon, og Dragspon.» Under de to sistnevnte ordene, drevspon og dragspon henvises det tilbake til denne forklaringa for rekspon. Slik jeg ser det kan rekspon ut i fra Aasen vanskelig tolkes som et sammenbindene (innfelt) tverrtre i ei borddør. Med de andre kildene som Kolbjørn og Roald viser til, som rekspon i Norsk Ordbok, muntlige kilder fra Røros og Dividalen, samt i spørrelister om snekkerhandverket i Norsk Folkeminnesamling er det imidlertid annerledes. Her er det nokså tydelig at både rekspon, drevspon og dragspon er benevnelser som spesifiserer et innfelt tverrtre, og at det derfor, som Roald skriver, vil være bedre å bruke om denne typen dør enn labank slik jeg har gjort her. Språk er viktig, og her burde jeg sjekket bedre, og gått til flere kilder. Takk for gode innspill!
Innsiden av den høyre døra i Kyrkhärbret. Her ser vi tydelig hvordan labanker er gradet inn i døra, og vi ser også at døra er tykkest i dimensjon ved labankene. Legg også merke til at det ikke er trenagler som forbinder labanker og bordene i døra (foto: fra Chatarina Asph, Tidigmedeltida trädörrar).
Materialutvelgelse
Dørene vi har som forbilder er i furu, og vi kan nok ganske sikkert anta at dører i Trøndelag i middelalder også ville ha vært utført i furu. Vi ønsket å følge noe av materialene fra skogen til ferdig dør, så vi dro i januar til skogs for å felle og begynne tilvirkninga av borda. Vi hogg og kløyvde ei furu, tilvirket borda til dimensjon, før vi dro dem på snøen ned til vei. Videoen nedenfor viser noe av prosessen:
Materialene vi hentet ut her ble litt små i dimensjon, så vi hentet senere tømmer som var hogd i nærheten av tømrehallen på Stiklestad. Dette kløyvde vi og hogg til dimensjon i tømrehallen. I ettertid ser vi at vi burde vært mer nøye med å velge material. I de originale dørene er det betydelig mindre kvist og jevnere material enn den vi hadde. Større dimensjoner enn de vi fikk tak i denne gang hadde også gjort seg. Originaldøra er omtrent like bred som vår, men er satt sammen av to bord, vi måtte ha tre.
Dimensjonering
Ut i fra Tomas oppmåling av døren i Kyrkhärbret så hogg vi materialene ned til 3 norske tommer tykkelse. Dette er noe over tykkelsen på døra ved labanken. Bordene ble deretter kantet til den maksimale bredde som materialet tillot for å få bort vakant. Emnene fikk derfor en avsmaling rot-topp.
Her er dørborda hogd til dimensjon og kantet. Vi satte dem på høykant oppå hverandre for å se hvordan de passet i lag om om vi hadde fått kantinga noenlunde i vinkel og rett. Vi ser også at furua vi valgte ut ikke var helt kvistfri… (foto forf.)
Hogging av fals
Originaldøren hadde not og fjær i sammenføyningen mellom bordene i døra. Vi vurderte det som klokt å starte med en noe enklere sammenføyning, og gikk for enkel fals i stedet. Det er flere eksempler på fals som sammenføyning både i det norske og svenske middelaldermaterialet.
Eksempel på fals i ei dør i Finnesloftet på Voss. (foto. forf.)
Før vi kunne hogge falsen dukket det imidlertid opp et interessant spørsmål:
Hva gjør de trenaglene?
«Mellan plankorna finns i falsen två stycken tränaglar som är 20 mm tjocka, dess längd går inte att se»(Chatarina Asph: Tidigmedeltida trädörrar). Disse trenaglene som Asph observerte ville vi se nærmere på betydningen av. De er plassert nært labankene, i falsen. Vi diskuterte oss fram til at det er liten sannsynlighet for at disse naglene tilfører særlig styrke til konstruksjonen når døra er ferdig, men at de mest sannsynlig er et hjelpemiddel i tilvirkinga av den. Vi valgte derfor å bore hull og sette inn nagler, slik at vi kunne erfare om de var til noen hjelp. Hull for naglene ble boret med navar.
Trenagler ble satt inn midt i falsen mellom bordene i døra. Hullene ble boret før falsen ble hogd. Plassering av naglene ble risset inn tvers over bordene mens de stod oppå hverandre på høykant. Her er falsen merket på med sotsnor, og hullet bores midt i falsen. Margsida, som blir utsida av døra, er referanse for påmerking av falsen. Falsen er 1″ bred (foto Tomas Karlsson).
Etter at hull var boret og nagler tilpasset hogg vi ut falsen. Bilderekka nedenfor viser noe av gangen i dette arbeidet.
Kanten skvelles
Hjørnet hogges vekk mellom strekene
Det skvelles dypere i skråen
Det hogges vekselsvis fra kant og side
Fals og øks
Her er hull til nagler synlige i falsen
Nå viste etterhvert trenaglene seg å komme til nytte. Etter å ha hogd falsen var det nå enkelt å sette borda sammen igjen for å se om vi hadde truffet godt med falsen. Uten naglene ville vi ikke hatt et fast referansemål å se etter for å kunne bedømme om falsen må justeres. Men naglene gjør at borda kommer til samme posisjon hver gang, og gjør det enkelt å justere falsene. Dette er nok den viktigste oppgaven naglene har, og de holdt også døra godt sammen når vi skulle merke opp for neste operasjon:
Hogging av gradspor
Dybde og vinkel på gradspor ble bestemt ut i fra Tomas og Chatarinas observasjoner. Bredden på gradsporet i dørflata ble risset inn, og vinkel og dybde tegnet inn i sidene av borda. Hogginga beskrives best med fotoserie:
Bunnen av gradsporet var det vanskelig å renske opp med øksa. I dokumentasjonen til Tomas av ei dør som er demontert, så vi så spor etter et redskap som så ut til å ha blitt dratt langs etter bunnen av gradsporet. Vi toilket dette til muligens å ha vært noe som kan ligne på et smalt såtjern.
Her ser vi at bunnen i gradsporet er slettet til med et redskap som ser ut til å ha blitt dratt plant med nokså lange drag. Vi ser også tydelige spor etter øks fra hogginga av gradsporet (foto: Tomas Karlsson).
Vi hadde et såtjern som vi mente kunne gå an til denne jobben, men det var for bredt. Vi slipte det inn til en smalere bredde, og det viste seg å gjøre jobben utmerket, og å gi spor som lignet mye på de vi så på bildene av døra i Mariestad.
Såtjern (foto. forf.)
Bunnen av gradsporet renskes (foto Tomas Karlsson)
Blir bunnen plan? (foto Tomas Karlsson)
Labanker drives inn
Labankene ble hogd til av materialer vi hadde liggende, og som var tørket betydelig mer enn materialene i dørbordene. Labankene ble hogget etter mål fra gradsporet, men betydelig lengre i kileformen slik at det kunne drives hardt inn i sporet.
Labankene ble drevet hardt inn i gradsporet med klubbe. Om de i utgangspunktet virket noe spinkle, fikk vi en annen oppfatning når de ble drevet på plass. Dette ble veldig stabilt og kraftig (alle foto forf.)
Døra hogges og pjåles til dimensjon
Siste operasjon var å hogge til døra på lengden og i tykkelse. Vi ønsket ikke å kappe bordene til riktig lengde før døra var ferdig føyd sammen. Såpor på originale dører viser at de er hogd til fasong til slutt. Det kan fort bli små forskyvninger, særlig i starten av bygginga, så det er bedre å kappe avslutningsvis.
Døras høyde ble målt opp og risset inn, før den ble stilt på høykant på siden og kappet (foto forf.)
Som nevnt over er døra smalnet inn i dimensjon i endene og på midten. Siste spor i overflata på originaldøra er fra det som med stor sannsynlighet er en pjål. Sporene etter denne vises godt på frottagen under:
Frottage som er gjort over labanken på døra i Kykrhärbret. Her ser vi tydelig pjåplspor, og vi ser også at disse går sammenhengende fra dørbord til labank. Døra er altså formet etter at labanker er drevet inn (frottage Tomas Karlsson).
Om man først har grovhogd for å pjåle til slutt er usikkert. Vi prøvde begge deler. Det var ikke svært mye virke som skulle fjernes, så å ta alt med pjål var fullt gjennomførbart. Men det skadet heller ikke å ta noe med øks først. Tidsmessig var det nok lite som skilte. Et referansespor for dybden ble hogd på midten av døra til å begynne med, noe som gjorde det litt lettere å arbeide inn mot midten.
Utsida pjåles (foto forf.)Spor hogd etter midten av døra for å ha en referanse på dybde, og for å gjøre det enklere å arbeide inn mot midten (foto forf.)Kai har tatt frem skrubb-pjålen 😉 (foto forf.)Viktig å gjøre deler av arbeidet i tidsmessig bekledning og omgivelser… (foto: Arnstein Indahl).Ferdig dimensjonert innside av dør. Masse fine pjålspor, som på originale dører (foto forf.)Som på originalen går spora etter pjålen også over på labanken (foto forf.)
Døra er nå satt til tørk i tømrehallen, i påvente av at fjøsen skal ferdigstilles så både dør og fjøs etterhvert blir å finne ute på tunet på Stiklastadir.
Takk til Tomas Karlsson for fine og lærerike veiledningsdager på Stiklestad!
I forbindelse med prosjektet med stavkirke på Trondarnes har det nå vært avholdt nå 2 små samlinger i Trondhjem. Tømrere , smeder, studenter var samlet til dialog , dokumentering, og hugging.
Deltakerne var :Roald Renmælmo, Henrik Jenssen, Kai Johansen, Mattias Helje, Jon Dahlmo, Hans Marumsrud, Thor-Aage Heiberg Thor Larssen, Peter Brennvik, Per Steinar Brevik, Bertil Parmsten, Øystein Myhre, også hadde vi litt deltakelse av smedene på NDR Torgeir Henriksen, Odd Inge Holmberget.
Vi studerte økser i magasinet på vitenskapsmuseet, kløyvd og glepphoggd tømmer til portal og dørblad, og diskutert øksemodeller opp mot spor som vi kan se i Holtålen stavkirke. Vi har også besøkt vitenskaps museet og studert objekter i kirkesamlingen, og sumhuset med middelalder utstillingen med fokus verktøyspor , produksjonsmetode o.l.
Mattias Helje og Hans Marumsrud hadde kveldsforedrag for oss om spiker, låser, og stavkirkeprosjektet til riksantikvaren , virkelig faglig interessante foredrag.
Utfallet av dette skal ende opp i 8 kopierte øksemodeller som vi vet er datert middelalder og geografisk hører til midtNorge og nordover, som skal brukes i arbeidet med rekonstruksjonen av stavkirken til Trondarnes.
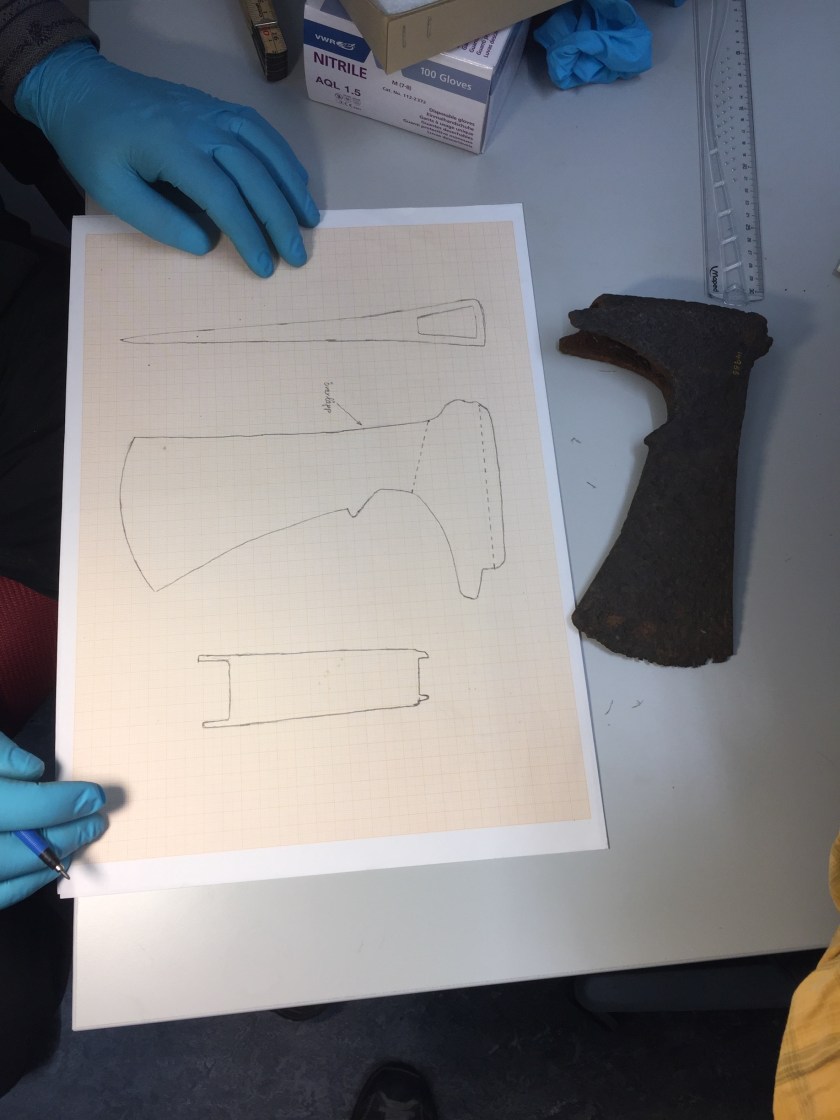
Vi fikk hentet frem ca 30 økser ut av magasinet som vi dokumenterte med tanke på at smeder skulle kunne tolke og lage en rekonstruksjoner av de oppmålingene vi gjorde.
Roald tegner profilen på en øks ved å holde linjalen i lodd langs øksa.Vekt , Eggvinkel , og en del sentrale mål må med før en smed kan lage en replika.Dokumentering av en mulig felløksEndelig litt treskjæring i all glepphuggingen
Vi tok også en nærmere kikk på en portaltopp fra Ålen stavkirke, den har muligens stått i Holtålen en periode før den ble magasinert, romansk,(11-1200-talls) dekorskjæring , med samme mandelformede motivet som er på søylene i portalen på stavkirka i dag, så det er stor sansynlighet at de har stått i samme bygget en gang tidligere. Portalen er også fra Ålen kirke.
mandelformen som er helt lik på søylene i portalen.
Baksiden var tydelig dekormalt med hva vi fort tolker som rose maling , malingen er trolig senere enn skurden.
baksiden med en del reperasjoner/avstivninger og «rosemaling»
Vi hadde også en befaring på Holtålen stavkirke hvor verktøyspor, arbeidsmetoder/teknikk, sammenføyniger, sperreverk, innfestninger, blant annet, ble undersøkt.
Det var svært givende å jobbe å diskutere med 4 smeder tilstede, de kunne diskutere smed tekniske utfordringer og komme med innspill til oss huggere om modeller, øksevinkler, eller hardhet på stålet. Dette er virkelig god måte å jobbe frem ny middelalder historie på, takk til Roald som var organisator og initiativtaker til dette seminaret.
Her er et eksempel på to økser og et stemjern som vi har fått laget etter opptegninger vi har laget tidligere, den nederste øksa er fra Steinvikholmen, ( tidlig 1500 talls) den øverste er en replika fra en som ligger på Universitetes oldsaksamling i Oslo og er et funn fra sørnorge (1200 talls).
Stemjernet er moderne (1800 talls) etter engelsk modell, alt smidd av Bertil Parmsten.
Rettbenken på gården Søre Risteigen. Foto: Ivar Jørstad
I Veggli i Numedal ligger gården Søre Risteigen, en riktig gammal gård står det i Rollag bygdebok. Man antar at Risteigen har blitt delt i to allerede før svartedauden, så Søre Risteigen har en over 650 år lang historie. Gården har en stor tømmerlåve, og der inne står benken jeg har vært og sett på. Da jeg ringte nåværende eier, Berit Mogan Lindheim som har vokst opp på gården, og spurte om å få komme på besøk, kalte jeg benken for skottbenk. Hun må ha skjønt hva jeg mente, for hun kommenterte det ikke noe da. Men etter at vi hadde hilst på tunet, og jeg ble vist plassen den sto, gjorde Berit meg oppmerksom på at der på gården kalte de den for en rettbenk. Hun visste ikke noe spesielt om den, men den hadde stått der så lenge hun kunne…






















































































































 Rettbenken på gården Søre Risteigen. Foto: Ivar Jørstad
Rettbenken på gården Søre Risteigen. Foto: Ivar Jørstad 
