I uke 7 og 8 hadde vi vindusmaking samling på Norsk Folkemuseum med Hans Andreas Lien som veileder. Hans Andres er tradisjonshåndverker fra Dokka, og har laget kopier av de gamle vinduene i huset sitt med bare håndverktøy, han har også lagd de av granmaterialer. Hans Andreas har også studert bygningsvern som etter- og videreutdanning i Oppland på tidligere Høgskolen i Sør-Trøndelag og var gjennom et omfattende kurs i snekring av vinduer med handverktøy der.
Vi skulle lage tre to-rams vinduer til snekkerverksted delen av «snekkersmia» som vi har bygd og skal bli et formidlingsverksted på museet. Link til tidligere blogpost om prosjektet.

Granmaterialene vi brukte, skjærte vi i mars-april 2017 og hadde fått nesten et år med utetørk. Rett over nyttår la vi materialene til vinduet inn i en oppvarma smie. Etter en måned var det kommet ned i henholdsvis 12-14% på ramme og karm-materialen.
Vi splittet opp materialene til karm, ramme og sprosse ei uke før det skulle brukes. Hans Andreas ville gjerne at det kunne være opp til ½ tomme overmål for å ha justeringsmonn når det «ville» slå seg. Det var også viktig at materialen ikke blei stablet-men stod fritt opp og ned, sånn at det fikk gå mest mulig fra seg. Det var viktigere at det vrei seg nå! enn når det var kommet inn i ramma.

Vi begynte med å justere ned materialene med øks, sag eller høvel. Her var det hele tiden ting å vurder med tanke på å lese hva som ligger i emnet, og ha i mente at når en begynner å jobbe med materialen vil det kunne utløse spenninger ettersom man høvlet seg inn på riktig dimensjon.
Virkeslære
- Under tørk vil yteveden tørke mer enn kjerneveden, og når en får ca. 0.2-0.3% lengdereduksjon vil det kunne dannes indre spenninger mellom disse.
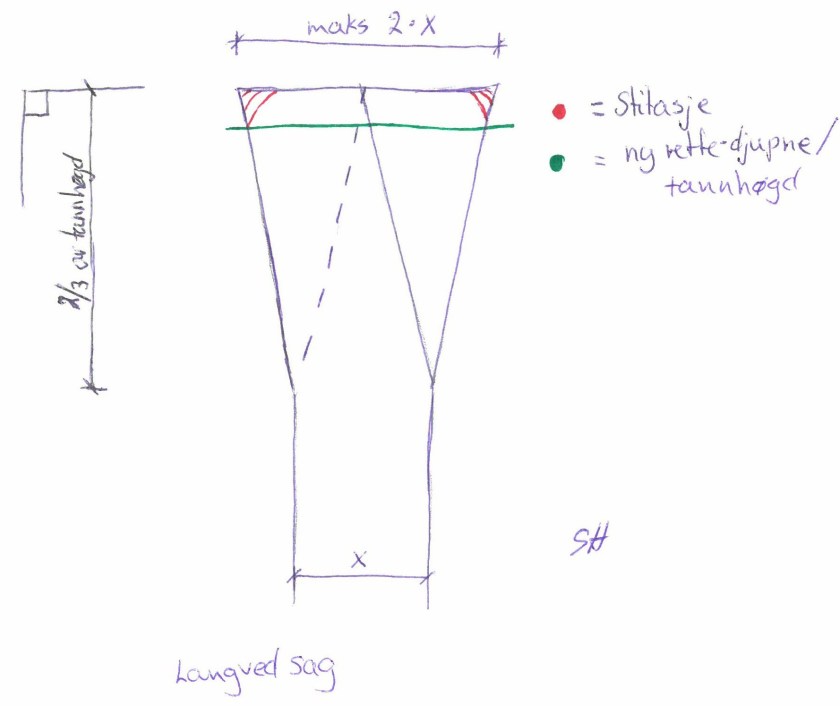
- Tennarved krymper mer på lengda enn normal ved, og den vil gi noe bøying/kantkrok i emnet, avhengig av hvor i emnet tennar`n ligger. Det samme er det med ungdomsveden (de første 15-25 årringene) har en større lengdereduksjon enn normalveden som vil gi emnet en bøyning/kantkrok. Ungdomsveden er uansett noe som vi vil skygge unna
- Motsatt er det, om en side av emnet har mye kvist vil den få mindre lengdereduksjon enn den normale veden på andre siden av emnet og vi vil få en bøyning/kantkrok derretter.
- Vridning av emnet er også en utfordring, og det er fordi vedcellene står skråstillt, og når en får en tørk som reduserer cellebredden vil emnet vri seg siden de står på skrå. Om en har et tre som har varierende vridning i hele stammetverrsnittet, vil det ofte stå imot hverandre, og vi får en mer stabil stokk, når det gjelder små emner som vi jobbet med, hadde ofte hele emnet vridde fibre og gir vridning i emnet etter nedtørking. Mye av emnene til vinduene og tømmeret generellt i bygningen, var venstrevridd, og hadde således en del vridning. Det er en vanlig oppfatning at høyrevridd tømmer gjerne er venstrevridd i ungdommen, for så rette seg ut i stammeveden, for deretter å bli høyrevridd ved høg alder. Men mot venstrevridd tømmer som har et ofte dårlig rykte er det at vridningen er gjerne venstre fra hele ungdommen og hele treets levealder, noe som gjør at man ikke har den marmoreringseffekten med at fibrene står i opposisjon til hverandre, men fibrene vil alle jobbe i samme retning, og vi vil i så fall få en større samla vridning når trevirket tørker.

Når en tar ut emnet av planken, er det fint å legge merke til hvor disse elementene er, og sage vekk ungdomsved, eller kappe emnene mellom partier av urolig ved eller stor kvist, stor kvist som vil komme ut i fals og profil er også fint få bort.
Når vi begynner å dimensjonere emnet ned til ferdig mål, er det lurt å vurdere emnet en gang til, med tanke på høvelretning o.l. En grovstillt skrubbhøvel kan ved første høveldrag rive opp veden så mye at det ikke lar seg rette vekk igjen. Så ved særlig urolige og kvistete emner kan det være lurt å ta fram en høvel med sponklaff og sette den så nær eggen som mulig. Det hjelper også mye mot utrivning å ha skarp egg.
På emner med vridning blei de retta av ved hjelp av siktestikker. Bøyning mellom disse to flatene blei kontrollert med en rettholdt, eller ved å holde de mot kanten på høvelbenken, eller å sikte langsetter emnet.
Referansemerker: Margsiden blei retta først og fikk et referansemerke. Margen blei oftest sentrert imot kittfalsen. Et annet moment som jeg har tillagt meg, er at jeg setter opp høvelretning på emnet. Fordi når en kommer tilbake og skal pusse over ramma eller bygningsdelen til slutt, veit jeg retningen jeg skal høvle slik at jeg ikke river opp mer med motvedshøvling.
Tennarspon:


Tømmer til vindusmaterialer:
Det Hans Andreas ofte ser etter til tømmer til vindusmaterialer han henter utifra skogen, er gjerne ett gammelt tre fra 120 år og oppover, lite granbar – antakelig større kjerneandel – mindre næringsinnhold i veden og roligere ved. Ett sirkelrundt stammetverrsnitt har som regel roligere ved, og er derfor en stor fordel. Det er i utgangspunktet førstestokken han vil ha til snekkermaterial, og da gjør det ikke så mye hvordan kvistmengden og kvistkarakteren er lenger oppover i treet. Om det er gankvist, toppknekk eller kløft ovenfor førstestokken gjør lite, da dette i liten grad påvirker førstestokken (så lenge råten ikke har gått for langt ned og påvirker emnene som skal brukes). Ett tre som har fått en skade der den har redusert barnålmengden ved f.eks en toppknekk har han erfart at har større kjernevedandel, antakeligvis fordi næringsbehovet blir redusert. Tette, jevne åringsbredder er best, dette får en gjerne ved at treet har hatt redusert vekstvilkår (sol og næring) gjennom hele veksten, ett tre som har startet som en understander, men som har kommet seg opp og frem jevnt og trutt. Ett slikt tre vil som regel strekke seg til værs etter sollyset og gir også lite kvist nederst. Løst ytterste lag med bark, gjerne skilling eller seddelbark. Ikke så altfor dype porer i oppsprekkingen i barken fordi dette ser ut til å indikere rask vekst.


Så det ideele treet er en gran med alder 120 år++, lite granbar. 10-12 tommer brystmål. Veldig lite kvist de 2,5- 3,5 nederste meterne, sirkelrund stamme og rett, javn tilvekst og har stått nokså flatt – lite tennar. Helst ikke årringbredde større enn 1mm. Link til tømmerhogsten for prosjektet, Her
Skrevet av Magnus Wammen 28.03.2018